

16. Методика статической балансировки шлифовального круга.
С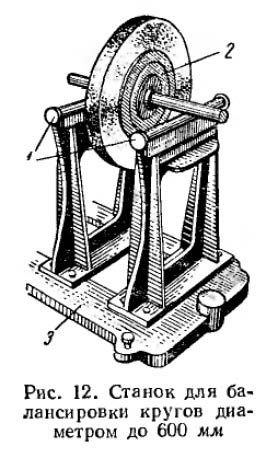 татическая
балансировка — операция, устраняющая
статическую неуравновешенность.
Вследствие относительно небольшой
высоты кругов плечо пары сил, обусловливающей
динамическую неуравновешенность,
для большинства кругов невелико, поэтому
круги подвергают только статической
балансировке , При использовании кругов
высотой свыше 200 мм
необходима
их динамическая балансировка. Статическая
балансировка кругов производится на
абразивных заводах. Так как неуравновешенность
круга изменяется при установке круга
во фланцах и зависит также от правки,
то их дополнительно балансируют во
фланцах. Для выполнения балансировки
применяют балансировочные станки
следующих конструкции:
а)
балансировочные станки с двумя гладкими
цилиндрическими
валиками;
б) балансировочные
станки с вращающимися дисками;
в)
приборы (весы) для балансировки.
Широко
распространены балансировочные станки
с валиками из-за простоты конструкции
(рис. 12).
татическая
балансировка — операция, устраняющая
статическую неуравновешенность.
Вследствие относительно небольшой
высоты кругов плечо пары сил, обусловливающей
динамическую неуравновешенность,
для большинства кругов невелико, поэтому
круги подвергают только статической
балансировке , При использовании кругов
высотой свыше 200 мм
необходима
их динамическая балансировка. Статическая
балансировка кругов производится на
абразивных заводах. Так как неуравновешенность
круга изменяется при установке круга
во фланцах и зависит также от правки,
то их дополнительно балансируют во
фланцах. Для выполнения балансировки
применяют балансировочные станки
следующих конструкции:
а)
балансировочные станки с двумя гладкими
цилиндрическими
валиками;
б) балансировочные
станки с вращающимися дисками;
в)
приборы (весы) для балансировки.
Широко
распространены балансировочные станки
с валиками из-за простоты конструкции
(рис. 12).
Основными деталями станка, показанного на рис, 12, являются два параллельно расположенных стальных термически обработанных валика 1 из стали У7А, У8А ,HRC50-52 одинакового диаметра (разница в диаметрах валиков не должна превышать 0,02 мм) и с шероховатостью поверхности не ниже V9станины 3 станка и крепежных фланцев-втулок 2 с балансировочными сухариками, Крепежные фланцы являются принадлежностью шлифовального станка и поставляются заводом-изготовителем вместе со станком. Если возникает необходимость изготовления запасного комплекта фланцев, то последний должен быть идентичен с комплектом фланцев, полученных от завода-изготовителя.
Технология
Сущность групповой обработки деталей.
Групповая обработка -метод изготовления деталей машин, приборов и др. изделий, основанный на объединении деталей в группы, для каждой из которых применимы однородные (групповые ) технологические операции и общая (групповая) быстро переналаживаемая технологическая оснастка. Г. о. позволяет, даже в условиях мелкосерийного производства, применять автоматическое оборудование, высокопроизводительную оснастку и др. прогрессивную технологию. Резко сокращаются затраты на изготовление приспособлений и время наладки станков. Г. о. эффективна не только в машиностроении, но и в обувной, деревообрабатывающей и других отраслях промышленности.
Р азработка
технологического процесса Г. о. начинается
с создания комплексной детали (рис.)
— реальной, наиболее сложной в данной
группе, либо условной, спроектированной
как совокупность геометрических
элементов всех деталей группы.
Технологический процесс проектируется
для комплексной детали и с небольшими
подналадками применяется для изготовления
любой детали данной группы.
азработка
технологического процесса Г. о. начинается
с создания комплексной детали (рис.)
— реальной, наиболее сложной в данной
группе, либо условной, спроектированной
как совокупность геометрических
элементов всех деталей группы.
Технологический процесс проектируется
для комплексной детали и с небольшими
подналадками применяется для изготовления
любой детали данной группы.
Схема групповой обработки с комплексной деталью: А — комплексная деталь, включающая 8 основных элементов; Б — Е — внешние поверхности простых деталей; Ж — Л — внутренние поверхности простых деталей; порядковые номера 1—8 обозначают аналогичные поверхности — цилиндрическую, коническую, резьбовую и т. д.