

8.5 Фактурна обробка природного каменя
Фактура (від латинського слова factura — робота) — особливість обробки поверхні природного каменя.
Найпоширенішими видами фактурної обробки виробів з каменя є шліфування і полірування.
Шліфування каменя — процес абразивної обробки каменя, в результаті якого його поверхня придбаває шліфовану фактуру. Іншими словами, шліфування каменя — це комплекс механічних мікроабразивних процесів, виконуваних в декілька стадій (звичайно від 3 до 10) інструментом (алмазним або абразивним) з крупною зерен абразиву, що послідовно зменшується (від 800—1250 мкм на першій до 10—28 мкм на останній стадії). Шліфування каменя включає наступні основні стадії: обдирання (груба шліфовка); середня шліфовка; тонка шліфовка; доводочна шліфовка (лощіння). Метою кожної стадії шліфування є перетворення попереднього (більш грубого) мікрорельєфу оброблюваної поверхні каменя в новий, більш тонкий. В результаті дії шліфуючих зерен на поверхню каменя наноситься величезна кількість мікроподряпин. Стала шорсткість шліфованої поверхні каменя залежить від характеристики робочого інструменту, режимів обробки, структури і текстури гірської породи і інших чинників і звичайно формується після багатократних проходів інструменту по оброблюваній поверхні. Заключна стадія шліфування каменя (лощіння) забезпечує отримання лощеної фактури лицьової поверхні гірської породи, гладкою матовою поверхнею, що характеризується, із слабким бархатистим блиском, повним виявленням кольору, малюнка і структури каменя.
Полірування каменя — заключний процес обробки каменя, в результаті якого його поверхні додається дзеркальний блиск, що повністю виявляє фактуру, колір, малюнок і структуру гірської породи.
В каменеобробному виробництві для здійснення операцій шліфовки і поліровки використовується робочий інструмент різних конструкцій, званий в більшості випадків шарошками. До складу шарошек входять зерна алмаза (природного або штучного) або абразиву, утримувані зв'язуючим матеріалом-зв'язкою. Розмір зерен алмаза і абразивних матеріалів приведений в табл. 8.23.
Основними показниками, що визначають технічні характеристики і область вживання робочих інструментів на неметалічній зв'язці, є: твердість зв'язки (ГОСТ 18118— 79, ГОСТ 19202—80); структура абразивного інструменту; зернистість абразиву (див. табл. 8.23).
Твердість зв'язки має 16 градацій: ЧТ — надзвичайно тверда; ВТ — вельми тверда; ТІ, Т2 — тверді; СТ1, СТ2, СТЗ — середньотверді; С1, С2 — середні; СМ 1, СМ2 — середньомягкі; М1, М2, МЗ — м'які; ВМ1, ВМ2 — вельми м'які (цифра після букв означає додаткову градацію твердості, наприклад, СТЗ твердіше, ніж СТІ).
По структурі алмазний і абразивний інструмент підрозділяють на 12 груп, яким привласнюють номери від 1 до 12. Чим більше номер, тим в інструменті менше абразиву і більше зв'язки і пори. Структури №№ 1—4 відносяться до закритих (щільним) №№ 5—8 — до середніх №№9—12 — до відкритих структур. Звичайно обробка твердих і крихких гірських порід (включаючи і чистову) здійснюється інструментом закритих структур (табл. 8.24).
Для виконання операції поліровки каменя застосовують оксид хрому, оксид заліза (крокус), оксид олова, оксид алюмінію, полірит (оксиди рідкоземельних металів), мікропорошки деяких абразивів і ін.
Поширеним поліруючим матеріалом є оксид хрому, який застосовується для поліровки неофарблюваних темних гірських порід (гранує, габро, лабрадорит і ін.).
Згідно ГОСТ 2912—79 оксид хрому (порошок зеленого кольору) випускається наступних марок і сортів:
• пігментний, ОХП-1 і ОХП-2 (застосовується для забарвлення штучних кам'яних матеріалів);
• металургійний, ОХМ-0 і ОХМ-1;
• абразивний, ОХА-0, ОХА-1, ОХА-2 (табл. 8.25).
Таблиця 8. 23.
Розмір зерен, позначення зернистостей алмаза і абразивних матеріалів СНД, Європи |
|||||||
Розмір зерен, мкм |
Позначення зернистостей |
|
|||||
алмаз. ГОСТ 9206—80. мкм |
абразиви гост 3697—7! |
європейський стандарт FEPA*31GB 1971, меш |
ТУ47-2—73 «Сировина алмазна», шт/карат |
|
|||
Шліфпорошки |
|
||||||
2000—2500 |
2500/2000 |
200 |
10 |
2-5; .5—10 |
Найкрупніші |
|
|
1600—2000 |
2000/1600 |
160 |
12 |
10—20 |
Крупні |
|
|
1250—1600 |
1600/1260 |
125 |
16 |
20—30 |
|
|
|
1000—1250 |
1250/1000 |
100 |
20 |
30—40 40—60 60—90 |
Середні |
|
|
800—1000 |
1000/800 |
80 |
24 |
90—120 120—150 |
Дрібні |
|
|
630—800 |
800/630 |
63 |
30 |
1 50—200 200—300 300—400 |
|
|
|
500—630 |
630/500 |
50 |
35 |
100—600 600—800 |
Найдрібніші |
|
|
400—500 |
500/400 |
40 |
46 |
— |
|
||
315--400 |
400/315 |
32 |
54 |
— |
|
||
250—315 |
315/250 |
25 |
60 |
— |
|
||
200—250 |
250/200 |
20 |
70 |
— |
|
||
160—200 |
200/160 |
16 |
80 |
— |
|
||
125—160 |
160/125 |
12 |
100 |
— |
|
||
100—125 |
125/100 |
10 |
120 |
— |
|
||
80—100 |
100/80 |
8 |
150 |
— |
|
||
63—80 |
80/63 |
6 |
180 |
— |
|
||
50—63 |
63/50 |
5 |
220 |
— |
|
||
40—50 |
50/40 |
4 |
300 |
— |
|
||
|
Мікропорошки |
|
|
||||
50—63 |
63/50 |
М63 |
220/53 |
— |
|
||
40—50 |
50/40 |
М50 |
240/45 |
— |
|
||
28—40 |
40/28 |
М40 |
280/37 |
— |
|
||
20—28 |
28/20 |
М28 |
360/23 |
— |
|
||
14—20 |
20/14 |
М20 |
400/17 |
— |
|
||
10—14 |
14/10 |
М14 |
500/13 |
— |
|
||
7—10 |
10/7 |
М10 |
600/9 |
— |
|
||
5—7 |
7/5 |
М7 |
800/7 |
— |
|
||
3—5 |
5/3 |
М5 |
1000/5 |
— |
|
||
2—3 |
3/2 |
МЗ |
— |
— |
|
||
1—2 |
2/1 |
М2 |
— |
— |
|
||
0—1 |
1/0 |
Ml |
— |
— |
|
||
* Меш — від англійського «mesh» — отвір сита. Меш — одиниця вимірювання величини отворів плетених сит. що виражається числом отворів, що доводяться на один дюйм (25.4 мм). Іноді в межах виражається і крупна зернистих матеріалів. Згідно FEPA (мікропорошки) в знаменнику приведений середньомедіанний розмір зерен в мкм. |
|||||||
Таблиця 8.24
Характеристики зв'язок, що використовуються при шліфовці каменя |
||||
Оброблювана порода |
Зв'язка |
Стадії шліфування |
Твердість зв'язки |
Структура інструменту, що рекомендується |
М'які породи типу мармуру вапняку, доломіту |
Матеріальна або бакелітова
Керамічна |
Обдирання груба середня тонка Поліровка Калібрування і профілізація |
СМ1,СМ2 СМ2, С1 CMI,CM2 СМ1,СМ2 СМ1,СМ2, МЗ СМ1,СМ2,С1 |
№9—№12 №9 —№ 10 № 6 — № 8 № 5 — № 7 № 1—№4 №9—№ 12 |
Тверді породи типу граніту габро, лабрадориту
|
Магнезійна або бакелітова |
Обдирання груба середня тонка Поліровка |
С1,С2, СТ1 C1,C2 С1,С2 СМ2, С1 СМ1,СМ2 |
№9 —№ 12 №9 —№ 12 №6 — №8 №6 — №8 №9—№ 12 |
Керамічна |
Калібрування і профілізація |
С1,С2 |
№9 —№ 12 |
|
Таблиця 8.25
Характеристика окида хрому |
||
Сорт оксиду хрому, ГОСТ 2912-79 |
Поліруюча здатність, мг/мин см2, не менше |
Шорсткість поверхні після поліровки (параметр R: — висота нерівностей профілю по десяти крапках), мкм, не більш |
ОХА-0 ОХА-1 ОХА-2 |
0,2 0,1 0,3 |
0,1 на базовій довжині 0,8 мм 0,2 на базовій довжині 0,25 мм 0,8 на базовій довжині 0,25 мм |
шліфувально-полірувальне устаткування по технологічних і конструктивних особливостях підрозділяється на: ручні шліфмашинки; ручні колінно-важільні верстати; мостові, портальні і конвейєрні верстати.
Мостові (портальні) шліфувально-полірувальні верстати (мал. 8.21, а, би) мають міст (портал), який може рухатися по направляючих уздовж робочого столу верстата, а по мосту (порталу) переміщається упоперек робочого столу каретка з робочою головкою (плоскої планшайбою або планетарною головкою з абразивними, алмазними елементами).
Портальні верстати (важчий і могутній вид устаткування) застосовуються, в основному, для обробки граніту, а мостові верстати, будучи універсальним видом устаткування, обробляють будь-які гірські породи і найширшу номенклатуру виробів. За останній час вживання цих верстатів скоротилося, оскільки при виробництві стандартних модульних плит застосовуються високопродуктивні конвейєрні верстати (лінії), а при виробництві нестандартних виробів застосовуються колінно-важільні верстати або ручні шліфмашинки.
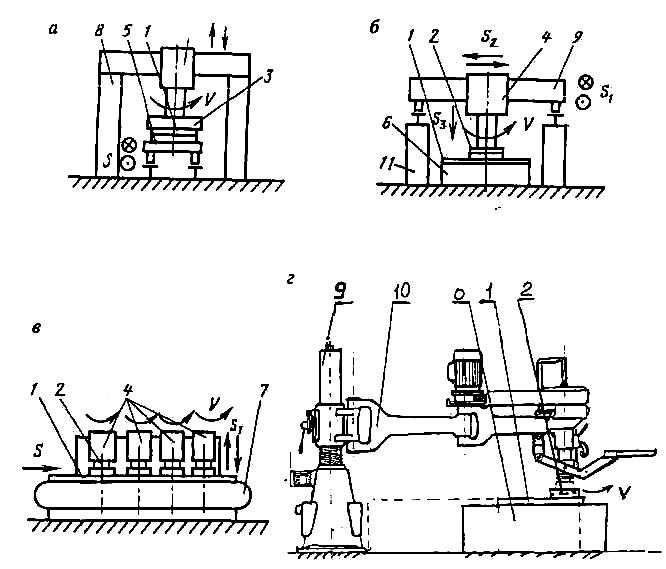
Мал. 8.21. Схеми шліфувально-полірувальних верстатів:
а — портального; б — мостового; в — конвейєрного; г — колінно-важільного (колонкового); 1— оброблюваний виріб; 2 — шліфувальний інструмент; 3 — шпіндель; 4 — шліфувальна головка; 5—візок; 6 — стіл: 7—конвейєр; 8 — портал; 9 — міст; 10 — колона; 11 — механізм важеля; V—вращательное рух шліфування; S — робоча подача; S1, S2 — настановні рухи.
Таблиця 8.26
Технічні характеристики мостових і портальних верстатів |
|||||||
Країна, фірма
|
Мазка, тип
|
Максимальний розмір вироби, м |
Число оборотів шпінделя |
Встановлена потужність, кВт |
Маса, т |
||
ширина |
довжина |
висота |
мін-1 |
||||
СНД |
ВШ-3, портальний |
1 |
2 |
0,15 |
50/100 |
46,5 |
15 |
Італія |
ЛЖ-9 |
1,7/1,9 |
__ |
0,35 |
50/450 |
52,1/69 |
13/15 |
«Бра» |
ЛЖ-12, портальні |
|
|
|
|
|
|
Вірменія «Армкамено- резмаш» |
Мостові СМР-013А, СМР-013 |
4 1,4 |
4 2,8 |
0,2 0,2 |
450/1500 500/1000 |
24 22 |
5,6 5,8 |
Німеччина «Карл Майер» |
Мостові 303. 303Н |
2 1,8 |
3,5 3/8 |
0,25 0,24 |
450 450 |
26,3 21,7 |
4,2 4,5 |
Технічні характеристики мостових і портальних верстатів приведені в табл. 8.26.
Конвейєрні верстати (лінії) є стрічковим (пластинчастий) конвейєром (див. мал. 8.21, в), над яким розташовані один за одним шліфувальні головки з відповідним номером шліфувально-полірувального інструменту, що обертаються.
Конвейєрні верстати за технологічним принципом діляться на обдирні (1—5 головок), шліфувально-полірувальні (до 16 головок) і верстати повного циклу (до 32 головок).
Виходячи з розмірів оброблюваних виробів, конвейєрні верстати можуть бути з нерухомою рамою (балкою), на якій закріплені шліфголовки (ширина плит до 600 мм), і з поворотно-поступальним поперечним рухом балки з шліфголовками для обробки слябів (ширина плит до 2200 мм).
В табл. 8.27 дані технічні характеристики шліфувально-полірувальних конвейєрних верстатів.
Умовно до конвейєрних верстатів відносять різні конвейєрні установки або установки, оснащені рольгангами, для доводочних операцій стандартних (модульних) облицювальних виробів. Це конвейєрне або рольганговое (роликове) устаткування для калібрування плит по довжині і ширині, по зняттю фасок, по нарізанню кріпильних канавок і ін.
Таблиця 8.27
Характеристики шліфувально-полірувальних конвейєрних верстатів |
||||||
Країна |
Модель |
Призначення конструкції |
Макси-мальна |
Тов-щина |
Число |
Орієн-товно |
фірма |
|
|
ширина плит, мм |
плит, мм |
головок |
Встанов-лена потуж-ність, кВт |
Італія |
NP95-2I00 |
З осцилюючим мостом для |
2100 |
120 |
6/9/12 |
74/105/144 |
Simes |
06/09/012 |
граніту (повний цикл) |
|
|
|
|
|
NP095-2100 10/0916 |
Те ж |
2100 |
120 |
16 |
187 |
|
9+9 |
З двома осцилюючими мостами для граніту (повний цикл) |
2100 |
120 |
9 + 9 |
209 |
Breton |
Leviibreton KG2000 07/013/019 |
З осцилюючим мостом для граніту (повний цикл) |
2100 |
140 |
7/13/19 |
112/204/294 |
|
Leviibreton KFT2000 |
З осцилюючим мостом для мармуру (повний цикл) |
2100 |
70 |
4/8/12 |
34/64/94 |
|
Leviibreton KFT2000-200/210 |
З осцилюючим мостом для мармуру і двома калібруючими головками |
2100 |
70 |
2+10 |
123 |
Педріні |
M64I |
Калібратор для граніту з осцилюючим мостом |
1220 |
70 |
3 |
45,35 |
|
М546 |
Калібратор для мармуру |
400 |
70 |
4 |
67,1 |
|
M5I9 |
шліфувально-полірувальний конвейєр для мармуру |
460 |
70 |
12 |
159,7 |
|
М529 |
Те ж |
460 |
70 |
12 |
154 |
|
М536 |
Те ж для граніту |
610 |
60 |
16 |
212,5 |
|
М636 |
Те ж |
250/610 |
70 |
20 |
186 |
|
М619 |
Те ж для мармуру |
460/610 |
60 |
16 |
208,6 |
Ручні колінно-важільні верстати за умов закріплення діляться на колонкові (колінно-важільний механізм з шпінделем переміщається по нерухомій вертикальній колоні, мал. 8.21, г) і настінні (механізм переміщається по вертикальній осі, закріпленій на стіні). Ці верстати забезпечуються спеціальним металевим (бетонним) столом з бортами для запобігання розбризкування води, і стоком. Враховуючи той, що консольне розташовує приводу і робочого інструменту і небезпека виникнення вібрацій, для цих верстатів важливі жорсткість і маса всієї конструкції.
Технічні характеристики колінно-важільних верстатів приведені в табл. 8.28.
Таблиця 8.28
Характеристики колінно-важільних верстатів |
|||||
Країна, фірма |
Мазка, кріплення механізму |
Розмір виробу, max. мм |
Число оборотів шпінделя, мін '' |
Потужність, кВт |
Маса, т |
Росія, «Г.К.Граніт» |
НТР-2, НТР-3 на колоні |
1400 х 2200 |
480 |
4 |
1,1 |
Італія, «Zattoni» |
Columna, G.M. на колоні |
1200x3100 |
300 / 600 |
4,5/5 |
0,83 |
Вірменія «Армкамено- резмаш» |
СМР-030А на колоні |
1100х 2000 |
405 / 800 |
5,5 |
1,15 |
Італія «Морденті» |
А-185 на стіні |
11400х 4000 |
550/ 1100 |
4,9 |
1,15 |
Одним з видів обробки каменя є фактура розколювання.
На каменокольному устаткуванні проводиться велика різноманітність виробів з каменя (брущатка, бордюр, рваний камінь, архітектурні деталі і ін.). Для колки каменя застосовують каменокольні преси різних типорозмірів, оснащені системами плаваючих ножів, що дозволяють охоплювати нерівні поверхні заготівок і створювати достатні розколюючі зусилля.
Крупні преси з великим зусиллям розколювання звичайно виконуються двухстієчними («п»-образними) і призначені для заготовчих операцій при виробництві дрібних (брущатка і ін.) і крупних виробів. Ці преси оснащуються рольгангами або конвейєрами для подачі заготівок до пресу. Преси малих моделей з невеликими зусиллями розколювання виконуються консольними («г»-образними) і призначені для виробництва дрібних виробів.
В табл. 8.29 приведена технічна характеристика деяких каменокольних пресів.
Таблиця 8.29
Характеристика каменокольних пресів |
|||||
Країна, фірма |
Модель |
Розмір прохідного перетину, мм |
Зусилля стиснення, т |
Примітка |
|
висота |
ширина |
||||
Росія |
ПК А-400 |
350 |
320 |
40 |
«г»-образний |
«Станкострой» |
ПК А-800 |
350 |
600 |
80 |
«п»-образний |
|
ПКА-3000 |
350 |
1520 |
300 |
«п»-образний з рольгангом |
Італія |
А8.70Т/1 |
290 |
800 |
70 |
«п»-образний |
С&В |
А8.160Т |
400 |
1120 |
160 |
Те ж |
|
А8.50Т/1 |
280 |
640 |
50 |
-"- |
Італія |
SOC/32a |
150 |
320 |
40 |
«г»-образний |
Comes |
SOC/48a |
150 |
480 |
60 |
Те ж |
|
SOC/бОс |
250 |
600 |
90 |
-"- |
|
SO/60 |
200 |
600 |
50 |
«п»-образний |
|
SO/80 |
200 |
800 |
70 |
Те ж |
|
SO/80e |
600 |
800 |
200 |
-"- |
|
SO/100c |
600 |
1000 |
200 |
-"- |
|
SO/120 |
500 |
1200 |
100 |
-"- |
|
SO/120c |
600 |
1200 |
200 |
-"- |
Окрім шліфування, полірування і розколювання Гостом 9480—89 передбачені інші види фактур обробки каменя, які одержують за допомогою ручних механізованих інструментів і спеціалізованого устаткування.
До спеціалізованого устаткування відносяться водоструминні, бучардовочні, термооброблюючі, піскоструминні, віброкопірувальні, лазерні і інші установки.
Класичні бучардовочні верстати з поворотно-поступальним рухом бучард в даний час витісняються верстатами, оснащеними обертальними головками, «Г, що випускаються.К. Гранує» (р. Москва) для більшості видів кам-необроблюючого устаткування (табл. 8.30).
Таблиця 8.30
Технічні дані обертальних бучардовочних головок «Г.К. Гранує» (Москва) |
||||
Устаткування, що використовується |
Потужність кВт |
Ширина бучарди-рування. мм |
Діаметр головки, мм |
Число шарошек, шт. |
Ручні кутові |
1—2,2 |
30—100 |
130 |
3 |
шліфмашинки |
|
|
|
|
Колінно-важільні шліфстанки |
3—7 |
1 50—300 |
300 |
6 |
|
||||
Мостові шліфувальні верстати |
5—20 |
300—450 |
500 |
24 |
|
|
|
|
|
Конвейєрні |
7—15 |
300—400 |
450 |
20 |
верстати |
|
|
|
|
Напільні |
3—10 |
250—300 |
400 |
16 |
шліфмашини |
|
|
|
|
Ударні бучардовочні верстати використовуються, в основному, для «рустировання» — нанесення ударного лінійного малюнка на поверхню каменя.
Оригінальної, не має аналогів, є конструкція віброкопірувальних верстатів («Армкаменорезмаш», Вірменія) для нанесення на плити каменя об'ємних орнаментів, відмінна високою продуктивністю і простотою. Установка дозволяє за допомогою прокачування абразивної пульпи між вібруючою матрицею з нанесеним на ній об'ємним орнаментом і плитою одержувати на камені зображення будь-якої складності.
Характеристика віброкопірувального верстата СМР-082 («Армкаменорезмаш») для обробки плит з об'ємним орнаментом:
продуктивність, м2/ч:
при обробці мрамора................................................................ 0,6
при обробці туфа...................................................................... 0,85
при обробці гранита................................................................. 0,15
максимальні розміри виробу:
довжина х ширина х висота, мм............................................ 1200х600х 150
розміри оброблюваної поверхні, мм.................................... 300 х 300
маса кг..................................................................................... 1600