

8.4 Фрезерування і окантовка виробу з природного каменя
Операції фрізірування і окантовки плит з облицювальних кам'яних матеріалів надають остаточну форму будівельним виробам. Окантовка проводиться для додання облицювальній плиті остаточних необхідних розмірів і форми. Фрізірування призначено для прорізання в камені пазів і канавок, отримання сколовши, фасок. Крім того, при фрізіруванні каменя здійснюється профілізація будівельних виробів (карнизів, поручнів, плінтусів, підвіконь і ін.).
Основним інструментом для окантовки виробів з каменя є алмазні відрізні круги. Окрім алмазних відрізних сегментних кругів АОСЬК (ГОСТ 16115—78) для окантовки плит в каменеобробному виробництві використовуються алмазні відрізні круги АОК (ГОСТ 10110—87) з суцільною ріжучою кромкою, на яку алмазовмісний шар напресовується по периферії корпусу круга.
Основними інструментами для операції фрізірування кам'яних виробів, окрім відрізних кругів, є різні фрези фасонів і набори відрізних кругів.
Алмазні фрези залежно від виду ріжучої кромки циліндрові, торцеві, фасони і пальцеві.
Для отримання на поверхні заготівок з каменя прямокутних пазів, прямолінійних східчастих поверхонь, зняття фасок і інше застосовуються циліндрові фрези (мал. 8.11), ріжучою робочою частиною яких є алмазовмісні елементи, припаяні по периферії металевого корпусу фрези. Розміри алмазних циліндрових фрез приймаються згідно ПТУ2-037-253—80 і приведені в табл. 8.21.
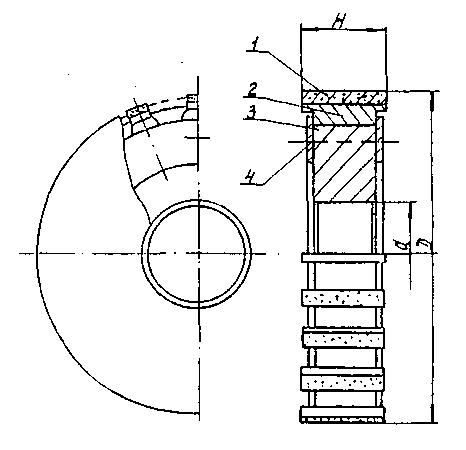
Мал. 8.11. Загальний вид алмазної циліндрової фрези:
1 — алмазовмісний елемент; 2 — корпус фрези; 3 — кріпильний фланець; 4 — кріпильні елементи (болти)
Таблиця 8.21
Д, мм |
d, мм |
Н. мм |
Число алмазних елементів, шт. |
Маса алмазів у фрезі карат, при концентрації в % |
||
25 |
50 |
100 |
||||
200 |
60 |
50 |
30 |
82,5 |
165 |
330 |
300 |
80 |
50 |
46 |
126,5 |
253 |
506 |
400 |
90 |
50 |
60 |
181,5 |
360 |
726 |
400 |
120 |
60 |
60 |
196,5 |
393 |
786 |
Основні схеми обробки кам'яних виробів циліндровими алмазними фрізами і їх наборами показані на мал. 8.12.
Для калібрування плит по товщині перед операціями шліфовки і поліровки застосовують торцеві алмазні фрези (мал. 8.13), що є тарільчатим корпусом, до якого кріпляться алмазовмістні елементи. Торцева фріза забезпечує найточнішу обробку плити по товщині.
О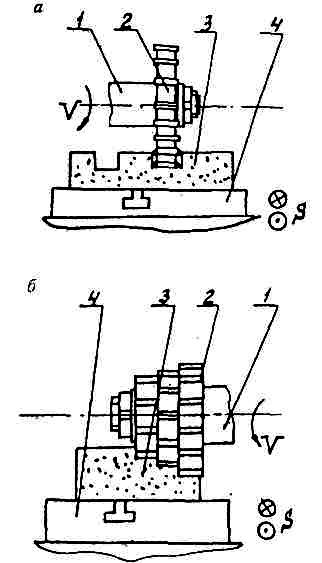 станнім
часом помітно збільшується вживання
каменя в інтер'єрах житлових і суспільних
будівель, як елементи меблів, сантехнічних
виробів і ін. У зв'язку з цим різко зріс
попит на вироби з каменя з криволінійною
поверхнею фасону. Для обробки поверхонь
(плінтусів, підвіконь, ступенів,
столішниць, виробів виробів і ін.) фасонів
застосовується широкий спектр фрез
фасонів, що випускаються в комплекті.
При цьому звичайно комплект складається
з 4—6 фрез однакового профілю, що
забезпечують формоутворення поверхні,
грубу і тонку шліфовку і поліровку.
станнім
часом помітно збільшується вживання
каменя в інтер'єрах житлових і суспільних
будівель, як елементи меблів, сантехнічних
виробів і ін. У зв'язку з цим різко зріс
попит на вироби з каменя з криволінійною
поверхнею фасону. Для обробки поверхонь
(плінтусів, підвіконь, ступенів,
столішниць, виробів виробів і ін.) фасонів
застосовується широкий спектр фрез
фасонів, що випускаються в комплекті.
При цьому звичайно комплект складається
з 4—6 фрез однакового профілю, що
забезпечують формоутворення поверхні,
грубу і тонку шліфовку і поліровку.
Мал. 8.12. Схеми обробки каменя циліндровими алмазними фрізами: а — обробка пазів; б — обробка східчастих поверхонь набором фрез різних діаметрів; 1 — шпіндель; 2 — набір циліндрових алмазних фрез; 3 — оброблювана заготівка; 4 — стіл верстата; V — вращательное рух різання; S — робоча подача столу
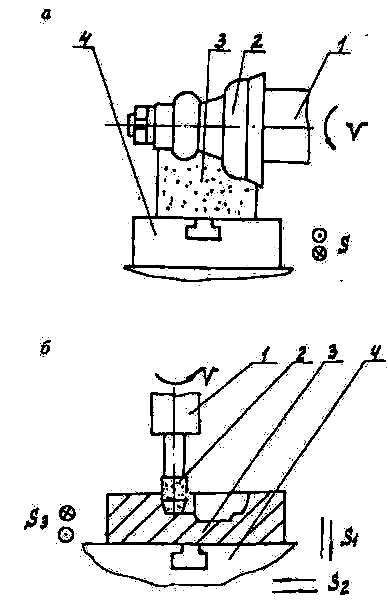
Фрези фасонів або їх комплекти, збирані на шпінделі верстата, мають профіль, відповідний профілю, який необхідно одержати на камені. При здійсненні обертального руху і відповідної подачі на заготівці виходить профільована поверхня (мал. 8.14, а).
Алмазні фрези фасонів випускаються на металевих і інших зв'язках, а абразивні фрези фасонів — на керамічних і бакелітових зв'язках. Абразивні інструменти фасонів набули порівняно невелике поширення через малу їх стійкість.
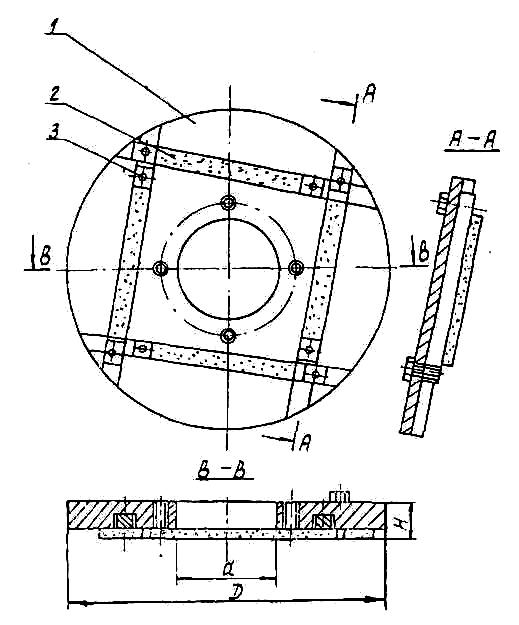
Мал. 8.13. Торцева алмазна фріза АПС-2 (планшайба):
1 — корпус фрези; 2 — алмазовмісний елемент; 3 — кріпильні елементи
Технічні характеристики алмазовмістного шару фрез фасонів співпадають з характеристиками алмазних відрізних кругів.
Вживання трьохкоординатних верстатів, у яких стіл разом із заготівкою каменя або інструментальна головка щодо нерухомої заготівки може скоювати рухи по трьох координатних осях, дозволяє одержувати важкопрофільний малюнок на поверхні заготівки каменя. Рух столу може здійснюватися за заданою програмою або копією — копіру. Обробка в цьому випадку проводиться спеціальною пальцевою фрезою (див. мал. 8.14, б).
Верстати для проведення операцій окантовки і фрізірування виробів з каменя відрізняються великою різноманітністю.
 Фрезерно-окантовочноє
устаткування — це клас верстатів,
оснащених відрізними кругами діаметром
200—1200 мм і призначених для окантовки
стандартних пиляних плит і
Фрезерно-окантовочноє
устаткування — це клас верстатів,
оснащених відрізними кругами діаметром
200—1200 мм і призначених для окантовки
стандартних пиляних плит і
фрізірування прямолінійних елементів облицювальних і інших виробів. Цей вид устаткування умовно можна розділити за призначенням на два типи: 1 — спеціалізоване устаткування, вбудовуване в потокові лінії по виробництву стандартних виробів (модульних плит); 2 — універсальне устаткування, що використовується як для окантовки різних плит, так і для виробництва виробів різних розмірів і складної конфігурації.
Мал. 8.14. Схеми важкопрофільний обробки каменя: а — обробка профільного виробу за допомогою алмазної фрези фасону або набору фрез, б — обробка на об'ємному трьохкоординатному фре-зерно-копіювальному верстаті пальцевою фрезою; 1 — шпіндель; 2 — фріза або набір фрез; 3 — оброблювана заготівка; 4 — стіл верстата; V — обертальний рух різання; S — робоча подача; Su S2, S3 — робочі подачі по трьох координатах
Перший тип — спеціалізоване устаткування є конвейєрним або рольганговий верстат з автоматичною подачею плит і гідравлічним або ручним (подовжнім, поперечним) механізмом для подачі (рух різання) головки шпінделя з алмазним кругом.
Верстат відрізний портальний СМР-038 (мал. 8.15) призначений для окантовки і подовжнього розрізання плит-заготівок з граніту і мармуру на смуги заданої ширини і може працювати як у складі потокової лінії, так і самостійно для окантовки облицювальних плит. До складу верстата входять пластинчастий транспортер, портал, ріжучі головки, механізм ломки обрізків, блок автоматики і магістраль охолоджування, привід транспортера і електроустаткування.
Технічна характеристика верстата СМР-038 (Вірменія, «Армкаменорезмаш»)
Продуктивність (розрахункова), м2/ч:
для гранита..........................................................................8
для мрамора........................................................................30
Розміри плит-заготівок, мм: з граніту:
длина.................................................................................. 1500—2800
ширина................................................................................800—1600
толщина..............................................................................30—40
з мармуру:
длина.................................................................................. 1500—2800
ширина................................................................................800—1400
толщина..............................................................................20—40
Ширина одержуваних смуг, мм.......................................300—1200
Ріжучий інструмент................................... алмазні відрізні круги
діаметром 320мм
Число відрізних кругів......................................................5
Швидкість різання, м/с:
для грані га.........................................................................30
для мрамора........................................................................38,9
Швидкість переміщення транспортера, м/мін....................0,1—1
Витрата охолоджуючої води, м'/ч......................................2,5
Потужність двигуна приводу відрізного круга, кВт….....7,5
Загальна встановлена потужність, кВт...............................42,86
Габаритні розміри, мм:
длина...................................................................................6250
ширина................................................................................6030
висота..................................................................................2420
Маса кг................................................................................9900
Мал. 8.15. Схема відрізного портального верстата СМР-038:
1 — пластинчастий конвейєр; 2 — обкантовувана плита; 3 — блок з п'яти окантовочних головок шпінделів з автономними приводами; 4—механізм ломки обрізків; 5 — відрізні круги (5 шт.); S — робоча подача конвейєра; V— рух різання
Плити поступають на верстат і ріжуться на смуги необхідної ширини в процесі переміщення пластинчастого транспортера з укладеною на ньому плитою щодо нерухомо встановлених на порталі ріжучих головок з відрізними кругами, що обертаються. Ріжучі головки, що не беруть участь в розрізанні плити, виводяться із зони різання шляхом підйому їх за допомогою приводу.
Верстат поперечно-окантовочний СМР-080 (мал. 8.16) призначений для окантовки плит-заготівок з граніту, мармуру, туфу і подібних їм порід.
До складу верстата входять станина, рольганг, направляючі, супорт, гідроциліндр, електро- і гідрообладнання.
Верстат є просторовою конструкцією, змонтованою на стаціонарному фундаменті.
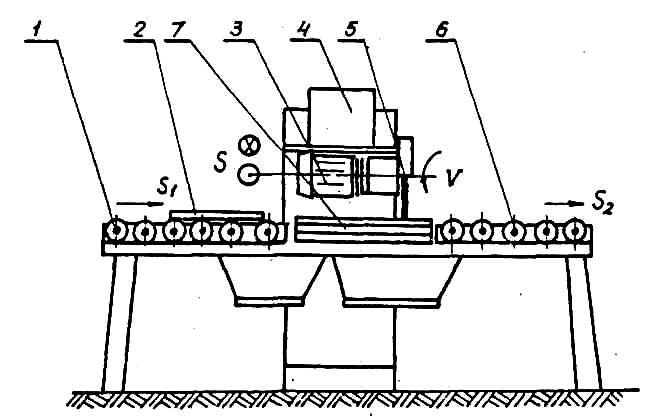
Мал. 8.16. Схема поперечно-окантовочного верстата СМР-080: 1 — роликовий конвейєр подачі заготівки: 2 — заготівка; 3 — супорт робочої подачі; 4 — станина з направляючими; 5 — відрізний круг; 6 — роликовий конвейєр відведення плит: 7—стіл для окантовки; V—движение різання; S — рух робочої подачі S1 —движение підведення заготівки; S2 — рух відведення заготівки.
Технічна характеристика верстата СМР-080 (Вірменія, «Армкаменорезмаш»)
Максимальні розміри оброблюваного виробу, мм:
длина......................................................................................2500
ширина...................................................................................400
висота.....................................................................................40
Продуктивність, м2/ч: розрахункова:
по граніту міцністю до 200 МПа......................................... 12
по мармуру міцністю до 50 МПа.........................................60
експлуатаційна:
по граніту міцністю до 200 МПа..........................................3
по мармуру міцністю до 50 МПа........................................ 12
Швидкість різання, м/с:
по граниту..............................................................................25
по мрамору............................................................................40
Швидкість переміщення головки, м/мін...............................0,1—8
Ріжучий инструмент..............................................................диск діаметром
315 мм, армований
алмазними ріжучими
елементами
Число дисков....................................................................... 1
Витрата охолоджуючої води, л/мін................................... 10
Встановлена потужність, кВт..............................................8,7
Габаритні розміри, мм:
длина....................................................................................3500
ширина.................................................................................3200
висота................................................................................. 1900
Маса кг............................................................................... 1250
Другий тип — універсальне фрезерно-окантовочне устаткування відрізняється великою різноманітністю. Найбільш поширені мостові конструкції верстатів, верстати з ручним або механізованим візком (конвейєром або рольгангом) і верстати з нерухомим столом і рухомою ріжучою головкою.
Мостові верстати — традиційний вид устаткування (мал. 8.17), гідністю яких є можливість обробки крупних виробів (слябів) розміром до 4 м (по довжині моста). Сучасні мостові верстати, оснащені поворотним столом, поворотним відрізним крутому, дозволяють обробляти вироби складної форми з прямими різами, а устаткування подібних верстатів системами ЧПУ дозволяє обробляти вироби з криволінійними поверхнями за заданою програмою.
Характеристика деяких мостових (портальних) фрізірних верстатів приведена в табл. 8.22.
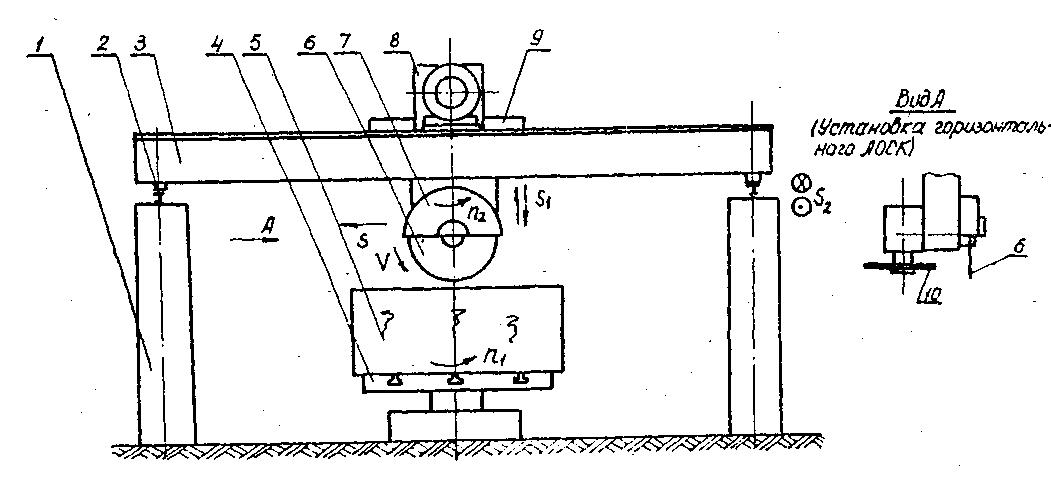
Мал. 8.17. Схема фрезерно-окантовочного мостового верстата:
1 — бетонні опори; 2 — рейки; 3 — міст; 4 — поворотний стіл; 5 — оброблюваний блок; 6 — відрізний круг; 7 — поворотний круг вертикальної осі супорта; 8— привід каретки; 9—каретка горизонтального АОСЬК; 10— горизонтальний АОСЬК; V— рух різання, S — рух робочої подачі; S1 — настановний рух супорта з АОСЬК; п1 —установочное поворотний рух столу; п2 — настановний поворотний рух супорта; S2 — настановний рух моста
Таблиця 8.22
Країна, фірма |
Модель |
Максимальний розмір виробів, м |
Діаметр м м/число кругів |
Потужність кВт |
||
довжина |
ширина |
висота |
||||
Вірменія |
СМР- |
2,8 |
1,8 |
0,27 |
800/1 |
30,5 |
«Армкамено- |
015А |
|
|
|
|
|
резмаш» |
|
|
|
|
|
|
Росія |
|
|
|
|
|
|
з-д |
СМР- |
2,8 |
1,5 |
0,4/1 |
1250/2 |
76,5 |
«Строммашина» |
014А; |
|
|
|
|
|
р. Кострома; |
|
|
|
|
|
|
Г.К. «Гранує» |
РС-ЗЗА |
2,2/3 |
2,2/3 |
0,7/1,2 |
400—500/1 |
5,5/7,5 |
р. Москва |
|
|
|
|
|
|
Італія |
|
|
|
|
|
|
«Barsant» |
TI/T2 |
3,5 |
3,5 |
0,43 |
1100/2 |
25,7/48,5 |
|
Junior |
3,5 |
3,5 |
0,35 |
625/1 |
26,5 |
GMM |
Axia38 |
3,8 |
3,6 |
0,5 |
100/1 |
25 |
«Pedrini» |
М911 |
3,5 |
3,5 |
0,4/0,625 |
400. 625/1 |
24,2 |
|
М557 |
3,2 |
3^5 |
0,43 |
400, 825, 1000/1 |
25,7/48,7/78,7 |
|
М900 |
3,5 |
3,5 |
0,45 |
400, 825/1 |
28,2 |
Німеччина |
|
|
|
|
|
|
Shmidt & |
GPS400 |
3,2 |
1,9 |
0,5 |
400/1 |
4,4 |
Exner |
GSS600 |
3,2 |
1,9 |
0,5 |
600/1 |
9,2 |
Верстати з візком (рольгангом, конвейєром) застосовні для виробництва виробів великих лінійних розмірів (до 5 м) і щодо малої ширини (до 1 м). Можливість підйому, повороту і переміщення ріжучої головки роблять їх достатньо універсальними.
Найпростішим типом фрезерно-окантовочного устаткування є переносні малогабаритні верстати з одним (ручним або механізованим) рухом подачі. У таких верстатів може переміщатися або оброблюваний виріб, встановлений на візку, або інструментальна ріжуча головка при нерухомому виробі.
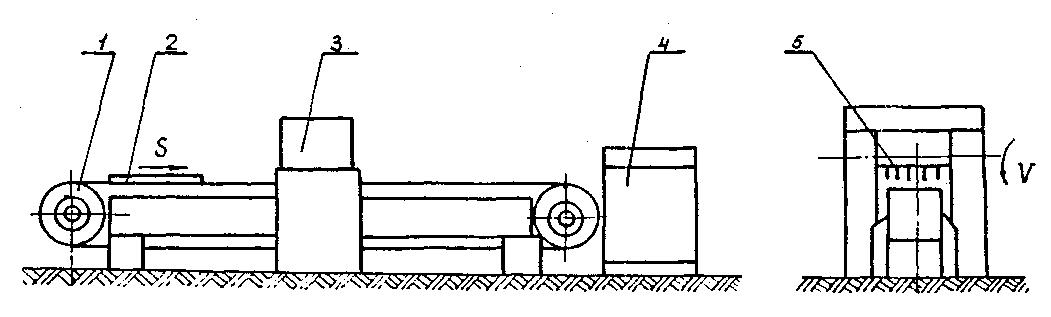
Плоска оброблювана плита (мал. 8.18) укладається на візок 4 верстати і уручну переміщається у напрямі подачі S. При цьому алмазний відрізний круг 3 робить прямокутний пропив, обкантовувавши плиту з одного боку. При необхідності розрізання плити під кутом (нарізка фасок і ін.)
вузол шпінделя верстата з двигуном 1 може повертатися під кутом до горизонту. Такі верстати в основному використовуються при роботах в умовах будівельного майданчика.
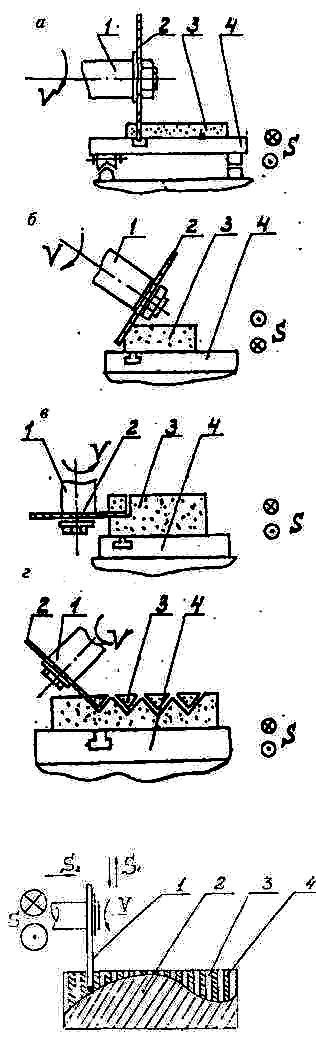
Швидке переналагодження універсальних фрезерно-окантовочних верстатів дозволяє проводити ними самі різні операції. На мал. 8.19 представлені ескізи операцій, вироблюваних за допомогою алмазних відрізних кругів. Можливість повороту осі шпінделя в різних площинах, а також наявність у деяких універсальних фрізірних верстатів вертикального шпінделя для горизонтального відрізного круга дозволяють здійснювати (мал. 8.19) вертикальні (а), похилі (б, г) і горизонтальні (в) пропили в заготівках порід.
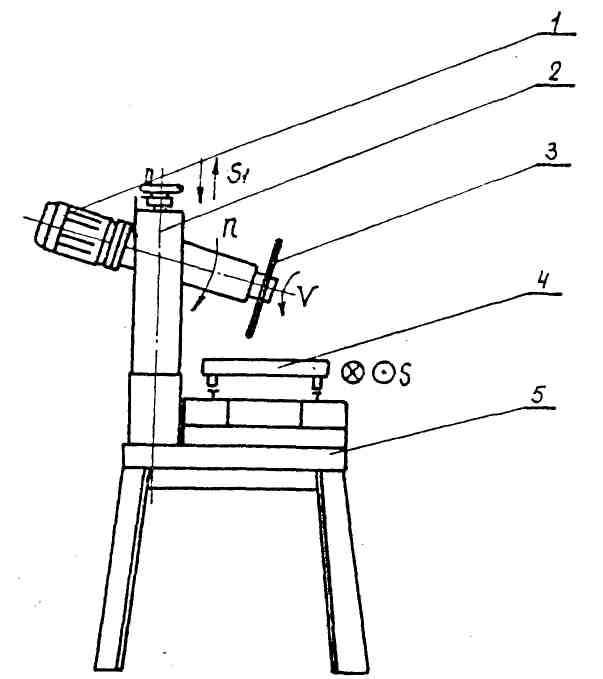
Мал. 8.18. Переносний фрезерно-окантовочний верстат:
1 — приводний двигун: 2 — станина з направляючими: 3 — відрізний круг: 4 — візок; 5 — підстава: 5 — рух подачі: S — вертикальний настановний рух бабці шпінделя; п — поворотний настановний рух бабці шпінделя: V — рух різання
Мал. 8.19. Схеми обробки каменя алмазним відрізним кругом: а — окантовка плити; б — отримання фаски; в — виготовлення уступу; г — створення рифленої поверхні; 1 — шпіндель; 2 — алмазний відрізний круг; 3 — оброблюваний виріб; 4 — візок; V — обертальний рух різання; S—рабочая подача
Мал. 8.20. Схема профілізації алмазним відрізним кругом по методу «гребінки»:
1 — алмазний відрізний круг; 2 — складно-профільна заготівка, одержувана в результаті обробки каменя; 3 — ряд пропилов, утворюваних відрізним кругом при його вертикальному (S1) і горизонтальному (S2) настановних переміщеннях за шаблоном або за допомогою програми комп'ютера, 4 — зуби гребінки, одержувані при обробці каменя; V — обертальний рух різання; S — настановний рух робочого інструменту.
При цьому подовжня подача дає можливість одержати пропили практично необмеженої довжини уздовж всієї поверхні заготівки.
Відрізний круг як самий високопродуктивний інструмент для обробки каменя дозволяє провести формоутворення важкопрофільної заготівки (мал. 8.20). При цьому за допомогою початкового шаблона або з використанням програми комп'ютера відрізний круг кожного разу встановлюється згідно необхідному профілю і утворює криволінійну гребінку, зуби якої надалі легко відламуються, а одержана поверхня доводиться до остаточної форми і фактурної обробки різними інструментами.