

БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Факультет ____Машиностроительный____
Кафедра “Технология машиностроения”
Группа №103149
КУРСОВАЯ РАБОТА
По дисциплине «Технологическая оснастка»
На тему “Проектирование приспособления из деталей УСП для фрезерования плоскостей пластины”
Исполнитель: студент МСФ, 4-го курса, группы 103149
Макаревич И.В.
Руководитель проекта: к.т.н. Кривко Г.П.
Минск, 2013
БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра “Технология машиностроения”
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе
По дисциплине «Технологическая оснастка»
На тему “Проектирование приспособления из деталей УСП для фрезерования плоскостей пластины”
Исполнитель:___________ Макаревич И.В.
студент МСФ, 4-го курса, группы 103149
Руководитель проекта:_________ к.т.н. Кривко Г.П.
Минск 2013
Содержание
Содержание |
3 |
Введение |
4 |
1. Описание принципа работы приспособления. |
5 |
2. Расчет режимов резания и технических норм времени. |
7 |
3. Силовой расчет станочного приспособления. |
|
4. Точностной расчет станочного приспособления. |
|
5. Экономический расчет станочного приспособления. |
|
Заключение. |
|
Литература |
|
Введение
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций механической обработки, сборки и контроля.
Использование приспособлений позволяет: устранить разметку заготовки перед обработкой, повысить точность обработки, снизить стоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технические возможности технологического оборудования, организовать станочное обслуживание, применять технически обоснованные нормы времени, а также снизить трудоемкость.
В современных технологических процессах поточно-массового производства затраты на изготовление и эксплуатацию технологической оснастки составляют до 20% себестоимости продукции.
В серийном производстве необходимо использовать специализированные, быстропереналаживаемые и обратимые системы приспособлений. В мелкосерийном и единичном производстве все более широко применяют систему универсально-сборочных приспособлений.
Ряд принципиально новых требований, предъявляемых к приспособлениям, определены расширением парка станков с числовым программным управлением, переналадка которых на обработку новых заготовок, сводится к замене программы и смене или переналадке приспособлений для базирования и закрепления заготовки.
Постоянное совершенствование методов обработки требует создания наиболее рациональных конструкций и экономического обоснования применения различных видов приспособлений, снижения их металлоемкости при обеспечении необходимой жесткости.
Описание принципа работы приспособления
Спроектировать и рассчитать приспособление из деталей УСП для фрезерования плоскости пластины. Все поверхности пластины обработаны до размеров, указанных на рисунке 1.1. Припуск под обработку составляет 3 мм. Объем выпуска 2000 штук в год
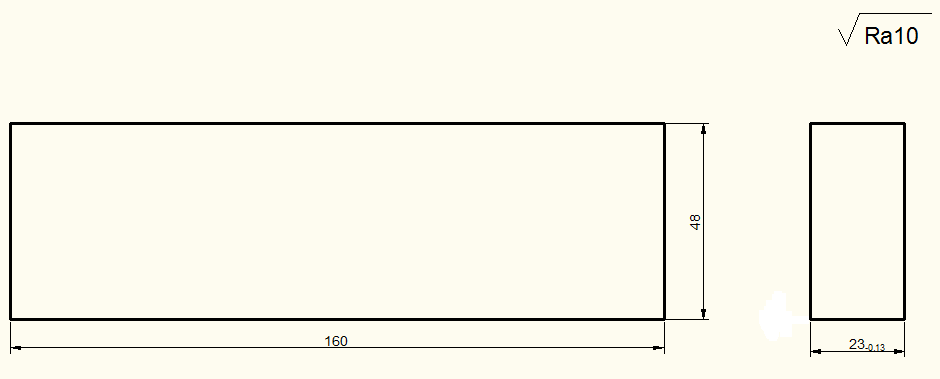
Рисунок 1.1 Деталь – пластина
Решение
Исходя из конструкции детали, учитывая годовой объем выпуска, определим схему и принцип работы.
На рисунке 1.2 показана принципиальная схема приспособления.

Рисунок 1.2 Принципиальная схема приспособления
На основании 1 установлен угольник 2, к которому крепится базирующая плита 3, на которой закрепляется деталь в данном прихватом 4. Исходя из габаритов детали, определим ее серию и выберем детали УСП для проектируемого приспособления. По таблице 16 [10, c.315] определим размеры основания УСП(плита прямоугольная).
Учитывая размеры детали, принимаем прямоугольную плиту «тип 1»: 180х180х30
На основную плиту устанавливаем два крепежных угольника серии 2 «тип 1»: L = 120 мм, В = 60 мм, h = 120 мм.[10, c.316, табл.18]
К угольнику крепим прямоульную плиту, на которой будет непосредственно базироваться деталь. Размеры плиты принимаем по таблице 16 [1, c.315] серия 2 «тип 1»: »: L = 180 мм, Н = 30 мм.
Для зажима детали принимаем два прихвата. Форму и рзмеры прихватов принимаем по таблице 38[1, c.328] «тип 1» серия 2:
L = 50 мм, В = 35 мм, Н = 8 мм, l1 = 15 мм, l = 20 мм, d = M8, B = 8,9 мм.