

Используя величину удельной поверхности контакта фаз вначале можно определить рабочий объем аппарата:

а затем его высоту:
 (1.59)
(1.59)
Проблема состоит в определении .
При плёночном течении жидкости по стенкам цилиндрического аппарата и контакте её с газовым потоком имеем:
 (1.60)
(1.60)
Для
насадочного аппарата величину
можно выразить через удельную поверхность
насадки
![]() и долю активной поверхности
и долю активной поверхности
![]() :
:
![]() (1.61)
(1.61)
Величина
![]() может быть и больше единицы за счёт
образования волн на поверхности плёнки
и брызг жидкости при высоких скоростях
газового потока.
может быть и больше единицы за счёт
образования волн на поверхности плёнки
и брызг жидкости при высоких скоростях
газового потока.
Таким образом, проектный расчёт аппарата с непрерывным контактом фаз в первом приближении завершён, D и Н найдены. Остаётся вопрос, оптимальны ли размеры аппарата?
Критерием
оптимальности могут служить затраты
на проведение процесса. При заданных
характеристиках первой фазы (![]() ,
,
,
,![]() ),
затраты на проведение абсорбции и
экстракции можно представить в виде
трёх слагаемых V,
Δp,
.
),
затраты на проведение абсорбции и
экстракции можно представить в виде
трёх слагаемых V,
Δp,
.
В качестве первого параметра оптимизации берём расход второй фазы : рост приводит к росту и Ку и к уменьшению V. Однако растёт Δр на прокачку фазы .
В
качестве второго параметра оптимизации
возьмём фиктивную скорость
![]() .
При увеличении
уменьшается D,
возрастает
.
При увеличении
уменьшается D,
возрастает
![]() и
,
что приводит
к уменьшению V,
но растёт Δр аппарата.
и
,
что приводит
к уменьшению V,
но растёт Δр аппарата.
Варьирование значениями параметров оптимизации позволяет спроектировать аппарат, обеспечивающий минимальные затраты на проведение процесса.
1.7.2 Технологический расчет аппарата со ступенчатым контактом фаз.
Особенность процесса – существенная дискретная неоднородность удельной поверхности контакта фаз по высоте аппарата. Кроме того, в большинстве случаев для них не приемлемо допущение о параллельном движении фаз в режиме идеального вытеснения, которое использовалось при выводе основного уравнения массопередачи.
Рассмотрим схему проектного технологического расчёта массообменного аппарата со ступенчатым контактом фаз на примере тарельчатой колонны с противоточным движением газовой и жидкой фаз (рис.1.10).
Расход
жидкой фазы
,
его конечная концентрация, диаметр
аппарата
и
скорости движения фаз
и
![]() определяется также, как и для аппарата
с непрерывным контактом фаз.
определяется также, как и для аппарата
с непрерывным контактом фаз.
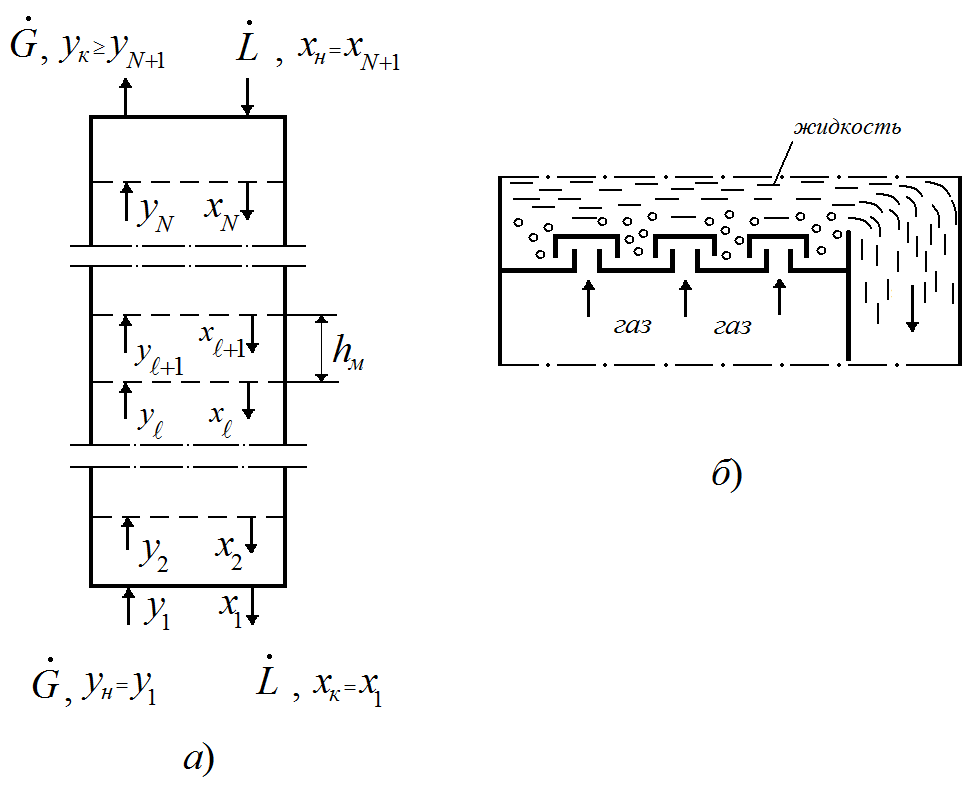
Рис. 1.10. Изменение концентраций фаз по высоте тарельчатой колонны (а) и схема тарельки (б)
Высоту
колонны можно связать с числом тарелок
N
и межтарельчатым расстоянием
![]() :
:
![]() (1.62)
(1.62)
Величина
![]() ,
являясь одним из параметров оптимизации,
в первом приближении может определяться
из условия максимально допустимого
уноса капель газовым потоком. Для
различных типов тарелок имеются
соотношения связывающие величину уноса
е с
и скоростью газовой фазы
.Обычно
допускают 0,1
кг жидкости
на 1 кг газа.
,
являясь одним из параметров оптимизации,
в первом приближении может определяться
из условия максимально допустимого
уноса капель газовым потоком. Для
различных типов тарелок имеются
соотношения связывающие величину уноса
е с
и скоростью газовой фазы
.Обычно
допускают 0,1
кг жидкости
на 1 кг газа.
Основная
задача – определение N,
обеспечивающих необходимый перенос
распределяемого компонента из одной
фазы в другую. Для этого вводится понятие
эффективности тарелки по Мэрфри (кпд
тарелки)
![]() ,
характеризующее степень достижения
равновесия между уходящими с тарелки
фазами:
,
характеризующее степень достижения
равновесия между уходящими с тарелки
фазами:
 (1.63)
(1.63)
где
![]() -
концентрация распределяемого компонента
в газовой фазе, равновесная с уходящим
с l-ой
тарелки потоком жидкости. Аналогичным
образом можно найти
-
концентрация распределяемого компонента
в газовой фазе, равновесная с уходящим
с l-ой
тарелки потоком жидкости. Аналогичным
образом можно найти
![]() ,
используя концентрации жидкой фазы.
,
используя концентрации жидкой фазы.
Если
![]() ,
то такую тарелку называют теоретической.
Т.е. имеем такой объём аппарата,
концентрация распределяемого вещества
на выходе из которого
,
то такую тарелку называют теоретической.
Т.е. имеем такой объём аппарата,
концентрация распределяемого вещества
на выходе из которого
![]() равна равновесной концентрации на входе
в него:
равна равновесной концентрации на входе
в него:
![]() .
В этом объёме аппарата происходит
процесс полного (теоретического) обмена
распределяемого вещества между обеими
фазами.
.
В этом объёме аппарата происходит
процесс полного (теоретического) обмена
распределяемого вещества между обеими
фазами.
Следует
отметить, что при этом составы фаз
рассматриваются в различных сечениях
аппарата (![]() -
над l-ой
тарелкой,
-
над l-ой
тарелкой,
![]() -
под ней). Таким образом, в любом поперечном
сечении аппарата равновесие не достигается
-
под ней). Таким образом, в любом поперечном
сечении аппарата равновесие не достигается
![]() ,
иначе отсутствовала бы движущая сила
массопередачи.
,
иначе отсутствовала бы движущая сила
массопередачи.
Рассмотрим различные способы определения число тарелок N.
Потарелочный расчёт колонны.
Это аналитический метод определения N основан на решение уравнений материального баланса, равновесия и использования эффективности по Мэрфи для каждой тарелки.
Для
нижней тарелки под номером 1составы фаз
известны
![]() .
.
Рассмотрим вторую тарелку. Запишем необходимые уравнения:
уравнение
равновесия
![]() ,
(1.64)
,
(1.64)
уравнение
Мэрфри
![]() ,
(1.65)
,
(1.65)
уравнение
рабочей линии
 ,
(1.66)
,
(1.66)
Итак нашли составы фаз для тарелки 2. Далее, также для 3 тарелки и т.д.
Для
тарелки
![]() имеем:
имеем:
![]() (1.67)
(1.67)
![]() (1.68)
(1.68)
 (1.69)
(1.69)
Расчёт
заканчивается при значении l,
для которого
начинает выполняться условие
![]() ,
при этом число тарелок N=l.
Поскольку число тарелок в аппарате
может достигать сотни и более, данный
алгоритм необходимо реализовать на
компьютере.
,
при этом число тарелок N=l.
Поскольку число тарелок в аппарате
может достигать сотни и более, данный
алгоритм необходимо реализовать на
компьютере.
Для ориентировочных расчётов, выполняемых вручную, используют упрощенные графические способы нахождения числа тарелок.
Определение числа тарелок с помощью кинетической кривой.
Эффективность по Мэрфри рассчитывается не для каждой тарелки, а лишь для нескольких сечений колонны, аналитическое решение уравнений (1.64-1.69) заменяется графическим.
Алгоритм действий следующий:
— строятся рабочая и равновесная линии;
— для
нескольких сечений аппарата (нескольких
рабочих концентраций![]() ;
;
![]() ;
;
![]() )
рассчитываются эффективности по Мерфри
)
рассчитываются эффективности по Мерфри
![]()
—находят
величины.![]()
![]() (1.70)
(1.70)
— на
диаграмме х – у наносятся точки
![]() и т.д. Соединяя их получим кинетическую
кривую.
и т.д. Соединяя их получим кинетическую
кривую.
— из
точки
![]() спускаемся по лестнице до тех пор, пока
для точки
спускаемся по лестнице до тех пор, пока
для точки
![]() не выполнится
условие
не выполнится
условие
![]() .
На этом построение заканчивается,
необходимое число тарелок в колонне
.
На этом построение заканчивается,
необходимое число тарелок в колонне
![]() .
.
Таким образом, аналитическое решение заменяется графическим определением число ступеней лестницы.
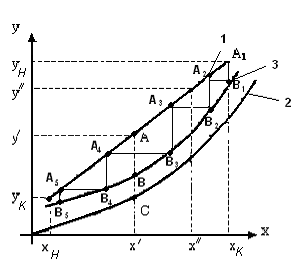
Рис.1.11. Определение числа тарелок с помощью кинетической кривой:
1 – рабочая линия, 2 – равновесная линия, 3 – кинетическая кривая.
Определение числа тарелок с помощью кпд колонны
Кпд колонны:
 (1.71)
(1.71)
где
![]() -
теоретическое число тарелок, N
– действительное число тарелок. Величина
-
теоретическое число тарелок, N
– действительное число тарелок. Величина
![]() находится
из опыта. Найти
опытным путём достаточно сложно.
Необходимы данные по идентичной колонне.
находится
из опыта. Найти
опытным путём достаточно сложно.
Необходимы данные по идентичной колонне.
Алгоритм действий следующий:
аналитическим или графическим способом определяется
 .
.по известным эмпирическим формулам рассчитывается к.п.д. колонны .
по формуле (1.71) находят необходимое
 .
.