

36. Общие сведения о металлорежущих станках. Металлорежущие станки. Понятие о технологическом процессе механической обработки металлов.
М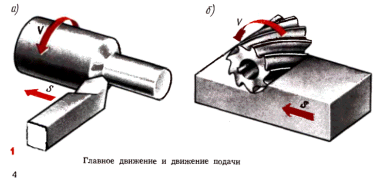 еталлоре́жущий
стано́к — станок, предназначенный для
размерной обработки металлических
заготовок путем снятия материала
механическим способом. Станки
классифицируются по множеству признаков.По
классу точности металлорежущие станки
классифицируются на пять классов: (Н)
Нормальной точности(П) Повышенной
точности (В) Высокой точности(А) Особо
высокой точности(С) Особо точные станки
(мастер-станки)Классификация металлорежущих
станков по массе: лёгкие (< 1 т)средние
(1-10 т)тяжёлые (>10 т)уникальные (>100 т)
Классификация металлорежущих станков
по степени автоматизации:
ручныеполуавтоматыавтоматыстанки с
ЧПУгибкие производственные
системыКлассификация металлорежущих
станков по степени специализации:
универсальные. Для изготовления широкой
номенклатуры деталей малыми партиями.
Используются в единичном и серийном
производстве. Также используют при
ремонтных работах. специализированные.
Для изготовления больших партий деталей
одного типа. Используются в среднем и
крупносерийном производствеспециальные.
Для изготовления одной детали или детали
одного типоразмера. Используются в
крупносерийном и массовом производствеПроцесс
резания металлов заключается в срезании
с заготовки лишнего слоя в виде стружки
с целью получения детали требуемой
формы, размеров и классов чистоты
обработанных поверхностей. Основными
видами механической обработки являются:
точение, строгание, сверление, фрезерование,
шлифование и др. Все эти виды обработки
осуществляют на металлорежущих станках
с помощью различных режущих инструментов
- резцов, сверл, фрез и др. Основой всех
разновидностей процесса резания является
точение, а основой всех видов режущего
инструмента токарный резец.Для
осуществления процесса резания необходимо
иметь два движения - главное (рабочее)
и движение подачи. Главное движение при
точении - это вращательное движение
обрабатываемой заготовки (рис. 1, а). При
фрезеровании главным движением является
вращение фрезы (рис. 1, б). Скорость
главного движения определяет скорость
резания. Поступательное перемещение
резца в продольном или поперечном
направлении является движением подачи
при точении. При фрезеровании движением
подачи является поступательное
перемещение обрабатываемой заготовки
в продольном, поперечном или вертикальном
направлениях. Скорость главного движения
всегда больше скорости движения подачи.
В процессе резания образуется стружка.
еталлоре́жущий
стано́к — станок, предназначенный для
размерной обработки металлических
заготовок путем снятия материала
механическим способом. Станки
классифицируются по множеству признаков.По
классу точности металлорежущие станки
классифицируются на пять классов: (Н)
Нормальной точности(П) Повышенной
точности (В) Высокой точности(А) Особо
высокой точности(С) Особо точные станки
(мастер-станки)Классификация металлорежущих
станков по массе: лёгкие (< 1 т)средние
(1-10 т)тяжёлые (>10 т)уникальные (>100 т)
Классификация металлорежущих станков
по степени автоматизации:
ручныеполуавтоматыавтоматыстанки с
ЧПУгибкие производственные
системыКлассификация металлорежущих
станков по степени специализации:
универсальные. Для изготовления широкой
номенклатуры деталей малыми партиями.
Используются в единичном и серийном
производстве. Также используют при
ремонтных работах. специализированные.
Для изготовления больших партий деталей
одного типа. Используются в среднем и
крупносерийном производствеспециальные.
Для изготовления одной детали или детали
одного типоразмера. Используются в
крупносерийном и массовом производствеПроцесс
резания металлов заключается в срезании
с заготовки лишнего слоя в виде стружки
с целью получения детали требуемой
формы, размеров и классов чистоты
обработанных поверхностей. Основными
видами механической обработки являются:
точение, строгание, сверление, фрезерование,
шлифование и др. Все эти виды обработки
осуществляют на металлорежущих станках
с помощью различных режущих инструментов
- резцов, сверл, фрез и др. Основой всех
разновидностей процесса резания является
точение, а основой всех видов режущего
инструмента токарный резец.Для
осуществления процесса резания необходимо
иметь два движения - главное (рабочее)
и движение подачи. Главное движение при
точении - это вращательное движение
обрабатываемой заготовки (рис. 1, а). При
фрезеровании главным движением является
вращение фрезы (рис. 1, б). Скорость
главного движения определяет скорость
резания. Поступательное перемещение
резца в продольном или поперечном
направлении является движением подачи
при точении. При фрезеровании движением
подачи является поступательное
перемещение обрабатываемой заготовки
в продольном, поперечном или вертикальном
направлениях. Скорость главного движения
всегда больше скорости движения подачи.
В процессе резания образуется стружка.
Н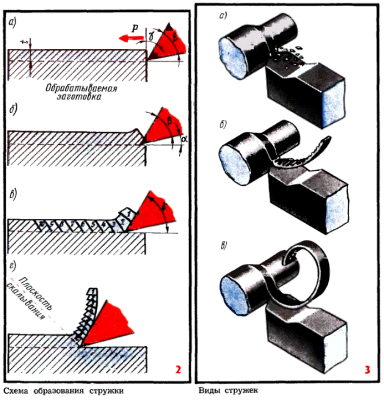 а
рис. 2 показана схема образования стружки
при резании материалов. Заготовка и
резец закреплены на станке. Резец,
установленный на некоторую глубину
резания, перемещается под действием
силы, передаваемой станком. При резании
пластичных материалов различают
следующие фазы образования элемента
стружки В начале резания происходит
соприкосновение резца с обрабатываемой
заготовкой (рис. 2, а). Затем резец своей
вершиной вдавливается в материал (рис.
2, б), который претерпевает деформацию
сдвига. Дальнейшее внедрение резца
преодолевает силы сцепления между
отделяемым слоем и основным материалом
и приводит к скалыванию (или сдвигу)
первого элемента стружки (рис. 2, в). Затем
резец, продолжая движение, отделяет от
основной массы материала последующие
элементы стружки (второй, третий и т.
д.). Цифрами 1, 2, 3, ..., 10 (рис. 2, в, г,) показаны
последовательно образуемые элементы
стружки. Срезанный в виде стружки слой
металла может иметь различный вид в
зависимости от условий обработки,
обрабатываемого материала и других
факторов.Различают следующие виды
стружек (рис. 3). Стружка надлома (рис. 3,
а) получается при обработке хрупких
материалов (чугуна, бронзы и др.). Частицы
стружки не связаны между собой. Даже
при обработке стали с большими подачами
и очень малыми скоростями резания
образуется стружка надлома. Стружка
скалывания (рис. 3, б) образуется при
обработке стали со средними скоростями
резания. Сторона стружки, которая
касалась передней поверхности инструмента,
гладкая, блестящая, а внешняя сторона
- с зазубринами.Сливная стружка (рис. 3,
в) получается при резании пластичных
материалов (медь, алюминий, сталь и др.)
с большими скоростями резания. Стружка
имеет вид ленты, завивающейся в плоскостную
или винтовую спираль , или отдельных
стружек (при фрезеровании) без зазубрин,
свойственных стружке скалывания.
Тока́рный стано́к — станок для обработки
резанием (точением) заготовок из металлов
и др. материалов в виде тел вращения. На
токарных станках выполняют обточку и
расточку цилиндрических, конических и
фасонных поверхностей, нарезание резьбы,
подрезку и обработку торцов, сверление,
зенкерование и развертывание отверстий
и т. д. Заготовка получает вращение от
шпинделя, резец — режущий инструмент
— перемещается вместе с салазками
суппорта от ходового вала или ходового
винта, получающих вращение от механизма
подачи. В состав токарной группы станков
входят станки выполняющие различные
операции точения: обдирку, снятие фасок,
растачивание и т. д. Фре́зерные станки́
— группа металлорежущих станков в
классификации по виду обработки.
Фрезерные станки предназначены для
обработки с помощью фрезы плоских и
фасонных поверхностей, тел вращения,
зубчатых колёс и т. п. металлических и
других заготовок. При этом фреза,
закрепленная в шпинделе фрезерного
станка, совершает вращательное (главное)
движение, а заготовка, закреплённая на
столе, совершает движение подачи
прямолинейное или криволинейное (иногда
осуществляется одновременно вращающимся
инструментом). Управление может быть
ручным, автоматизированным или
осуществляться с помощью системы ЧПУ
(CNC). Металлорежущий инструмент фрезерной
группы станков. Концевые фрезы. Во
фрезерных станках главным движением
является вращение фрезы, а движение
подачи — относительное перемещение
заготовки и фрезы.
а
рис. 2 показана схема образования стружки
при резании материалов. Заготовка и
резец закреплены на станке. Резец,
установленный на некоторую глубину
резания, перемещается под действием
силы, передаваемой станком. При резании
пластичных материалов различают
следующие фазы образования элемента
стружки В начале резания происходит
соприкосновение резца с обрабатываемой
заготовкой (рис. 2, а). Затем резец своей
вершиной вдавливается в материал (рис.
2, б), который претерпевает деформацию
сдвига. Дальнейшее внедрение резца
преодолевает силы сцепления между
отделяемым слоем и основным материалом
и приводит к скалыванию (или сдвигу)
первого элемента стружки (рис. 2, в). Затем
резец, продолжая движение, отделяет от
основной массы материала последующие
элементы стружки (второй, третий и т.
д.). Цифрами 1, 2, 3, ..., 10 (рис. 2, в, г,) показаны
последовательно образуемые элементы
стружки. Срезанный в виде стружки слой
металла может иметь различный вид в
зависимости от условий обработки,
обрабатываемого материала и других
факторов.Различают следующие виды
стружек (рис. 3). Стружка надлома (рис. 3,
а) получается при обработке хрупких
материалов (чугуна, бронзы и др.). Частицы
стружки не связаны между собой. Даже
при обработке стали с большими подачами
и очень малыми скоростями резания
образуется стружка надлома. Стружка
скалывания (рис. 3, б) образуется при
обработке стали со средними скоростями
резания. Сторона стружки, которая
касалась передней поверхности инструмента,
гладкая, блестящая, а внешняя сторона
- с зазубринами.Сливная стружка (рис. 3,
в) получается при резании пластичных
материалов (медь, алюминий, сталь и др.)
с большими скоростями резания. Стружка
имеет вид ленты, завивающейся в плоскостную
или винтовую спираль , или отдельных
стружек (при фрезеровании) без зазубрин,
свойственных стружке скалывания.
Тока́рный стано́к — станок для обработки
резанием (точением) заготовок из металлов
и др. материалов в виде тел вращения. На
токарных станках выполняют обточку и
расточку цилиндрических, конических и
фасонных поверхностей, нарезание резьбы,
подрезку и обработку торцов, сверление,
зенкерование и развертывание отверстий
и т. д. Заготовка получает вращение от
шпинделя, резец — режущий инструмент
— перемещается вместе с салазками
суппорта от ходового вала или ходового
винта, получающих вращение от механизма
подачи. В состав токарной группы станков
входят станки выполняющие различные
операции точения: обдирку, снятие фасок,
растачивание и т. д. Фре́зерные станки́
— группа металлорежущих станков в
классификации по виду обработки.
Фрезерные станки предназначены для
обработки с помощью фрезы плоских и
фасонных поверхностей, тел вращения,
зубчатых колёс и т. п. металлических и
других заготовок. При этом фреза,
закрепленная в шпинделе фрезерного
станка, совершает вращательное (главное)
движение, а заготовка, закреплённая на
столе, совершает движение подачи
прямолинейное или криволинейное (иногда
осуществляется одновременно вращающимся
инструментом). Управление может быть
ручным, автоматизированным или
осуществляться с помощью системы ЧПУ
(CNC). Металлорежущий инструмент фрезерной
группы станков. Концевые фрезы. Во
фрезерных станках главным движением
является вращение фрезы, а движение
подачи — относительное перемещение
заготовки и фрезы.