

31 Пожаробезопасность в учебных кабинетах. Ответственность за пожарную безопасность. Противопожарный режим в школе.
Пожарная безопасность — состояние защищённости личности, имущества, общества и государства от пожаров. Обеспечение пожарной безопасности является одной из важнейших функций государства.Ответственность за пожарную безопасность.Исполнение обязанностей ответственного за пожарную безопасность на основании приказа директора школы может быть возложено на инженерно-технического работника, завхоза или на одного из сотрудников школы из числа специально подготовленных.Ответственный за пожарную безопасность должен иметь специальную подготовку по пожарной безопасности.Ответственный за пожарную безопасность подчиняется непосредственно директору школы (главному инженеру). В своей деятельности ответственный за пожарную безопасность руководствуется Конституцией Российской Федерации, законом Российской Федерации «Об образовании», «Типовым положением об общеобразовательном учреждении», Федеральным Законом «О пожарной безопасности», Письмом Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий и Министерства образования Российской Федерации «О противопожарной защите образовательных учреждений», указами Президента Российской Федерации, решениями Правительства Российской Федерации, решениями Правительства Региона и органов управления образованием всех уровней по вопросам противопожарной защиты, а также Уставом и локальными правовыми актами школы (в том числе Правилами внутреннего трудового распорядка, приказами и распоряжениями директора, настоящей должностной инструкцией). Ответственный за пожарную безопасность соблюдает Конвенцию о правах ребенка. Пожаробезопасность в учебных кабинетах.Граждане обязаны: соблюдать требования пожарной безопасности; иметь в помещениях и строениях, находящихся в их собственности (пользовании), первичные средства тушения пожаров и противопожарный инвентарь в соответствии с правилами пожарной безопасности и перечнями, утвержденными соответствующими органами местного самоуправления; при обнаружении пожаров немедленно уведомлять о них пожарную охрану; до прибытия пожарной охраны принимать посильные меры по спасению людей, имущества и тушению пожаров; оказывать содействие пожарной охране при тушении пожаров; выполнять предписания, постановления и иные законные требования должностных лиц государственного пожарного надзора; Учебно-производственные мастерские должны быть полностью обеспечены средствами пожаротушения, пенными и углекислотными огнетушителями, сигналами и прочим оборудованием. Расположение и устройство средств пожаротушения должно отвечать указанным Типовым правилам. Воспрещается загромождать доступ и проходы к средствам пожаротушения и пожарному оборудованию, а также использовать их не по назначению. Обтирочный материал, как использованный, так и неиспользованный, должен складываться и храниться в специальных металлических ящиках, закрытых крышками. Использованный обтирочный материал, стружки, мусор должны убираться после каждого занятия. В столярной мастерской не должно быть более однодневного запаса материалов. Хранение легковоспламеняющихся и огнеопасных материалов (бензина, керосина, спирта, лака, масла и т. д.) должно производиться в специальных помещениях, местах и устройствах, согласованных с пожарной инспекцией. Запас этих материалов на рабочем месте не должен превышать потребности рабочего дня; при этом оставлять указанные материалы в мастерских после работы запрещается. Выдача и наполнение соответствующей посуды, приборов и т.п. легковоспламеняющимся и огнеопасным материалом должны производиться вне мастерской, в специально отведенном, приспособленном для этой цели месте, безопасном в пожарном отношении, с применением специальных приспособлений (насосов, сеток и др.). В столярной мастерской и на складе, где хранятся воспламеняющиеся материалы и готовые изделия, электрические светильники должны быть заключены в стеклянные колпаки. Электронагревательные приборы должны устанавливаться в специально отведенных помещениях.
Инструктирование учащихся по технике безопасности Все мастера, инструкторы и учителя трудового обучения должны знать правила, положения и инструкции по технике безопасности и промышленной санитарии применительно к области техники и труда, которым обучаются учащиеся как в учебных мастерских, так и на предприятиях. К трудовому обучению учащихся может быть допущен только тот административно-педагогический персонал, который прошел проверку знаний по технике безопасности квалификационной комиссией отдела народного образования. На учащихся, проходящих трудовые политехнические практикумы на предприятиях, распространяется тот же порядок прохождения инструктажа по технике безопасности, который установлен для рабочих предприятий. Всю ответственность за своевременный и полный инструктаж учащихся на рабочих местах несет администрация предприятий. Проведение инструктажа по технике безопасности должно быть соответственно оформлено в журнале инструктажа по технике безопасности. На производственных участках, в учебных мастерских должны быть вывешены соответствующие плакаты по технике безопасности, предупредительные надписи и инструкции по технике безопасности.
Противопожарный режим в школе. 1. Курение во всех помещениях школы и на прилегающей территории запретить. 2. Хранение легковоспламеняющихся и горючих жидкостей (красок, лаков, растворителей и др.) в помещениях школы запрещается, за исключением лаборантской кабинета химии, где разрешается хранение в небольших количествах легковоспламеняющихся и горючих жидкостей в переносном металлическом ящике. 3. Запрещается сжигание мусора, сухой травы и опавших листьев деревьев на территории школы. 4. Ежедневно после окончания занятий производить влажную уборку древесной пыли в столярной мастерской и выносить горючие отходы на контейнерную площадку в ящик для мусора. 5. В случае возникновения пожара немедленно обесточить электросеть здания школы рубильником, расположенным в щитовых. 6. При проведении временных огневых (электросварка, газосварка) и других пожароопасных работ удалить из здания школы людей, обеспечить место проведения этих работ огнетушителями, запасом воды, песка, другими первичными средствами пожаротушения. После окончания таких работ тщательно осмотреть место их проведения на отсутствие очагов возгорания. 7. После окончания рабочего дня перед закрытием помещений отключить все электроприборы и выключить свет. 8. При возникновении пожара немедленно сообщить о пожаре в пожарную часть по телефону - 01 , оповестить людей о пожаре и эвакуировать их из здания, используя все эвакуационные выходы, приступить к тушению пожара с помощью первичных средств пожаротушения. 9. Противопожарный инструктаж проводить: вводный - при приеме на работу, повторный со всеми работниками - не реже одного раза в 6 месяцев.
3![]()
 2
Конструирование и изготовление изделий
из метала. Понятие о конструировании.
Стали. Виды и свойства стали. Изделия
из металла и их графическое изображение.
Конструирование изделий При
конструировании тех или иных изделий
деталей машин или приборов прежде всего
изучают назначение детали, требования,
которым она должна удовлетворять,
характер и условия ее работы при
эксплуатации. На основании этих
данных и специальных инженерных расчетов,
в которых учитываются силы, действующие
на деталь, назначаются соответствующий
материал и основные размеры Детали.
Затем разрабатывают конструктивную
форму детали. существует ряд требований,
которые являются общими для всех деталей
и изделий независимо от их назначения,
характера и условий работы. Сущность
этих требований сводится к следующему:
устройство изделия и его деталей должно
быть наиболее простым, удобным и падежным
в работе, каждый элемент детали должен
иметь вполне определенное назначение
ничего не должно быть лишнего, все детали
изделия должны быть доступными для
осмотра и ремонта, сборка и разборка
должны быть простыми- изделие должно
состоять из возможно меньшего числа
деталей. При конструировании
необходимо учитывать простоту и дешевизну
изготовления. Однако следует помнить,
что изделия должны иметь пропорциональные,
плавные формы и красивый внешний вид.
Большое значение имеет правильный
подбор материалов для конструируемых
деталей. При конструировании
назначают определенную чистоту обработки
поверхностей детали и точность ее
размеров или точность обработки. Наиболее
высокую чистоту обработки назначают
для сопряженных трущихся поверхностей,
для рабочих поверхностей измерительных
инструментов и т. п. Конструирование
и изготовление изделий из металла.
При производстве металлических изделий
в настоящее время используются новейшие
технологии и современные сплавы.
Изготовление металлоизделий требует
наиболее точного исполнения множества
деталей, которые являются составными
элементами различных изделий. При работе
на многие металлические части конструкции
оказывается немалая нагрузка, поэтому
при изготовлении данных элементов
учитывается ряд факторов: износостойкость,
виброустойчивость, прочность и жесткость.
При увеличении их значений работоспособность
у подобных изделий повышается до
необходимого уровня. Изготовление
изделий из металла, в большинстве
случаев, сопровождается составлением
множества технических документов, в
которых содержатся обоснования выбора
материалов, чертежи, расчеты и макеты.
При грамотном ведении такой документации
обеспечивается надежность и эффективность
эксплуатации производимой продукции.
Нередко при изготовлении металлических
изделий внимание акцентируется на
выполнении мелких деталей. Подобная
тенденция наблюдается из-за возросших
потребностей многих отраслей современной
промышленности, где требуются наиболее
точные и сложные механизмы, при помощи
которых достигается автоматизация
всевозможных процессов. Современное
производство металлоизделий и иных
материалов подразумевает применение
новейших способов обработки. При
изготовлении такой продукции часто
требуется рубка, резка, вальцовка,
раскрой металлических листов. Затем
выполняется гибка заготовок и, при
необходимости, проводятся сварочные
работы. Изготовление различных
металлоизделий и других изделий на
заказ чаще состоит из двух основных
стадий. Сначала разрабатывается
проект и проводятся необходимые расчеты.
На втором этапе происходит изготовление
требуемых деталей. Сталь. Виды и
свойства стали. Сталью называется
сплав железа с углеродом, содержащий
углерода до 2,1%. Как и чугун, сталь
имеет примеси кремния, марганца, серы
и фосфора. Основное отличие стали от
чугуна — это то, что сталь содержит
меньшее количество углерода и примесей.
Сталь получают переплавкой металлолома
или из передельного чугуна. Процесс
получения стали из чугуна сводится к
удалению излишнего углерода и понижению
количества входящих в чугун примесей.
В зависимости от химического
состава стали делятся на углеродистые
и легированные. В состав углеродистой
стали кроме углерода входит небольшое
количество постоянных примесей (Si, Mn,
S, Р), попадающих в нее при выплавке.
Главным элементом, определяющим свойства
углеродистой стали, является углерод.
Он повышает твердость, упругость,
прочность, уменьшает пластичность и
сопротивление ударным нагрузкам.
Углеродистая сталь, в свою очередь,
подразделяется по назначению и качеству.
По назначению она делится на конструкционную
и инструментальную. Конструкционная
углеродистая сталь содержит до 0,6%
углерода (как исключение допускается
содержание углерода до 0,85%). По
качеству конструкционная углеродистая
сталь делится на сталь обыкновенного
качества и качественную. Инструментальная
углерод и стая сталь содержит углерода
0,7% и более. Она отличается твердостью
и прочностью. В легированной стали
наряду с обычными примесями имеются
один или несколько специальных элементов,
улучшающих ее свойства: хром, вольфрам,
молибден и др., а также кремний и марганец
в сравнительно большом количестве.
По назначению легированная сталь
делится на три группы: конструкционную,
инструментальную и сталь с особыми
физическими и химическими свойствами.
Широкое применение в металлообработке
имеет один из видов инструментальной
легированной стали — быстрорежущая
сталь. Главные достоинства этой стали
— твердость и красностойкость (она не
теряет твердости до 600°С). К сталям с
особыми физическими свойствами относятся:
магнитная и немагнитная стали, сталь,
обладающая высоким электрическим
сопротивлением, и сталь с особыми
тепловыми свойствами. Стали и сплавы
с особы ми химическими свойствами —
коррозионностойкие, нержавеющие,
жаростойкие и жаропрочные. Особые
физические и химические свойства сталей
достигаются главным образом благодаря
введению в них различных легирующих
элементов. Например, стойкость против
коррозии обеспечивается введением в
нержавеющую сталь не менее 12% хрома.
Изделия из металла и их графическое
изображение. Металлы и твердые
сплавы (Общее графическое обозначение
материалов в сечениях независимо от
вида материала должно соответствовать)Если
изделие изготавливается из проволоки
диаметром меньше 2 мм, то на чертеже его
изображают сплошной толстой основной
линией, если больше 2 мм, то двумя
параллельными сплошными толстыми
основными линиями. Посередине их проводят
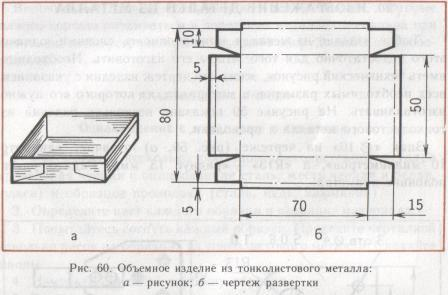
осевую штрихпунктирную линию. Если
нужно изготовить объемное изделие из
тонколистового металла, например коробку
для мелких деталей, то вначале необходимо
вырезать плоскую заготовку, называемую
разверткой (рис. 60). Линии сгиба на чертеже
развертки обозначают штрихпунктирной
линией с двумя точками. Контур развертки
обводят сплошной толстой основной
линией. Центры окружностей и отверстий
показывают штрихпунктирными линиями
с одной точкой, пересекающимися под
прямым углом
2
Конструирование и изготовление изделий
из метала. Понятие о конструировании.
Стали. Виды и свойства стали. Изделия
из металла и их графическое изображение.
Конструирование изделий При
конструировании тех или иных изделий
деталей машин или приборов прежде всего
изучают назначение детали, требования,
которым она должна удовлетворять,
характер и условия ее работы при
эксплуатации. На основании этих
данных и специальных инженерных расчетов,
в которых учитываются силы, действующие
на деталь, назначаются соответствующий
материал и основные размеры Детали.
Затем разрабатывают конструктивную
форму детали. существует ряд требований,
которые являются общими для всех деталей
и изделий независимо от их назначения,
характера и условий работы. Сущность
этих требований сводится к следующему:
устройство изделия и его деталей должно
быть наиболее простым, удобным и падежным
в работе, каждый элемент детали должен
иметь вполне определенное назначение
ничего не должно быть лишнего, все детали
изделия должны быть доступными для
осмотра и ремонта, сборка и разборка
должны быть простыми- изделие должно
состоять из возможно меньшего числа
деталей. При конструировании
необходимо учитывать простоту и дешевизну
изготовления. Однако следует помнить,
что изделия должны иметь пропорциональные,
плавные формы и красивый внешний вид.
Большое значение имеет правильный
подбор материалов для конструируемых
деталей. При конструировании
назначают определенную чистоту обработки
поверхностей детали и точность ее
размеров или точность обработки. Наиболее
высокую чистоту обработки назначают
для сопряженных трущихся поверхностей,
для рабочих поверхностей измерительных
инструментов и т. п. Конструирование
и изготовление изделий из металла.
При производстве металлических изделий
в настоящее время используются новейшие
технологии и современные сплавы.
Изготовление металлоизделий требует
наиболее точного исполнения множества
деталей, которые являются составными
элементами различных изделий. При работе
на многие металлические части конструкции
оказывается немалая нагрузка, поэтому
при изготовлении данных элементов
учитывается ряд факторов: износостойкость,
виброустойчивость, прочность и жесткость.
При увеличении их значений работоспособность
у подобных изделий повышается до
необходимого уровня. Изготовление
изделий из металла, в большинстве
случаев, сопровождается составлением
множества технических документов, в
которых содержатся обоснования выбора
материалов, чертежи, расчеты и макеты.
При грамотном ведении такой документации
обеспечивается надежность и эффективность
эксплуатации производимой продукции.
Нередко при изготовлении металлических
изделий внимание акцентируется на
выполнении мелких деталей. Подобная
тенденция наблюдается из-за возросших
потребностей многих отраслей современной
промышленности, где требуются наиболее
точные и сложные механизмы, при помощи
которых достигается автоматизация
всевозможных процессов. Современное
производство металлоизделий и иных
материалов подразумевает применение
новейших способов обработки. При
изготовлении такой продукции часто
требуется рубка, резка, вальцовка,
раскрой металлических листов. Затем
выполняется гибка заготовок и, при
необходимости, проводятся сварочные
работы. Изготовление различных
металлоизделий и других изделий на
заказ чаще состоит из двух основных
стадий. Сначала разрабатывается
проект и проводятся необходимые расчеты.
На втором этапе происходит изготовление
требуемых деталей. Сталь. Виды и
свойства стали. Сталью называется
сплав железа с углеродом, содержащий
углерода до 2,1%. Как и чугун, сталь
имеет примеси кремния, марганца, серы
и фосфора. Основное отличие стали от
чугуна — это то, что сталь содержит
меньшее количество углерода и примесей.
Сталь получают переплавкой металлолома
или из передельного чугуна. Процесс
получения стали из чугуна сводится к
удалению излишнего углерода и понижению
количества входящих в чугун примесей.
В зависимости от химического
состава стали делятся на углеродистые
и легированные. В состав углеродистой
стали кроме углерода входит небольшое
количество постоянных примесей (Si, Mn,
S, Р), попадающих в нее при выплавке.
Главным элементом, определяющим свойства
углеродистой стали, является углерод.
Он повышает твердость, упругость,
прочность, уменьшает пластичность и
сопротивление ударным нагрузкам.
Углеродистая сталь, в свою очередь,
подразделяется по назначению и качеству.
По назначению она делится на конструкционную
и инструментальную. Конструкционная
углеродистая сталь содержит до 0,6%
углерода (как исключение допускается
содержание углерода до 0,85%). По
качеству конструкционная углеродистая
сталь делится на сталь обыкновенного
качества и качественную. Инструментальная
углерод и стая сталь содержит углерода
0,7% и более. Она отличается твердостью
и прочностью. В легированной стали
наряду с обычными примесями имеются
один или несколько специальных элементов,
улучшающих ее свойства: хром, вольфрам,
молибден и др., а также кремний и марганец
в сравнительно большом количестве.
По назначению легированная сталь
делится на три группы: конструкционную,
инструментальную и сталь с особыми
физическими и химическими свойствами.
Широкое применение в металлообработке
имеет один из видов инструментальной
легированной стали — быстрорежущая
сталь. Главные достоинства этой стали
— твердость и красностойкость (она не
теряет твердости до 600°С). К сталям с
особыми физическими свойствами относятся:
магнитная и немагнитная стали, сталь,
обладающая высоким электрическим
сопротивлением, и сталь с особыми
тепловыми свойствами. Стали и сплавы
с особы ми химическими свойствами —
коррозионностойкие, нержавеющие,
жаростойкие и жаропрочные. Особые
физические и химические свойства сталей
достигаются главным образом благодаря
введению в них различных легирующих
элементов. Например, стойкость против
коррозии обеспечивается введением в
нержавеющую сталь не менее 12% хрома.
Изделия из металла и их графическое
изображение. Металлы и твердые
сплавы (Общее графическое обозначение
материалов в сечениях независимо от
вида материала должно соответствовать)Если
изделие изготавливается из проволоки
диаметром меньше 2 мм, то на чертеже его
изображают сплошной толстой основной
линией, если больше 2 мм, то двумя
параллельными сплошными толстыми
основными линиями. Посередине их проводят
осевую штрихпунктирную линию. Если
нужно изготовить объемное изделие из
тонколистового металла, например коробку
для мелких деталей, то вначале необходимо
вырезать плоскую заготовку, называемую
разверткой (рис. 60). Линии сгиба на чертеже
развертки обозначают штрихпунктирной
линией с двумя точками. Контур развертки
обводят сплошной толстой основной
линией. Центры окружностей и отверстий
показывают штрихпунктирными линиями
с одной точкой, пересекающимися под
прямым углом
3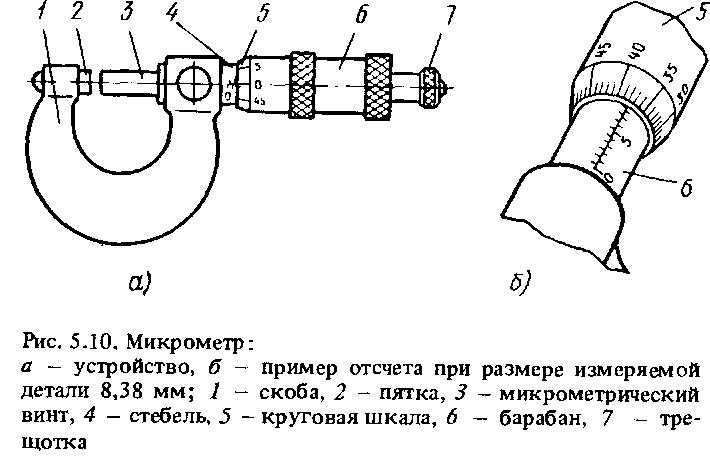 3
Контрольно-измерительные инструменты
и техника измерения. Измерение линейных
и угловых величин. Бесшкальный
контрольно-измерительный
инструмент.Контрольно-измерительные
инструменты и техника измерения.
Измерение линейных величин. Под
измерением в машиностроении обычно
понимается сравнение данной величины
с другой величиной такого же рода,
принятой за образец (длины с длиной,
площади с площадью, угла с углом и т.
д.). Технические измерения являются
одной из важнейших основ производства,
ни одна технологическая операция не
выполняется без измерений размеров. В
большинстве случаев в машиностроении
требуемая точность измерений колеблется
от 0,1 до 0,001 мм. В соответствии с этим
разработаны и конструкции измерительных
инструментов и приборов.Измерительные
инструменты - специальные устройства,
применяемые для точного определения
размеров и других геометрических
характеристик предметов.К наиболее
распространенным инструментам для
измерения линейных величин при обработке
металлов относятся измерительные
металлические линейки, штангенинструменты,
микрометрические инструменты. Лине́йка
— простейший измерительный геометрический
инструмент, представляющий собой узкую
пластину, у которой как минимум одна
сторона прямая. Обычно линейка имеет
нанесённые деления, кратные единице
измерения длины (сантиметр, дюйм), которые
используются для измерения
расстояний..Измерительные металлические
линейки применяются для грубых измерений.
Цена деления может составлять 0,5 или 1
мм. Погрешность измерения 0,5
мм.Штангенинструменты
применяются для более точных измерений.
К ним относятся штангенциркули, служащие
для измерения наружных и внутренних
диаметров, длин, толщин деталей и т. п.
( 31); штангенглубиномеры, предназначенные
для измерения глубин глухих отверстий,
измерения канавок, пазов, выступов (
32); штангенрейсмусы, служащие для
выполнения точной разметки и измерения
высот от плоских поверхностей . Во всех
указанных штангенинструментах применены
нониусы, по которым отсчитываются
дробные доли делений основных шкал.Среди
штангенинструментов наиболее широкое
применение имеют штангенциркули. Если
раздвинуть губки штангенциркуля на 0,1
мм, то первый штрих нониуса совпадает
со вторым штрихом штанги. Если раздвинуть
губки на 0,2 мм, то совпадут второй и
четвертый штрихи, на 0,3 мм — третий и
шестой и т. д. Таким образом, при измерении
штангенциркулем целые миллиметры
отсчитываются непосредственно по шкале
штанги до нулевого штриха нониуса, а
дробные (в данном случае десятые) доли
миллиметра — по шкале нониуса. При этом
дробная величина (количество десятых
долей миллиметра) определяется умножением
величины отсчета (0,1 мм) на порядковый
номер штриха нониуса (не считая нулевого),
совпадающего со штрихом штанги. При
чтении показаний штангенциркуль держат
прямо перед глазами. Микрометрические
инструменты позволяют производить
измерения с погрешностью до 0,01 мм. К ним
относятся микрометры для измерения
наружных размеров, микрометры резьбовые
со вставками для измерений среднего
диаметра резьбы, микрометрические
глубиномеры для измерения глубины
пазов, отверстий и высоты уступов,
микрометрические нутромеры для измерения
внутренних размеров. Микро́метр —
универсальный инструмент (прибор),
предназначенный для измерений линейных
размеров абсолютным контактным методом
в области малых размеров с высокой
точностью (до 2 мкм), преобразовательным
механизмом которого является микропара
винт — гайка.Принципиальное устройство
всех указанных микрометрических
инструментов основано на использовании
одинакового измерительного механизма
- микрометрического винта.Техника
измерений микрометром заключается в
следующем. Перед измерением проверяют
нулевое положение микрометра. Вращением
микрометрического винта за трещотку
сводят измерительные поверхности до
соприкосновения между собой или с
установочной мерой (при пределах
измерения не от нуля). Вращение прекращают
после появления щелчков трещотки.
Проверяют показания микрометра. Если
нулевые штрихи на шкалах стебля и
барабана не совпадают, то производят
установку микрометра на нуль: при
сведенных измерительных плоскостях
стопорят микрометрический винт;
отворачивают колпачок (гайку), прикрепляющий
барабан к микрометрическому винту;
освобождают барабан от сцепления с
винтом; поворачивают его до совпадения
нулевого штриха с продольным штрихом
стебля и снова закрепляют барабан. При
измерении микрометр берут левой рукой
за скобу, а большим и указательным
пальцами правой руки вращают головку
барабана до тех пор, пока измерительные
поверхности микрометра не будут
охватывать измеряемую часть детали.
Затем вращением винта с трещоткой сводят
измерительные поверхности до плотного
соприкосновения их с измеряемой деталью
и появления щелчков трещотки. После
этого читают показания микрометра.
Целые миллиметры и полумиллиметры
отсчитывают по шкале стебля, а десятые
и сотые доли миллиметра—по шкале скоса
барабана.Измерение угловых величин.
Для измерения угловых величин применяются
угломеры следующих типов: УМ — для
измерения наружных углов, УН — для
измерения наружных и внутренних углов.
Угломер (синонимы — уклономер,
угломерка, угломера, угло́метр) —
угломерный прибор (инструмент, снаряд),
предназначенный для измерения
геометрических углов в различных
конструкциях, в деталях и между
поверхностями (в основном контактным
методом) и между удалёнными объектами
(оптическим методом). Измерение
производится в градусах, на основе
линейчатой шкалы, линейчато-круговой
шкалы (с механическим указателем или
стрелкой), нониуса или в электронном
виде, в зависимости от типа прибора.Угломер
в самом простом виде состоит из двух
пластин (линеек), закреплённых вместе
на одной оси, остающихся подвижными на
этой оси (образуют подвижный наугольник),
с нанесенной шкалой, выраженной в
градусах. Шкала может быть линейчатой
или линейчато-круговой (нанесённой по
окружности вокруг оси, на одной из
линеек). В некоторых практических
приложениях, например столярных, не
требуется регулировка всех углов
наугольника и обычно работают с
несколькими фиксированными углами,
один из таких столярных наугольников
носит специальное название — ерунок
(столярный наугольник, у которого линейки
закреплены под углом 45° или в треугольном
виде 45°/45°). Впервые угломеры появились
в древности (в Древнем Египте и Древнем
Риме), когда возникла необходимость при
проведении строительных работ
устанавливать определённые углы в
различных постройках и между поверхностями.
Перед измерением проверяют нулевое
положение Нониуса угломера соединением
измерительных поверхностей без просвета.
Нулевые штрихи основания и нониуса
должны при этом совпадать.При измерении
угломер накладывают на поверхности
детали так, чтобы линейки были совмещены
со сторонами измеряемого угла. Прижимая
слегка правой рукой деталь к измерительной
поверхности линейки основания, постепенно
перемещают деталь до полного соприкосновения
измерительных поверхностей угломера
и поверхностей детали без просвета
между ними. Затем фиксируют это положение
угломера стопором и читают показание.
Так как нониус угломера построен по
такому же принципу, что и нониус
штангенциркуля, то сохраняется и способ
отсчета показаний. Целое число градусов
отсчитывается по шкале основания слева
направо до нулевого штриха нониуса, а
доли градуса в минутах—по первому
совпадающему штриху шкалы нониуса с
соответствующим штрихом шкалы основания.
Например, если нулевой штрих нониуса
установился в промежутке между штрихами
шкалы основания правее 32°, а штрих шкалы
нониуса, соответствующий 22', совпал со
штрихом основания, то размер измеряемого
угла будет равен 32°+ 22'==32°22'.При измерении
острых углов размер угла определяется
непосредственно по шкалам, как было
указано ранее. При измерении тупых углов
к размеру, прочитанному по шкалам,
необходимо добавлять 90°. Если, например'
показание при измерении 28°36', это значит,
что действительный угол составляет
28°36'-|-90° = = 118°36/,Бесшкальные
контрольно-измерительные инструменты
К бесшкальным измерительным
инструментам относят плоскопараллельные
концевые меры, щупы, кронциркули,
рейсмусы, угловые меры, угольники,
калибры для контроля валов, отверстий,
длин, высот, уступов. Плоскопараллельные
концевые меры длины используют для
проверки, установки и градуировки мер
и измерительных приборов, установки
приборов на ноль при относительных
измерениях, а также для непосредственных
измерений изделий. Они имеют форму
цилиндрического стержня или прямоугольного
параллелепипеда — плитки. Цилиндрические
стержни с диаметром 20 мм применяют в
основном как установочные меры для
настройки других измерительных приборов
и инструментов. Проверяют и градуируют
измерительные средства образцовыми
концевыми мерами, а измеряют изделия —
рабочими. Щупы служат для
определения зазора между сопряженными
поверхностями, например между поршнем
и цилиндром, между поршневым кольцом и
канавкой поршня. Они имеют форму
пластинки, толщина которой является
измерительным размером. Угловые
меры (плитки) предназначены для
точного измерения углов, проверки,
настройки и тарировки измерительных
устройств. В ремонтных мастерских
используют плитки с одним рабочим углом
(треугольные) и с четырьмя (четырехугольные).
Калибры — бесшкальные
контрольные инструменты для проверки
размеров, формы или взаимного положения
элементов деталей. Наиболее распространены
предельные калибры, позволяющие
определить, находится ли действительный
размер детали в границах установленного
допуска. Служат в основном для контроля
цилиндрических поверхностей (отверстий
и валов) и линейных размеров (длин, высот,
уступов). Для контроля отверстий применяют
калибры в виде пробок, имеющие проходную
и непроходную части. Изготовляют
разнообразной формы. Валы проверяют
скобами.
3
Контрольно-измерительные инструменты
и техника измерения. Измерение линейных
и угловых величин. Бесшкальный
контрольно-измерительный
инструмент.Контрольно-измерительные
инструменты и техника измерения.
Измерение линейных величин. Под
измерением в машиностроении обычно
понимается сравнение данной величины
с другой величиной такого же рода,
принятой за образец (длины с длиной,
площади с площадью, угла с углом и т.
д.). Технические измерения являются
одной из важнейших основ производства,
ни одна технологическая операция не
выполняется без измерений размеров. В
большинстве случаев в машиностроении
требуемая точность измерений колеблется
от 0,1 до 0,001 мм. В соответствии с этим
разработаны и конструкции измерительных
инструментов и приборов.Измерительные
инструменты - специальные устройства,
применяемые для точного определения
размеров и других геометрических
характеристик предметов.К наиболее
распространенным инструментам для
измерения линейных величин при обработке
металлов относятся измерительные
металлические линейки, штангенинструменты,
микрометрические инструменты. Лине́йка
— простейший измерительный геометрический
инструмент, представляющий собой узкую
пластину, у которой как минимум одна
сторона прямая. Обычно линейка имеет
нанесённые деления, кратные единице
измерения длины (сантиметр, дюйм), которые
используются для измерения
расстояний..Измерительные металлические
линейки применяются для грубых измерений.
Цена деления может составлять 0,5 или 1
мм. Погрешность измерения 0,5
мм.Штангенинструменты
применяются для более точных измерений.
К ним относятся штангенциркули, служащие
для измерения наружных и внутренних
диаметров, длин, толщин деталей и т. п.
( 31); штангенглубиномеры, предназначенные
для измерения глубин глухих отверстий,
измерения канавок, пазов, выступов (
32); штангенрейсмусы, служащие для
выполнения точной разметки и измерения
высот от плоских поверхностей . Во всех
указанных штангенинструментах применены
нониусы, по которым отсчитываются
дробные доли делений основных шкал.Среди
штангенинструментов наиболее широкое
применение имеют штангенциркули. Если
раздвинуть губки штангенциркуля на 0,1
мм, то первый штрих нониуса совпадает
со вторым штрихом штанги. Если раздвинуть
губки на 0,2 мм, то совпадут второй и
четвертый штрихи, на 0,3 мм — третий и
шестой и т. д. Таким образом, при измерении
штангенциркулем целые миллиметры
отсчитываются непосредственно по шкале
штанги до нулевого штриха нониуса, а
дробные (в данном случае десятые) доли
миллиметра — по шкале нониуса. При этом
дробная величина (количество десятых
долей миллиметра) определяется умножением
величины отсчета (0,1 мм) на порядковый
номер штриха нониуса (не считая нулевого),
совпадающего со штрихом штанги. При
чтении показаний штангенциркуль держат
прямо перед глазами. Микрометрические
инструменты позволяют производить
измерения с погрешностью до 0,01 мм. К ним
относятся микрометры для измерения
наружных размеров, микрометры резьбовые
со вставками для измерений среднего
диаметра резьбы, микрометрические
глубиномеры для измерения глубины
пазов, отверстий и высоты уступов,
микрометрические нутромеры для измерения
внутренних размеров. Микро́метр —
универсальный инструмент (прибор),
предназначенный для измерений линейных
размеров абсолютным контактным методом
в области малых размеров с высокой
точностью (до 2 мкм), преобразовательным
механизмом которого является микропара
винт — гайка.Принципиальное устройство
всех указанных микрометрических
инструментов основано на использовании
одинакового измерительного механизма
- микрометрического винта.Техника
измерений микрометром заключается в
следующем. Перед измерением проверяют
нулевое положение микрометра. Вращением
микрометрического винта за трещотку
сводят измерительные поверхности до
соприкосновения между собой или с
установочной мерой (при пределах
измерения не от нуля). Вращение прекращают
после появления щелчков трещотки.
Проверяют показания микрометра. Если
нулевые штрихи на шкалах стебля и
барабана не совпадают, то производят
установку микрометра на нуль: при
сведенных измерительных плоскостях
стопорят микрометрический винт;
отворачивают колпачок (гайку), прикрепляющий
барабан к микрометрическому винту;
освобождают барабан от сцепления с
винтом; поворачивают его до совпадения
нулевого штриха с продольным штрихом
стебля и снова закрепляют барабан. При
измерении микрометр берут левой рукой
за скобу, а большим и указательным
пальцами правой руки вращают головку
барабана до тех пор, пока измерительные
поверхности микрометра не будут
охватывать измеряемую часть детали.
Затем вращением винта с трещоткой сводят
измерительные поверхности до плотного
соприкосновения их с измеряемой деталью
и появления щелчков трещотки. После
этого читают показания микрометра.
Целые миллиметры и полумиллиметры
отсчитывают по шкале стебля, а десятые
и сотые доли миллиметра—по шкале скоса
барабана.Измерение угловых величин.
Для измерения угловых величин применяются
угломеры следующих типов: УМ — для
измерения наружных углов, УН — для
измерения наружных и внутренних углов.
Угломер (синонимы — уклономер,
угломерка, угломера, угло́метр) —
угломерный прибор (инструмент, снаряд),
предназначенный для измерения
геометрических углов в различных
конструкциях, в деталях и между
поверхностями (в основном контактным
методом) и между удалёнными объектами
(оптическим методом). Измерение
производится в градусах, на основе
линейчатой шкалы, линейчато-круговой
шкалы (с механическим указателем или
стрелкой), нониуса или в электронном
виде, в зависимости от типа прибора.Угломер
в самом простом виде состоит из двух
пластин (линеек), закреплённых вместе
на одной оси, остающихся подвижными на
этой оси (образуют подвижный наугольник),
с нанесенной шкалой, выраженной в
градусах. Шкала может быть линейчатой
или линейчато-круговой (нанесённой по
окружности вокруг оси, на одной из
линеек). В некоторых практических
приложениях, например столярных, не
требуется регулировка всех углов
наугольника и обычно работают с
несколькими фиксированными углами,
один из таких столярных наугольников
носит специальное название — ерунок
(столярный наугольник, у которого линейки
закреплены под углом 45° или в треугольном
виде 45°/45°). Впервые угломеры появились
в древности (в Древнем Египте и Древнем
Риме), когда возникла необходимость при
проведении строительных работ
устанавливать определённые углы в
различных постройках и между поверхностями.
Перед измерением проверяют нулевое
положение Нониуса угломера соединением
измерительных поверхностей без просвета.
Нулевые штрихи основания и нониуса
должны при этом совпадать.При измерении
угломер накладывают на поверхности
детали так, чтобы линейки были совмещены
со сторонами измеряемого угла. Прижимая
слегка правой рукой деталь к измерительной
поверхности линейки основания, постепенно
перемещают деталь до полного соприкосновения
измерительных поверхностей угломера
и поверхностей детали без просвета
между ними. Затем фиксируют это положение
угломера стопором и читают показание.
Так как нониус угломера построен по
такому же принципу, что и нониус
штангенциркуля, то сохраняется и способ
отсчета показаний. Целое число градусов
отсчитывается по шкале основания слева
направо до нулевого штриха нониуса, а
доли градуса в минутах—по первому
совпадающему штриху шкалы нониуса с
соответствующим штрихом шкалы основания.
Например, если нулевой штрих нониуса
установился в промежутке между штрихами
шкалы основания правее 32°, а штрих шкалы
нониуса, соответствующий 22', совпал со
штрихом основания, то размер измеряемого
угла будет равен 32°+ 22'==32°22'.При измерении
острых углов размер угла определяется
непосредственно по шкалам, как было
указано ранее. При измерении тупых углов
к размеру, прочитанному по шкалам,
необходимо добавлять 90°. Если, например'
показание при измерении 28°36', это значит,
что действительный угол составляет
28°36'-|-90° = = 118°36/,Бесшкальные
контрольно-измерительные инструменты
К бесшкальным измерительным
инструментам относят плоскопараллельные
концевые меры, щупы, кронциркули,
рейсмусы, угловые меры, угольники,
калибры для контроля валов, отверстий,
длин, высот, уступов. Плоскопараллельные
концевые меры длины используют для
проверки, установки и градуировки мер
и измерительных приборов, установки
приборов на ноль при относительных
измерениях, а также для непосредственных
измерений изделий. Они имеют форму
цилиндрического стержня или прямоугольного
параллелепипеда — плитки. Цилиндрические
стержни с диаметром 20 мм применяют в
основном как установочные меры для
настройки других измерительных приборов
и инструментов. Проверяют и градуируют
измерительные средства образцовыми
концевыми мерами, а измеряют изделия —
рабочими. Щупы служат для
определения зазора между сопряженными
поверхностями, например между поршнем
и цилиндром, между поршневым кольцом и
канавкой поршня. Они имеют форму
пластинки, толщина которой является
измерительным размером. Угловые
меры (плитки) предназначены для
точного измерения углов, проверки,
настройки и тарировки измерительных
устройств. В ремонтных мастерских
используют плитки с одним рабочим углом
(треугольные) и с четырьмя (четырехугольные).
Калибры — бесшкальные
контрольные инструменты для проверки
размеров, формы или взаимного положения
элементов деталей. Наиболее распространены
предельные калибры, позволяющие
определить, находится ли действительный
размер детали в границах установленного
допуска. Служат в основном для контроля
цилиндрических поверхностей (отверстий
и валов) и линейных размеров (длин, высот,
уступов). Для контроля отверстий применяют
калибры в виде пробок, имеющие проходную
и непроходную части. Изготовляют
разнообразной формы. Валы проверяют
скобами.