

Установка різця
- вставити центр у піполь задньої бабки;
- перемістити супорт до задньої бабки;
- установити різець у різцетримачі, не закріпляючи його;
- сумістіть вершини різця і вістря центра;
- відрегулюйте по висоті вершину різця за допомогою підкладок;
- відрегулюйте виліт різця з різцетримача (виліт у 1.5 рази більше ніж висота головки різця);
- закріпити різець гвинтами різцетримача.
Обточування зовнішніх циліндричних поверхонь
Перед початком вивчають креслення, вимірюють діаметр заготовки, визначають який шар стружки треба зняти і за скільки проходів.
Обточують слідуючим чином:
- надають заготовці обертовий рух;
- підводять різець до правого краю заготовки так, щоб вершина різця торкнулась деталі;
- вручну відводять різець у право і установлюють потрібну глибину різання лімбом поперечної подачі;
- деталь проточують повздовжньою ручною подачею на 3-5 мм. потім відводять різець, зупиняють верстат, роблять заміри;
- переміщають різець на задану глибину і знову обточують поверхність до потрібного розміру.
Обробка зовнішніх циліндричних поверхонь з установленням заготовки в центрах
- Зняти трикулачковий патрон з шпинделя;
- перевірити суміщення переднього і заднього центрів;
- установити повідковий патрон (планшайбу) на шпинделі;
- надіти і закріпити хомутик на кінці заготовки;
- змастити центровий отвір заготовки з боку заднього центра;
- установити заготовку в центрах і підтиснути її центром задньої бабки;
- закріпити піноль.
Обробка торців і уступів. Відрізання пруткового матеріалу
Торці і уступи обробляють підрізними різцями, щоб одержати рівну поверхню. Головну різальну кромку різця встановлюють під кутом приблизно 5° до торця зоготовки і підрізають при поперечній різця. Для підрізування уступів різальну кромку різця розміщають під прямим кутом до осі обертання. Підрізувати торці можна також відігнутим прохідним різцем.
При відрізанні пруток встановлюють так, щоб його довжина яка залишається, не перевищувала діаметр прутка. Цю операцію виконують відрізними різцями. Щоб полегшити умови різання ріжущу кромку різця звужують до стержня під кутом 10 - 20 з кожного боку. Міцність різця невелика - працювати такими різцями потрібно обережно. Державку різця установлюють перпендикулярно до осі обертання шпинделя. При потребі, відрізають прутки розбиваючи канавку.
Способи обточування зовнішніх конічних поверхонь
Конусність позначають
![]() 1: 5
1: 5
Залежно від довжини конуса його виробляють:
1 Широким різцем - різець встановлюють під кутом.
2 При повернутих верхніх салазках супорта обточують конічні поверхні з любим кутом. Верхнью частину супорта встановлюють на заданий кут за градусними поділками ( хвилини встановлюють на око);
3 Спосіб переміщення задньої бабки - користуються дтя обробки довгих заготовок і з невеликим кутом ухилу. При цьому способі обточування, різець рухається так як і при обточуванні циліндричної поверхні.
Величини поперечного зміщення корпуса задньої бабки:
![]() мм
мм
де D - діаметр великої основи конуса, мм, d - діаметр малої основи конуса, мм.
Здвинути корпус задньої бабки перпендикулярно до осі центрів, перевірити лінійкою зміщення, або здвинути по поділках на торці задньої бабки.
Свердління і обробка отворів на токарному верстаті
Свердлити і розсвердлювати отвори необхідно з однієї установки заготовки, інакше порушується співвісність свердла і отвору. В першу чергу необхідно перевірити співвісність шпинделя і пінолі задньої бабки. Установити, у пінолі задньої бабки патрон для закріплення свердел. Проточити торець заготовки. Установити центрове свердло, просвердлити заглибину, потім установити спіральне свердло і просвердлити отвір. Великі отвори необхідно розсвердлювати свердлами більшого діаметра, якщо необхідно використовуються перехідні конусні втулки. Під час свердління глибоких отворів необхідно періодично виводити свердло і охолоджувати рідиною зону різання. Глибокі отвори неповинні перевищувати довжину робочої частини свердла, інакше стружка не зможе виходити з канавок свердла – свердло зламається. Після свердління отвори розточують, зенкерують, розвертають.
Виготовлення конічних отворів
1 Торцювати різцем, центрувати центровочним свердлом, ступінчато розсвердлити спіральними свердлами, потім розточити різцем при повернутих верхніх салазках супорта. (Розрахунки такі самі, як при обточуванні зовнішніх конічних поверхонь).
2 Торцювати різцем, центрувати центровочним свердлом, ступінчато розсвердлити свердлами, потім розвертками, по черзі, розвернути отвр: чорнова розвертка, напівчистова і чистова розвертка.
Для полегшення роботи застосовують емульсію, сульфофрезол (сталь, чавун), мастило (АІ).
Нарізування різьі на токарному верстаті мітчиком
- установити і закріпити заготовку в патроні;
- установити у різцетримачі підрізний різець і підріжте торець;
- визначити діаметр свердла;
- установити свердло в пінолі задньої бабки і просвердліть отвір;
- змастити отвір і мітчик мастилом;
- настроїти верстат на відповідну частоту обертання шпинделя;
- включити пряме обертання шпинделя;
- установити упор, рівномірно підвести мітчик (супортом);
- нарізати різь мітчиком першим номером;
- нарізавши різь в отворі, переключити обертання шпинделя на зворотнье;
- так само обробити різь чистовим мітчиком, швидкість різання мінімальна
Нарізування різі на токарному верстаті плашкою
Різцем проточити деталь на заданий розмір. Змастити обточену поверхність мастилом. Установити мінімальні оберти шпинлеля. Підвести задню бабку до проточеної деталі і зафіксувати її ручкою на станині. Пінолю підтиснути вороток до заготовки. Включити прямі оберти шпинделя, нарізавши різь переключити обертання шпинделя на зворотні. Охолоджуюча рідина сталь - мастило; чавун - газ.
Штангециркуль.
Штангенциркулі призначені для вимірювання зовнішніх і внутрішніх розмірів до 2000 мм, розмітці дуг, кіл і паралельних ліній. ГОСТ 166 – 89 передбачає виготовлення трьох типів штангенциркулів ШЦ - 1 від 0…125мм, ШЦ – 2 від 0…320 мм,
ШЦ – 3 від 0…2000 мм.
Частини штангенциркуля: штанга на якій нанесена основна шкалка з міліметровими поділками, вимірювальні губки нижні і верхні. Нижні вимірюють зовнішні і внутрішні розміри, верхні вимірюють зовнішні розміри (внутрішні) і виконують розмітку. Рамка з шкалою ноніуса, (допоміжна шкала) – використовується для відліку долей міліметра. Вузол мікрометричної подачі і стержень глубиноміра (ШЦ - 1). Ціна поділки штангенциркулів (точність вимірювання) – 0,1: 0,05: 0,02 мм.
Мікрометр.
Мікрометр застосовують для вимірбвання зовнішніх розмірів. Ціна поділки мікрометра
0,01 мм.
Будова: скоба, п’ятка, стеблина, барабан, тріскачка, мікрометричний гвинт з кроком різі
S = 0,5 мм. На стеблині знаходиться основна шкала. Під рискою знаходиться міліметрова шкала, а над рискою поділки ділять навпіл міліметрову шкалу. Шкала барабана призначена для відліку сотих часток поділу основної шкали і поділена на 50 рівних частин.
Діапазони вимірювання: 0 – 25 мм., 25 – 50 мм., 50 – 75 мм., 75 – 100 мм.
Шорсткість.
Поверхні, отримані обробкою різальними інструментами на металорізальних верстатах мають виступи і западини різної висоти.
Ці виступи й западини утворюють мікронерівності поверхні. Шорсткістю поверхонь за ДСТУ 2413-94 називають сукупність нерівностей поверхні з відносно малими кроками на базовій її довжині.
Параметри шорсткості Ra, Rz, R max.
- Ra – середньоарифметичне відхилення профілю;
- Rz – висота нерівностей профілю по десяти точках;
- Rmax – найбільша висота нерівностей профілю;
Обточування повздовжньою подачею:
обдирочне Ra, 25 …100 мкм.
напівчистове Ra, 6,3 … 12,5мкм.
чистове Ra, 1,6 * …3,2 (0.8)мкм.
тонке (алмазне) Ra, 0,4…0,8 (0,2)мкм.
* - оптимальне значення обобки поверхні,
() – гранично досяжні параметри шорсткості.
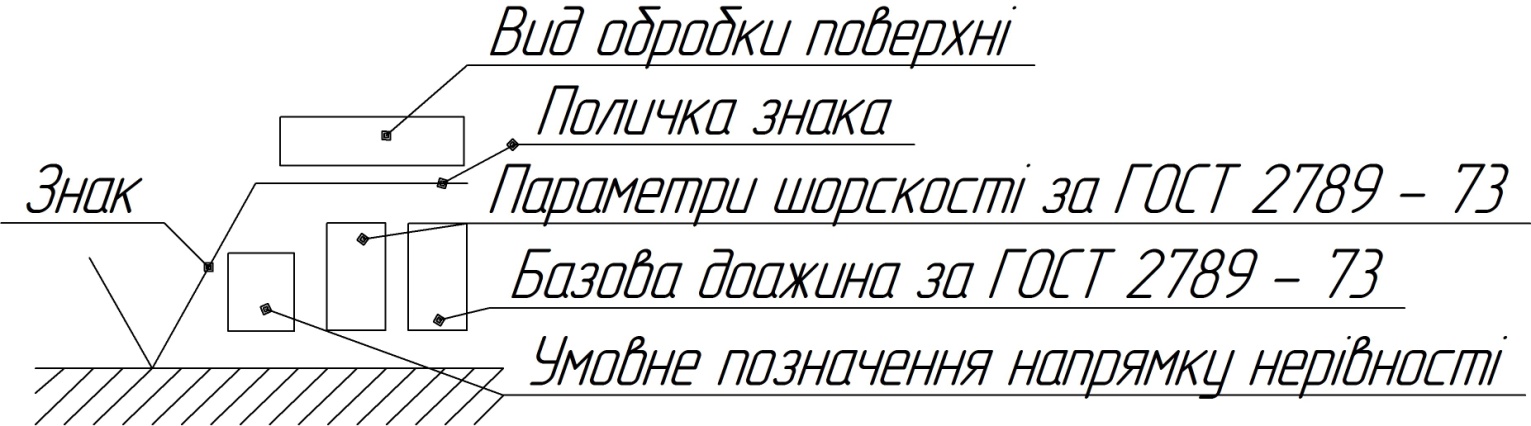
Позначення шорскості

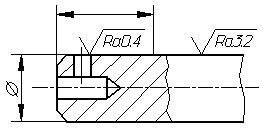
Приклад позначення різної шорсткості на одній поверхні.