

2.Предложение по модернизации производства в подразделении ооо "камсс-сервис" Екатеринбург
2.1. Внедрение нового оборудования
Реконструкция действующего предприятия – это полное или частичное переустройство с обновлением физически изношенного и морально устаревшего оборудования. При реконструкции должны увеличиваться производственные мощности в результате внедрения достижений научно-технического прогресса, расширения номенклатуры и ассортимента выпускаемой продукции, повышения ее конкурентоспособности.
Техническое перевооружение предприятия - наиболее экономичный способ осуществления капитальных вложений по срокам его завершения и удельным капитальным затратам на единицу прироста продукции.
Основными направлениями технического перевооружения являются:
- повышение технического уровня производства;
- обновление действующего парка основного технологического оборудования;
- Обеспечение сопряженности парка основного технологического оборудования путем устранения узких мест.
В целях увеличения пропускной способности центра по ремонту узлов предлагается в первую очередь модернизировать моторный участок. Рассмотрим процесс работы на нем.
Процесс восстановления двигателя:
- Разборка: когда двигатель будет полностью разобран, все внутренние детали будут проверены на наличие повреждений.
- Мойка: все детали промываются, после этого ремонтируются либо заменяются.
- Сборка: все операции выполняются вручную с использованием высококачественного специализированного инструмента.
- Испытания: все двигатели подвергаются испытанию на участке тестирования двигателя.
- Покраска и упаковка: заканчивается капитальный ремонт покраской и упаковкой двигателя (табл. 18).
Таблица 18– Нормо-часы ремонта двигателя
Модель |
Разборка |
Мойка |
Сборка |
Испытания |
Покраска - упаковка |
Механическая обработка |
Всего на ремонт
|
Удельный вес сборки в общей операции |
102 |
8 |
16 |
156 |
8 |
4 |
38 |
230 |
67,83% |
114 |
13 |
9 |
27 |
8 |
6 |
52 |
115 |
23,48% |
125 - 3 |
20 |
15 |
65 |
8 |
6 |
40 |
154 |
42,21% |
140 - 3 |
20 |
15 |
61 |
8 |
6 |
40 |
150 |
40,67% |
125 - 2 |
20 |
15 |
45 |
8 |
6 |
60 |
154 |
29,22% |
140 - 2 |
20 |
12 |
35 |
8 |
6 |
62 |
150 |
23,33% |
155 |
40 |
35 |
80 |
8 |
7 |
67 |
237 |
33,76% |
170 |
40 |
42 |
72 |
8 |
7 |
71 |
240 |
30,00% |
170 - 3 |
40 |
42 |
83 |
8 |
7 |
57 |
237 |
35,02% |
12V140 |
41 |
32 |
100 |
18 |
6 |
101 |
298 |
33,56% |
Средний удельный вес сборки |
35,91% |
|||||||
В таблице 19 представлены данные об удельном весе каждой операции в ремонте двигателя.
Таблица 19 – Удельный вес операций, %
Модель |
Разборка |
Мойка |
Сборка |
Испытания |
Покраска - упаковка |
Механическая обработка |
102 |
3,48 |
6,96 |
67,83 |
3,48 |
1,74 |
16,52 |
114 |
11,30 |
7,83 |
23,48 |
6,96 |
5,22 |
45,22 |
125 - 3 |
12,99 |
9,74 |
42,21 |
5,19 |
3,90 |
25,97 |
140 - 3 |
13,33 |
10,00 |
40,67 |
5,33 |
4,00 |
26,67 |
125 - 2 |
12,99 |
9,74 |
29,22 |
5,19 |
3,90 |
38,96 |
140 - 2 |
13,33 |
8,00 |
23,33 |
5,33 |
4,00 |
41,33 |
155 |
16,88 |
14,77 |
33,76 |
3,38 |
2,95 |
28,27 |
170 |
16,67 |
17,50 |
30,00 |
3,33 |
2,92 |
29,58 |
170 - 3 |
16,88 |
17,72 |
35,02 |
3,38 |
2,95 |
24,05 |
12V140 |
13,76 |
10,74 |
33,56 |
6,04 |
2,01 |
33,89 |
Средние показатели |
13,16 |
11,30 |
35,91 |
4,76 |
3,36 |
31,05 |
На рис. 3 представлен удельный вес операций сборки графически.
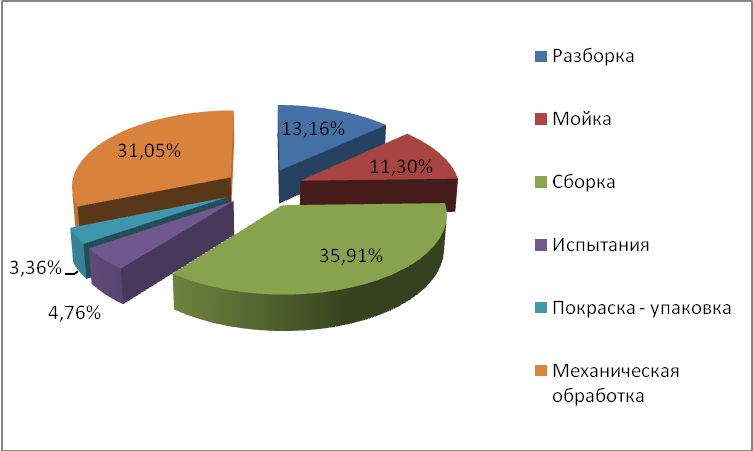
Рисунок 3 - Удельный вес операций сборки
Как видно из таблицы 19 - этап сборки является самым трудоемким, его средний удельный вес составляет 35,91%. В связи с этим предлагается модернизировать в первую очередь именно этап сборки.
Для решения поставленной задачи предполагается приобретение механизированной системы затяжки болтовых соединений при проведении капитальных ремонтов двигателей. Задачи при проектировании системы:
- увеличение производительности: время выполнения операций сборки уменьшается в 2,5 раза;
- повышение качества сборки: при использовании сканера штрих-кода каждая деталь гарантированно будет собрана с высокой точностью в соответствии с заложенными требованиями;
- уменьшение влияния «человеческого фактора»: система подсчитывает количество корректных соединений, по выполнении заданной работы подается сигнал оператору. Существует возможность задания определенной последовательности операций. Система «скажет» о необходимости смены инструмента.
- уменьшение трудозатрат: нет необходимости использовать «длинные» ключи для сборки болтов с большими моментами. Нет необходимости использовать динамометрические ключи для 100% контроля соединений;
- сбор и обработка информации о проведенных операциях: информация о каждой затяжке собирается инструментом и доступна для последующей обработки и анализа (момент затяжки, угол затяжки, № соединения, время и т.д.);
- удобство использования: механическая рука полностью компенсирует реактивную силу. Нет необходимости в использовании упоров. Обратная связь с оператором.
Процесс работы:
Оператор берет необходимую деталь, считывает с нее штрих код;
Система автоматически «понимает», какой необходимо использовать инструмент;
Оператор при необходимости производит смену инструмента;
Необходимо установить подходящие головки/удлинители;
Оператор выполняет затяжки (система запрограммирована в зависимости от соединений на определенное количество болтов/гаек и определенную стратегию затяжки)
После выполнения каждой затяжки оператор видит непосредственно на инструменте статус проведенной затяжки и при необходимости получает звуковой сигнал (светодиоды и динамик расположены на самом инструменте);
Все данные о затяжке сохраняются в памяти блока управления и передаются в компьютерную сеть предприятия. Данные доступны для анализа и обработки;
При необходимости по завершении определенного этапа может автоматически формироваться отчет о проведенных операциях, оформленный по форме Заказчика;
Оператор переходит к следующей операции.
Стоимость системы составляет 129807 EUR (около 5470 т.р.), в нее включены: запуск оборудования, обучение персонала работе и программирование системы. Срок эксплуатации оборудования составит 5 лет.