

Министерство образования и науки
Российской федерации
Московский государственный университет леса
Факультет Механической и Химической Технологии Древесины
Кафедра станки и инструменты
Расчетно-графическая работа по дисциплине
«Оборудование отрасли»:
Кинематические расчеты на примере лущильного станка модели
Лу17-10.
Выполнил ст. гр. АП-31: Суровцев М.А.
Принял доц.: Кишенков В.В.
«Мытищи-2013»
Содержание:
Краткие сведения о процессе лущения.
Центровка и загрузка чурака в станок.
Расчет частот вращения шпинделя.
Расчет скорости подвода суппорта.
Оцилиндровка чурака «обдирочная подача».
Настройка станка на заданную толщину шпона.
Краткие сведения о процессе лущения.
На лущильных станках (рис.1) в результате равномерного надвигания суппорта-2, с закрепленным ножом-3, на вращающийся в центрах чурак-1, срезается непрерывная стружка-5, равномерной величины.
Чтобы значительно уменьшить вероятность появления трещин в шпоне чураки подвергаются термической обработке (провариванию или пропариванию), а на суппорте есть прижимная линейка-4.
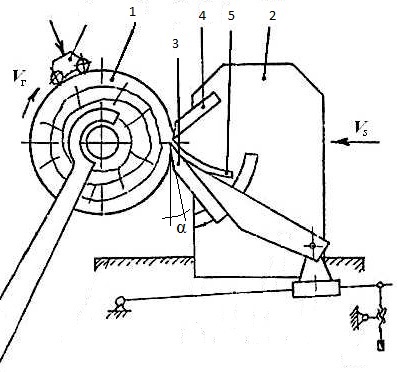
Рис.1. Схема лущения.
Значение заднего угла α зависит от диаметра чурака и меняется в процессе лущения. По мере лущения этот угол нужно уменьшать, чтобы усилие на чураке не было очень большим и не возникали вибрации в системе «чурак-нож-станок».
Рекомендуемые значения заднего угла при лущении всех пород составляют:
Диаметр до 300 мм. α =

Диаметр от 300 до 800 мм. α =

Важнейший
параметр лущения, величина обжима шпона.
Обжим достигается за счет того, что
зазор между ножом и прижимной линейкой
устанавливается меньше чем толщина
шпона
 Это позволяет упрочнить древесину в
зоне резания и резко снизить глубину
трещин на внутренней стороне шпона.
Это позволяет упрочнить древесину в
зоне резания и резко снизить глубину
трещин на внутренней стороне шпона.
Центровка и загрузка чурака в станок.
Центровка производится согласно рис.2. Механическое центрирование осуществляется рычагами, базирующими чурак по четырем точкам. Этим методом достигается более точное совпадение геометрической оси чурака с его «экономической» осью, и как следствие, повышение выхода делового шпона. Вначале срабатывают рычаги-2,17-горизонтального центрирования, а затем рычаги-1,5-фиксирующие положение чурака в вертикальной плоскости. Сцентрированный чурак захватывается торцевым зажимным механизмом и переносится в положение между шпинделями лущильного станка.
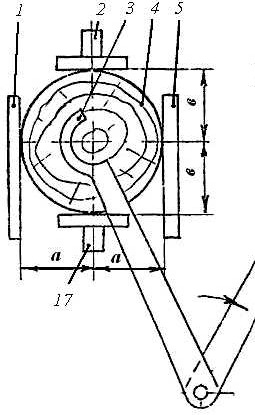
Рис.2. Центровка и загрузка чурака в станок.
Устройство лущильного станка.
Лущение представляет собой поперечное резание древесины. Обрабатываемый материал совершает вращательное, а режущий инструмент- поступательное движение в направлении оси вращения материала. В результате этого цилиндрический отрезок древесины превращается в тонкий слой определенных размеров. При этом скорость резания оказывается величиной переменной, так как число оборотов шпинделей станка постоянно, а диаметр чурака в процессе лущения уменьшается. Данная операция выполняется с помощью лущильного станка, основными частями которого являются: станина, две шпиндельные бабки, суппорт, передаточные механизмы и система управления.
Подлежащий обработке чурак, будучи автоматически установленным между телескопическими шпинделями, зажимается путем осевого их перемещения, осуществляемого с помощью гидроцилиндров. Вращательное движение шпиндели станка получают от главного электродвигателя через клиноременную передачу, муфту сцепления и две цилиндрические передачи, имеющие зубчатые колеса с косыми зубьями. Для быстрого подвода суппорта к укрепленному между шпинделями чураку в станке предусмотрен специальный механизм ускоренной подачи, состоящей из электродвигателя и клиноременной передачи. Передавая вращение суппортным винтам через клиноременную передачу и пару конических зубчатых колес, он заставляет двигаться суппорт.
Дальнейшее движение суппорта выполняется с помощью механизма рабочей подачи, связывающей правый шпиндель и суппортные винты. В указанный механизм входит цепная передача со звездочками, коробка скоростей, цепная передача со звездочками и пара конических зубчатых колес. Для ускоренной оцилиндровки чураков в станке предусмотрена возможность передачи движения от шпинделя к суппортным винтам с помощью кинематической цепи, включающей три цепных передачи со звездочками, а также пару конических зубчатых колес. Управление станком состоит из рукояти для включения рабочей или обдирочной подач, а также кнопочного управления двигателями, муфтой сцепления, колодочным тормозом, цилиндрами подъема прижимной линейки.

Рис.3. Станок лущильный Лу17-10.