

3.6.2 Кругле внутрішнє шліфування
Режим різання встановлюють в такій же послідовності як і при нормуванні круглого зовнішнього шліфування.
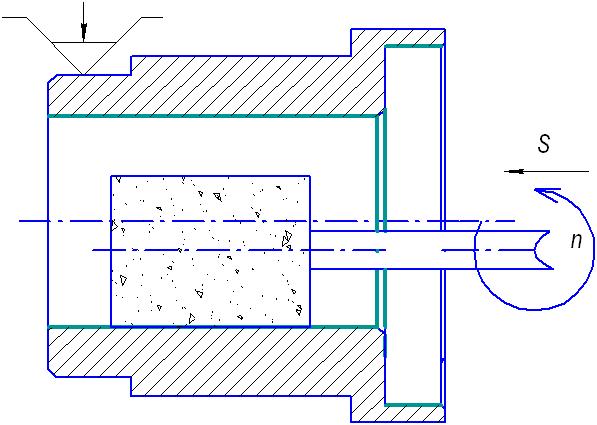
Рисунок 8 – Схема внутрішнього шліфування
Поперечні подачі при внутрішньому круглому шліфуванні визначаються по таблиці 150.
Таблиця 150-Поперечні подачі при внутрішньому шліфуванні, мм
Обробл. Матеріал |
Діаметр шліфованого отвору не більше, мм |
|||||
40 |
70 |
100 |
150 |
200 |
300 |
|
Незагартована сталь |
0,006-0,0075 |
0,001-0,012 |
0,012-0,015 |
0,014-0,017 |
0,016-0,020 |
0,018-0,023 |
Загартована сталь |
0,005-0,0075 |
0,0075-0,010 |
0,010-0,013 |
0,013-0,015 |
0,015-0,018 |
0,018-0,020 |
Чавун і бронза |
0,0015-0,003 |
0,003-0,005 |
0,005-0,007 |
0,007-0,008 |
0,008-0,009 |
0,009-0,010 |
Подовжню подачу в частках ширини круга визначають по таблиці 151.
Таблиця 151-Подовжня подача в частках ширини круга β
Оброблюв. матеріал |
Характер шліфування |
Довжина шліфування, виражена в діаметрах |
||||
4Д |
2Д |
1Д |
0,5Д |
0,3Д |
||
Сталь |
Чорнове Чистове |
0,075-0,6 0,25-0,4 |
0,7-0,6 0,25-0,4 |
0,6-0,5 0,25-0,35 |
0,5-0,45 0,25-0,35 |
0,45-0,4 0,25-0,39 |
Чавун |
Чорнове Чистове |
0,8-0,7 0,3-0,45 |
0,7-0,65 0,3-0,45 |
0,65-0,55 0,3-0,4 |
0,55-0,5 0,3-0,4
|
0,5-0,45 0,3-0,4 |
Окружну швидкість оброблюваного виробу визначають по таблиці 152.
Таблиця 152-Окружна швидкість оброблюваної деталі, м/хв.
Діаметр шліфувального отвору |
Подовжня подача в частках ширини круга ? |
|||||||||
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
||||||
t – глибина шліфування не більше, мм |
||||||||||
0,005 |
0,01 |
0,01 |
0,02 |
0,01 |
0,02 |
0,01 |
0,02 |
0,01 |
0,02 |
|
20 30 40 50 60 70 80 90 100 140 200 250 300 |
43,5 53,2 61,5 68,5 75,5 81,5 87,0 92,5 97,5 115,0 137,0 154,0 168,0 |
23,2 28,6 32,8 36,6 40,2 43,5 46,5 49,2 52,0 51,5 73,5 82,5 90,5 |
18,0 22,0 25,4 28,4 31,0 33,6 36,0 38,2 40,2 47,5 56,6 59,5 69,5 |
- - - - 16,7 18,0 19,3 20,4 21,5 25,4 30,4 34,0 37,4 |
14,7 18,0 28,0 23,2 25,4 27,6 29,4 31,2 32,8 38,8 46,5 52,0 57,0 |
- - - - 13,7 14,8 15,8 16,7 17,6 20,8 25,0 28,0 30,5 |
12,5 15,3 17,6 19,7 21,0 23,4 25,0 26,6 28,0 33,0 39,4 44,2 48,5 |
- - - - 11,6 12,6 13,4 14,2 15,0 17,7 21,0 23,6 26,0 |
10,9 13,3 15,3 17,1 18,8 20,3 21,8 23,2 24,2 28,8 34,2 38,4 42,0 |
- - - - 10,1 10,9 11,7 12,5 13,0 15,4 18,4 20,6 22,6 |
Табличну швидкість оброблюваної деталі коректують поправочними коефіцієнтами таблиці 144.
Основний час при круглому внутрішньому шліфуванні визначають за формулою 56:
![]() хв.
хв.
Величину врізання і перебігу круга визначають по таблиці 153.
Таблиця 153-Величина врізання і перебігу, мм
Умови роботи |
t1 |
Вихід круга в обидві сторони Вихід круга в одну сторону Без виходу круга |
0,25 Вкр 0,5 Вкр Вкр |
Допоміжний час визначають по таблицях 154 і 155.
Таблиця 154-Допоміжний час на установку і зняття деталі, хв
Спосіб установки |
Маса деталі не більше, кг |
|||||
1 |
3 |
5 |
8 |
12 |
30 |
|
У двохкулачковому патроні У трьохкулачковому патроні У цанговому патроні У чотирьохкулачковому патроні |
0,18 0,13 0,20 - |
0,19 0,16 0,22 2,50 |
0,22 0,18 0,23 2,80 |
0,26 0,20 0,24 3,20 |
0,32 0,24 0,26 3,50 |
0,39 - - 4,00 |
Таблиця 155-Допоміжний час, пов'язаний з проходом, хв.
Характер обробки |
Найбільшеий діаметр, шліфованого отвору, мм |
|
130 |
260 |
|
Чорнове шліфування на перший прохід |
0,80 |
0,90 |
Чорнове шліфування на подальші проходи (один прохід) |
0,04 |
0,05 |
Чистове шліфування на перший прохід |
1,20 |
1,40 |
Чистове шліфування на подальші проходи (на один прохід) |
0,04 |
0,05 |
Додатковий час визначають за формулою 1, де К = 9%.
Підготовчо-завершальний час визначають по таблиці 156.
Таблиця 156-Підготовчо-завершальний час, хв.
Спосіб установки деталі |
Найбільшеий діаметр шліфованого отвору, мм |
|
130 |
260 |
|
У двохкулачковому патроні У трьохкулачковому патроні У цанговому патроні У чотирьохкулачковому патроні |
10 7 8 15 |
12 9 10 17 |
Штучний час визначають за формулою 3.
Норму калькуляційного часу визначають за формулою 5.