

Задача 31
Определить объём тары для хранения на месте слесаря монтажника стальных шайб и их массу в таре при следующих исходных данных: размер шайбы — наружный диаметр 22 мм, внутренний диаметр 10 мм, толщина 4 мм. Расход шайб на изделие 8 шт. Программа запуска по данному изделию 30 000 шт. при сменной норме выработки рабочего 600 шт/смену. Доставка шайб производится по требованию с рабочего места". Коэффициент заполнения тары Кт = 0,7.
Для решения этой задачи нам необходима формула:
![]()
Где Nсм – сменная программа запуска деталей, шт;
Vд – объём одной детали, кубические единицы;
КТ – коэффициент заполнения тары;
ncm – число поставок заготовок в смену
Объём детали находим по формуле:
![]()
![]()
![]()
Массу детали мы находим по формуле
![]()
![]()
Сменная норма выработки будет равна
NСМ=600*8=4800
Масса ящика будет равна:
m=4800*9,3=44,6(кг)
Объём тары будет равен:
![]()
Высота l
Ширина 2l
Длина 4l
10423=l*2l*4l
![]()
Ширина 22см
Длина 44см
Задача 32
Определить размеры тары и массу деталей, находящихся в таре, для хранения на рабочем месте слесаря-сборщика цилиндрических пружин 0 20 мм и длиной 40 мм. Масса 1 м пружины 1 кг. Норма штучного времени на операцию Тшт = 1,45. Период поставки — 2 раза в смену. Коэффициент заполнения тары Кт = 0,85.
Тара должна иметь вид прямоугольного основания с двумя рядами штырей. Расстояние между осями штырей 1,5 диаметра пружины.
Решение:
Расчет массы одной детали
![]()
Расчёт количества деталей
![]()
![]()
Расчёт количества деталей в таре
![]()
Расчёт размера тары
Высота = высоте пружины 4см
Масса деталей в таре:
40*194=7760г
Задача 33
Определить размеры тары для хранения деталей на рабочем месте токаря-универсала. Программа запуска деталей 360 шт./смену, объем одной детали 28,3 см3. Коэффициент заполнения тары Кт = 0,7. Тара должна иметь вид параллелепипеда с соотношением сторон 1 : 2 : 4.
Решение
Объём тары находим по формуле:
Где Nсм – сменная программа запуска деталей, шт;
Vд – объём одной детали, кубические единицы;
КТ – коэффициент заполнения тары;
ncm – число поставок заготовок в смену
![]()
Размер тары определяется из уравнения:
х*2х*4х=14554,3
х3=1819,3
х=12 см
2х=24 см
4х=48 см
Задача 34
На рабочем месте фрезеровщика (мелкосерийное производство) величина сменного задания характеризуется данными табл. 29.
Детали |
Сменная выработка, шт./смену |
Объем детали, см3 |
А |
50 |
120 |
Б |
30 |
250 |
В |
80 |
400 |
Расчёт объёма хранимых деталей на рабочем месте:
![]()
Масса хранимых деталей
![]()
Расчёт объёма тары
![]()
Размер тары
х*2х*3х=75833,3
х3=12638,9
х=23,3 см
2х=46,6 см
3х=69,9
Задача35
Определить экономию рабочего времени и возможный рост производительности труда рабочего-фрезеровщика, работающего на горизонтально-фрезерном станке, за счет изменения планировки рабочего места, показанной на рис. 4. Для варианта а длина пути перемещения рабочего за время выполнения операции составляет 9,4 м., сменная норма выработки установлена равной Нсм = 480шт./смену. Применение нового варианта планировки б обеспечивает сокращение пути перемещения рабочего на 4,8 м. Среднюю скорость перемещения рабочего для расчета принять равной 4,5 км/ч.
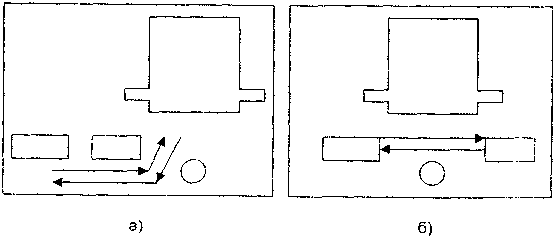
Решение
4,6*480=2208м=2,2км
9,4*480=4512м=4,5км
Увеличение нормы выработки:
![]()
Экономия рабочего времени за счёт улучшения планировки рабочего места и уменьшении длины перемещения рабочего определяются по формуле
![]()
где La и L6 — расстояние перемещения рабочего при работе соответственно по существующему и предлагаемому вариантам, км;
Vcp — средняя скорость движения рабочего при перемещении на рабочем месте, км/ч.
Расстояние перемещения рабочего за смену (L, м) определяется следующим образом:
L = (HCM*1)/1000, где Н — сменная норма выработки, шт./смену;
![]()
![]()
Увеличится программа на 30 деталей, в целом составит 480+30=510 деталей