

Применение постоянных циклов для обработки отверстий
В табл. 4.1 приведены постоянные циклы, применяемые для обработки отверстий с использованием различного режущего инструмента. В приведенных постоянных циклах имеют место следующие опорные точки:
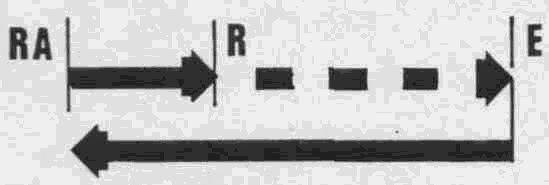
RA – точка исходного положения режущего инструмента;
R – точка переключения подачи холостого хода на рабочую подачу;
Е – конечная точка заглубления инструмента.
Постоянные циклы для обработки отверстий. Таблица 4.1
Код цикла |
Особенность постоянного цикла |
Схема цикла |
G 81 цикл сверления |
Быстрый подвод инструмента в т. R, вращение шпинделя и рабочая подача до т. Е, быстрый отвод в т. RА. |
|
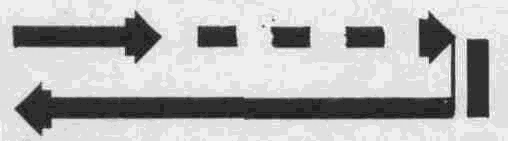
G82 цикл зенкерования |
В дополнение к циклу G 81 в точке Е происходит останов подачи при вращении шпинделя. |
|
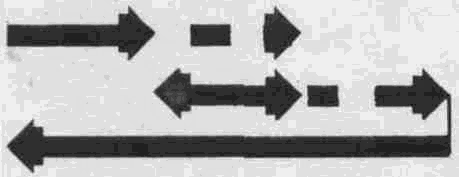
G83 цикл глубокого сверления |
В отличии от цикла G 81 на отрезке R…E выполняется периодический вывод инструмента из отверстия для удаления стружки. |
|
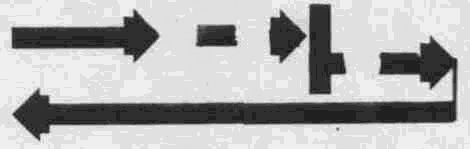
G 84 цикл нарезания резьбы метчиком |
Рабочая подача на отрезке R…E равна шагу резьбы. В точке Е одновременный реверс подачи и вращения шпинделя. Вывод метчика обратным ходом. |
|
G 85 цикл расточки отверстия |
Рабочая подача при расточке на отрезке R…E и на обратном ходе при выводе инструмента. |
|
G 86 цикл расточки с остановом |
Останов вращения шпинделя в конце расточки, быстрый отвод. |
|
G 89 цикл расточки и развертывания |
Рабочая подача при прямом и обратном ходе, останов подачи и выдержка в точке Е. |
|

Действие приведенных постоянных циклов отменяются функцией G80.
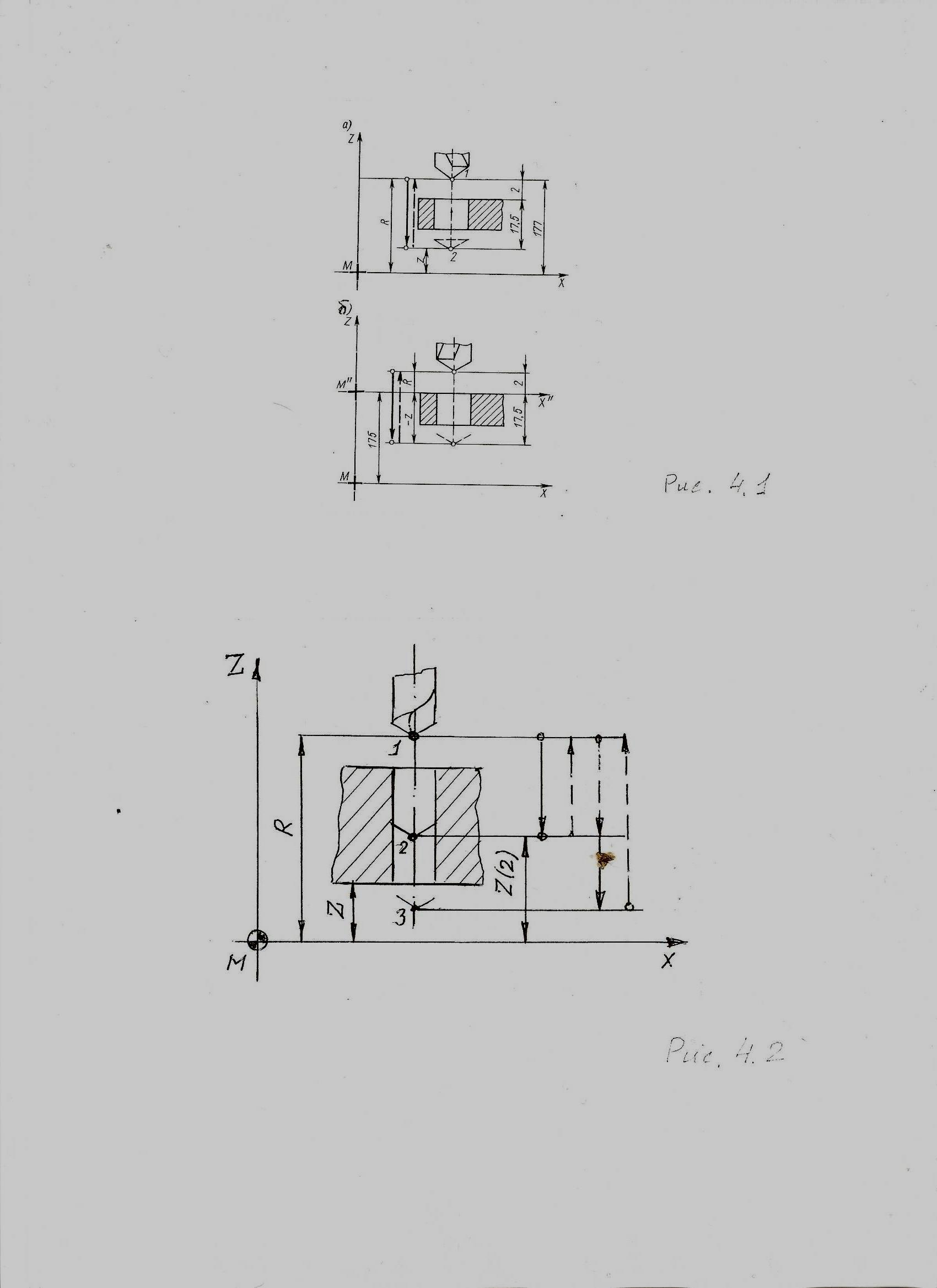
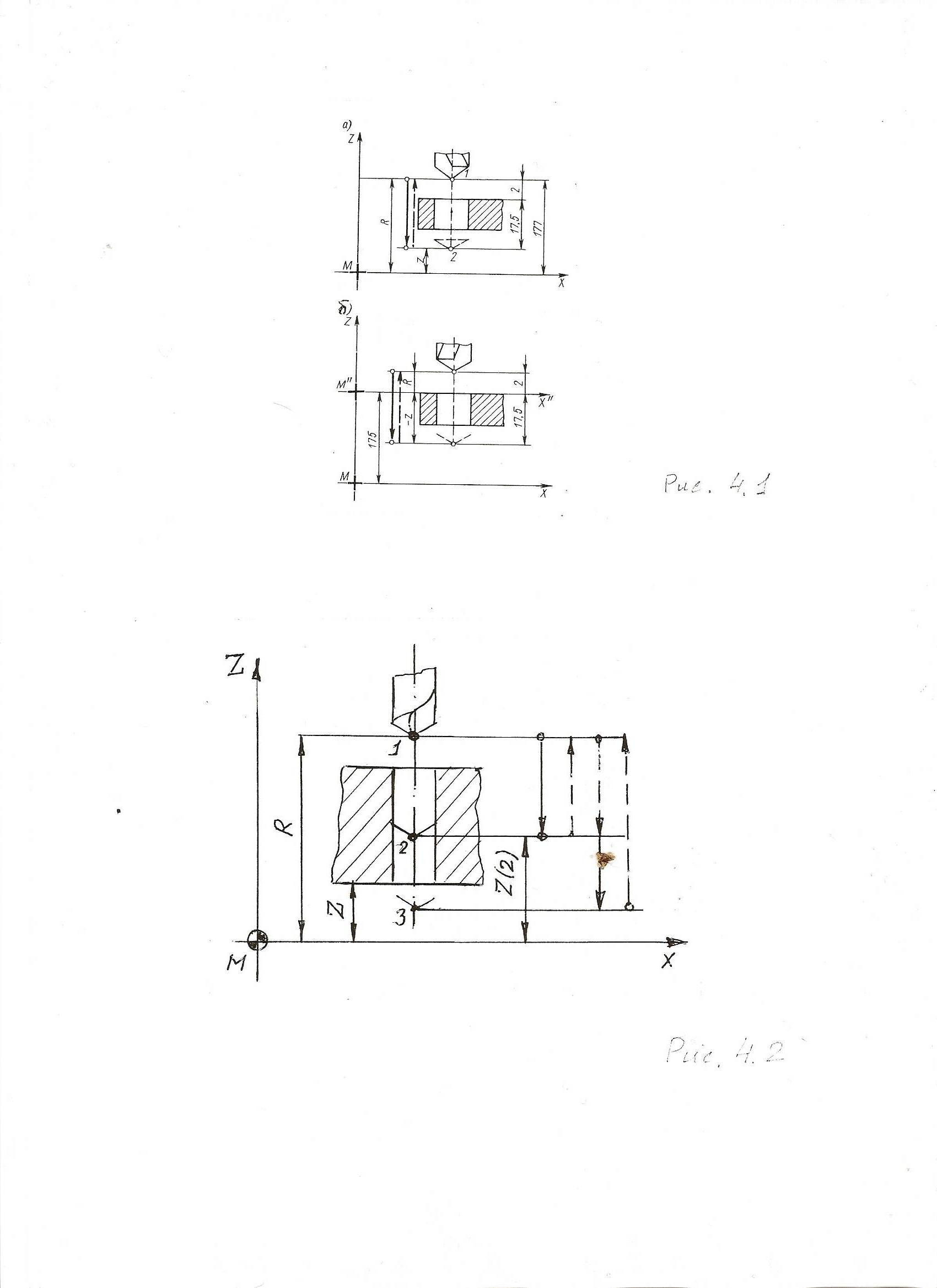
Для организации постоянного цикла G81 сверления отверстий (см. рис. 4.1а) необходимо задать на оси Z положение двух опорных точек – точки 1, от которой происходит перемещение сверла на рабочей подаче, и точки 2 на выходе инструмента, когда рабочая подача выключается. В большинстве УЧПУ положение точки врезания 1 задают параметром R, а положение точки 2 параметром Z. В соответствии с этим в формате записи постоянного цикла G81 указывают эти две координаты и значение подачи: N… G81 Z… R… F… LF
а) б)
Рис.4.1. Схема постоянного цикла сверления отверстий: а – без
смещения нулевой точки начала отсчета; б - со смещением начала отсчета.
При этом в предшествующих кадрах указываются координаты центра отверстия X… Y… и частота вращения шпинделя S…
Для удобства программирования начало отсчета по оси Z смещают до торца детали (см. рис. 4.1б). В результате задаваемый параметр R означает величину врезания, а параметр Z – величину рабочего хода.
Программируемое смещение нуля (плавающий ноль) на величину (R – Z) задают в предшествующем кадре функцией G59:
N… G59 Z… LF
N… G81 Z… R… F… LF
Использование постоянного цикла G81 существенно упрощает процедуру программирования для сверления группы отверстий. Для этого в последующих кадрах дополнительно указывают только координаты центра X… Y… очередного отверстия: