

7.4. Моделирование структуры
технологического процесса
Структура технологического процесса может быть рассмотрена на трех уровнях:
- уровень маршрута;
- уровень операции;
- уровень перехода.
На каждом уровне структура
процесса выражается в виде направленного
графа. На уровне маршрута граф
структуры - это граф,
у которого вершины отображают операции,
а дуги - фиксируют отношения между
операциями. В качестве отношения,
отражающего последовательность
выполнения операций, выбрано отношение
следования. Отношение
следования обозначается следующим
образом: a
![]() b
или b
b
или b
![]() a;
что означает: за элементом a
следует элемент b.
a;
что означает: за элементом a
следует элемент b.
Следование является антирефлексивным, антисимметричным, антитранзитивным отношением. Антирефлексивность следует из того, что за какой-то операцией не может следовать та же самая операция, т. е. выражение a a является ложным. Антисимметричность означает, что последовательность операций менять нельзя, т.е. выражение a b является ложным. Антитранзитивность не позволяет пропускать операции. Если a b и b c, то отсюда не следует, что a c (это выражение ложно).
Граф с указанным отношением называется графом следования. Под структурой процесса понимают граф следования на уровне маршрута. Например, для механической обработки детали характер линейный граф (рис. 48).
![]()

Рис. 48. Линейный граф технологического процесса
обработки резанием: О1…Оn – технологические операции
Граф имеет линейную структуру, т.к. объект воздействия один и заготовка последовательно обрабатывается, начиная с операции О1. Запись в маршрутной технологической карте, по сути, отражает граф следования.
При разработке вариантов технологии выполнения сборочно-сварочных операций для упрощения отображения информации используют кодификатор технологических операций, тогда техпроцесс представляет собой цепочку операций, обозначенных соответствующими шифрами.
Для сборочных процессов структура ТП обычно может быть записана в виде графа типа «дерево», так как сборочный процесс одновременно имеет несколько объектов воздействия. (рис. 49).

Рис. 49. Структура графа ТП типа «дерево»
Структура операции - это граф, в котором вершины отображают переходы, а отношения между вершинами являются отношениями следования (рис. 50).
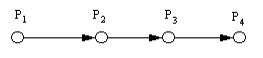
Рис. 50. Линейный граф структуры
технологической операции: Р1…Рn - переходы
Структура операции может быть выражена графом типа «сеть» (рис. 51).
Переходы Р3 и Р4 выполняются одновременно (например, Р3 - точение, Р4 - сверление отверстия). Граф типа "сеть" можно привести к линейному виду, объединяя параллельно выполняемые переходы (блочный переход Р7, рис. 52). Блочным переходом обычно называют переход, выполнение которого осуществляется с помощью инструментального блока. В таком блоке укреплены инструменты для выполнения одновременной обработки нескольких поверхностей. Остальные переходы считают инструментальными.
Р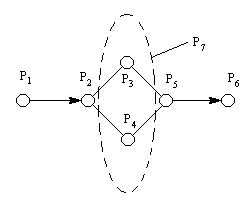 ис.
51. Граф типа «сеть»
ис.
51. Граф типа «сеть»
Цепочки операций в сварочном производстве могут быть достаточно длинными и сложными, однако их можно существенно укоротить и упростить введением типовых комплексных операций. В технологическом процессе очень часто одни операции сопутствуют другим и такие последовательности (например: сборка-прихватка-сварка) повторяются многократно, и поэтому могут быть объединены и определены как типовая комплексная операция, отображаемая в цепочке операций специальным обозначением.
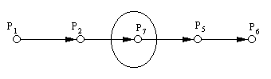

Рис. 52. Приведение графа «сеть» к линейному виду
путем объединения одновременно выполняемых
переходов в блочный переход
Если возникают трудности с отображением последовательности выполнения одновременно выполняемых переходов, то вводят псевдопереходы.
Псевдопереход - это несуществующий (фиктивный) переход, введенный для разделения групп параллельно выполняемых переходов.
Структура перехода - это граф, вершины которого рабочие ходы (подвести сверло, выполнить сверление, отвести сверло из отверстия), а отношения между ними - отношение следования. Структура перехода обычно линейна, так как связана, как правило, с одним инструментом или блоком инструментов.