

3.2 Выбор метода организации технического процесса на жестяницко-сварочном участке
При проектировании сварочно-жестяницкого участка данная задача не решается.
3.3 Схема технического процесса на сварочно-жестяницком участке
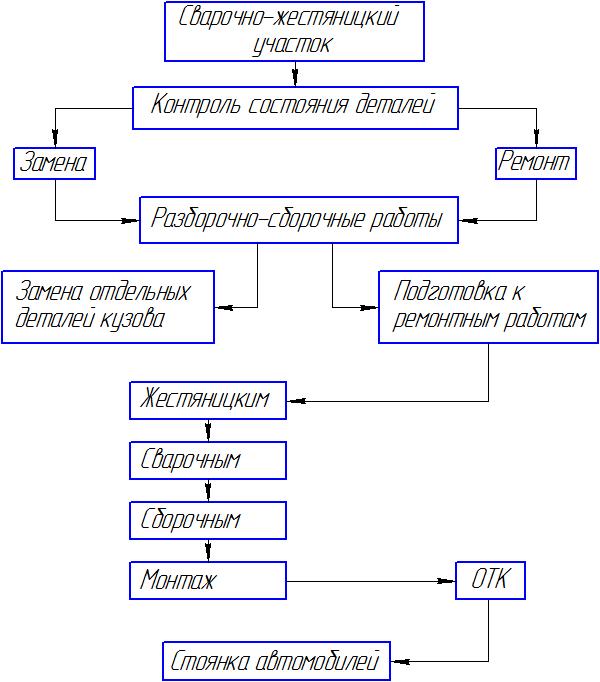
Рисунок 3.3 – Схема технического процесса на сварочно-жестяницком участке
При поступлении автомобиля на сварочно-жестяницкий участок автомобиль проходит контроль состояний деталей. Проводят контрольный осмотр, при необходимости детали, не подлежащие ремонту, заменяют, или возможен ремонт деталей, которые менее подвержены коррозии или деформации. Затем проводят сварочно-разборочные работы и подготавливают отдельные детали, или полностью кузов автомобиля к таким работам, как жестяницкие, сварочные.
После проведения таких работ проводят монтаж отремонтированных деталей. После проведенных работ осуществляется контроль качества сделанных работ, контроль осуществляется главным механиком. В том случае, если в работе не обнаружено никаких дефектов, автомобиль отправляется на стоянку.
3.4 Выбор режима работы производственных подразделений
Автомобили работают 305 дней в году в I смену.
Время выхода автомобилей на линию I смены с 7 ч 10 мин до 8 ч 10 мин. Время возвращения автомобилей в АТП I смены с 17 ч 18 мин до 18 ч 18 мин.
Зона ТР работает в I смену:
первая смена с 8.00 до 16.00 час.
Зона ТО-1 работает в I смену:
вторая смена с 16.00 до 24.00 час.
Зона ТО-2 работает в I смену:
первая смена с 8.00 до 16.00 час.
Сварочно-жестяницкий участок работает в I смену:
первая смена с 8.00 до 16.00 час.
Пост диагностики Д-1 работает I смену:
вторая смена с 16.00 до 24.00 час.
Пост диагностирования Д-2 работает I смену:
вторая смена с 16.00 до 24.00 час.
Количество рабочих дней в году, сменность работы объекта проектирования определяется на основании ранее сделанных расчетов (раздел 2.6 Курсового проекта), а также рекомендаций, представленных в [3, стр. 30].
Для наглядного представления принятых в данном подразделе решений следует составить совмещенный график работы автомобилей на линии и подразделений ТО и ТР на АТП.
Пример такого графика см [3, стр. 30].
Составим совмещенный график:
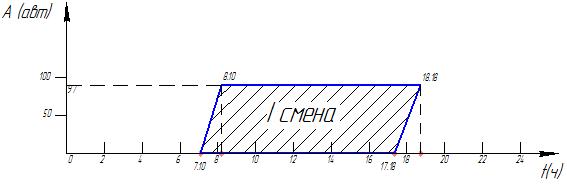
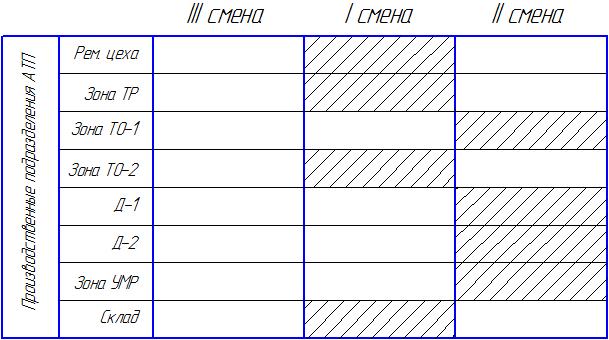
Рисунок 3.4 – Совмещенный график работы автомобилей и подразделений АТП
Масштаб: 1 см – 50 авт.
1 см – 2 часа.
3.5 Расчет количества постов в зоне то-1, (то-2, тр, умр, постов д-1, д-2)
При проектировании сварочно-жестяницкого участка данная задача не решается.
3.6 Распределение исполнителей по специальностям и квалификации
На жестяницко-сварочном участке работает 1 человек, который имеет 5 разряд.
Жестянщик-сварщик 5-го разряда выполняет следующие работы: правка вмятин, изготовление, приклейка и срубка заплат крыла, капота, облицовки, радиатора, боковины, кабины, двери кабины, изготовление хомута топливного бака; рихтовка, вырезка поврежденных мест, изготовление и подгонка заплат под сварку; ручная электродуговая и газоэлектрическая сварка простых деталей и узлов; наплавка простых и ответственных деталей; сварка кузова автосалонов.
3.7 Технологическое оборудование и технологическая оснастка
Таблица 3.1 – Технологическое оборудование (организационная оснастка)
Наименование |
Тип или модель |
Количество |
Размеры в плане (мм) |
Общая площадь (м.кв.) |
|
1 Зигмашина |
2712 |
1 |
1470×810 |
1,19 |
|
2 Трансформатор сварочный |
ЛД-300 |
1 |
600×500 |
0,3 |
|
3 Верстак жестянщика |
|
1 |
1200×800 |
0,96 |
|
4 Преобразователь для ручной электродуговой сварки постоянным током |
ПСО-300 |
1 |
600×500 |
0,3 |
|
5 Вертикально-сверлильный станок |
ГН-125 |
1 |
1000×750 |
0,75 |
|
6 Щит для сварочных работ |
ГОСНИТИ 7547 |
1 |
1000×1500 |
1,5 |
|
7 Стенд для ремонта кабин |
|
1 |
1650×1200 |
1,9 |
|
8 Регулятор ацетиленовый баллонный двухступенчатый |
ФАД-1-65 |
1 |
500×600 |
0,3 |
|
9 Редуктор кислородный баллонный двухступенчатый |
ДКД-15-65 |
2 |
500×450 |
0,45 |
|
Итого: |
7,65 |
||||
Таблица 3.2 – Технологическая оснастка
Наименование |
Модель или ГОСТ |
Количество |
1 Набор инструментов и приспособлений для правки кузова автомобилей |
И-305-М |
1 |
2 Набор инструментов и приспособлений для правки кузова автомобилей |
И-3051М |
1 |
3 Электроножницы |
ИЗ-5402 |
1 |
4 Комплект горелок для ручной ацетилено-кислородной сварки и пайки деталей из черных и цветных металлов с наконечниками 0, 1, 2, 3 (звезда) |
«Звездочка» |
1 |
5 Комплекс горелок средней мощности (с наконечником №1, 2, 3, 4, 5, 6, 7) |
ГС-3 |
|
6 Комплект резаков для разделительной кислородной резки стали |
Факел |
|
7 Ключи гаечные торцовые не механизированные со смещенными головками |
2336-М1 |
|