

1.4. Точность центрирования. Выбор типоразмера цен-трировочного патрона и способа центрирования.
Точность
центрирования линзы чаще всего
характеризуют децентрировками ![]() и
и
![]() ее
оптических поверхностей (см. рис. 1.1 а).
На точность центрирования влияют
стабильность оси вращения шпинделя,
предназначенного для закрепления
заготовки, геометрическая точность
центрировочного патрона и точность
совмещения оптической оси заготовки с
осью вращения патрона.
ее
оптических поверхностей (см. рис. 1.1 а).
На точность центрирования влияют
стабильность оси вращения шпинделя,
предназначенного для закрепления
заготовки, геометрическая точность
центрировочного патрона и точность
совмещения оптической оси заготовки с
осью вращения патрона.
Первый из перечисленных факторов зависит от класса точности станка, который указывается в его паспорте и должен учитываться при выборе станка.
Конструкция центрировочного патрона ( рис.1.6 ) должна с заданной точностью обеспечивать при закреплении патрона в шпинделе станка выполнение требований, перечисленных на стр. 13. Для этой цели на патроне с высокой точностью выполняется ряд поверхностей.
Конструкция центрировочного патрона
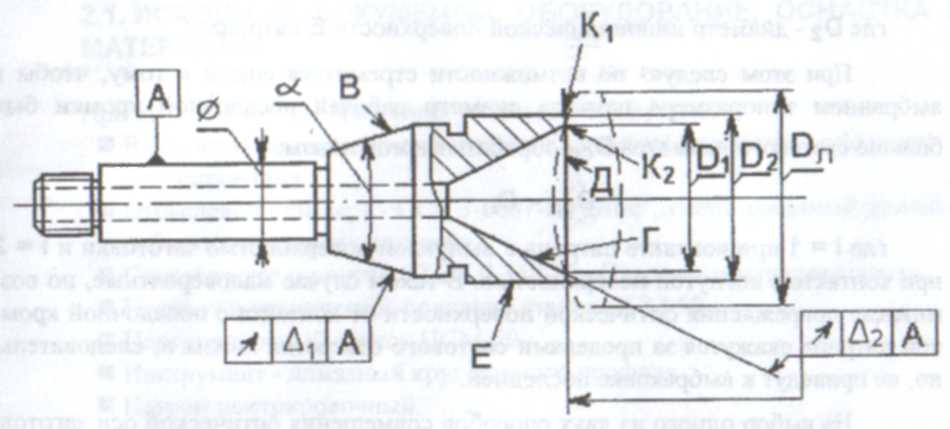
Рис. 1.6
Цилиндрическая
поверхность А
и
конус В
являются
сборочными базами патрона. При его
установке на шпиндель эти поверхности
приводятся в контакт с соответствующими
им по размерам и форме посадочными
поверхностями шпинделя. Точность посадки
обеспечивается точностью размеров ![]() ,
,
![]() и
допуском
и
допуском ![]() на
несоосность поверхностей А
и
В.
Конус
Г,
плоскость
Д
и
цилиндр Е
образуют
две посадочные кромки:
на
несоосность поверхностей А
и
В.
Конус
Г,
плоскость
Д
и
цилиндр Е
образуют
две посадочные кромки: ![]() -
для установки на патрон заготовок
вогнутой посадочной поверхностью и
-
для установки на патрон заготовок
вогнутой посадочной поверхностью и
![]() -
для установки выпуклой поверхностью
-
для установки выпуклой поверхностью
(
показана на рис. 1.6.
пунктиром).
Для обеспечения заданной точности
центрирования поверхности Г,
Д
и
Е
обрабатываются
с выдерживанием требований по допустимому
биению ![]() этих
поверхностей относительно базы А.
Чем
выше требования к точности центрирования
линзы, тем жестче должны быть требования
к указанным геометрическим параметрам
патрона Конструкция патронов, их
размеры и точностные требования к ним
установлены отраслевым стандартом.
этих
поверхностей относительно базы А.
Чем
выше требования к точности центрирования
линзы, тем жестче должны быть требования
к указанным геометрическим параметрам
патрона Конструкция патронов, их
размеры и точностные требования к ним
установлены отраслевым стандартом.
Выбор
конкретного типоразмера патрона может
быть произведен с помощью указанного
стандарта. Для этого, прежде всего,
выбирают тип и исполнение патрона,
ориентируясь при этом на его назначение,
точностные возможности и особенности
применения, указанные вначале каждого
из разделов стандарта. Затем, исходя из
диаметра ![]() обрабатываемой
линзы, среди типоразмеров патронов
выбранного типа и исполнения находят
такой, который удовлетворяет
неравенству:
обрабатываемой
линзы, среди типоразмеров патронов
выбранного типа и исполнения находят
такой, который удовлетворяет
неравенству:
![]()
где
![]() -
диаметр цилиндрической поверхности Е
патрона.
-
диаметр цилиндрической поверхности Е
патрона.
При этом следует по возможности стремиться еще и к тому, чтобы в выбранном типоразмере патрона диаметр рабочей посадочной кромки был
больше светового диаметра DCB обрабатываемой линзы:
DCB < Di,
где i = 1 при контакте патрона с выпуклой поверхностью заготовки и i = 2 при контакте с вогнутой поверхностью. В таком случае маловероятные, но возможные повреждения оптической поверхности от контакта с посадочной кромкой патрона окажутся за пределами светового отверстия линзы и, следовательно, не приведут к выбраковке последней.
На выбор одного из двух способов совмещения оптической оси заготовки с осью вращения центрировочного патрона решающее влияние оказывает требуемая точность центрирования. При самоцентрировании заготовки посредством механического зажима линейная погрешность С совмещения осей заготовки и патрона удовлетворяет равенству:
С
= 0,1(|![]() |-7), (1.3)
|-7), (1.3)
где - угол между касательными к поверхностям заготовки в точках контакта с патроном, определяемый по формуле:
![]() (1.4)
(1.4)
где
![]() и
и
![]() - диаметры посадочных кромок левого и
правого центрировочных патронов
соответственно, a
- диаметры посадочных кромок левого и
правого центрировочных патронов
соответственно, a
![]() и
и
![]() -
радиусы кривизны оптических поверхностей
заготовки, контактирующих с левым и
правым патроном соответственно (
значение радиуса кривизны имеет знак
"+", если поверхность выпуклая,
и если - вогнутая).
-
радиусы кривизны оптических поверхностей
заготовки, контактирующих с левым и
правым патроном соответственно (
значение радиуса кривизны имеет знак
"+", если поверхность выпуклая,
и если - вогнутая).
При использовании контролируемого совмещения осей заготовки и патрона точность совмещения зависит от точности применяемого метода и средств контроля. Применение наиболее точных современных контрольно-измерительных приборов позволяет осуществить эту операцию с погрешностью, не превышающей 0,002 - 0,003 мм. При визуальном контроле невооруженным глазом в зависимости от квалификации оператора погрешность может составлять величину от 0,02 до 0,1 мм