

1.4 Виды контроля качества термической обработки
Качество деталей должно быть обеспечено строгим соблюдением и контролем (преимущественно автоматизированным) всех технологических параметров при закалке и отпуске (операционный контроль).
Окончательный контроль качества деталей должен предусматривать выборочную или сплошную проверку всех параметров, предусмотренных чертежами и техническими условиями на термическую обработку, включая визуальную проверку наружных дефектов и качества очистки поверхности деталей, определение деформации.
Валы длиной свыше 1500 мм – на обоих концах имеют припуски по длине, предназначенные для вырезания контрольных образцов для испытания на разрыв, ударную вязкость и на изгиб [1].
Припуски на обработку валов назначаются в зависимости от диаметра и длины вала и колеблются для диаметров от 200 до 500 мм и длин от 2500–6000 мм в пределах 25–40 мм на диаметр [1].
2 ВЫБОР И ОПИСАНИЕ РАБОТЫ ТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
2.1 Основное оборудование
2.1.1 Большая шахтная топливная печь
Для термической обработки крупных стальных деталей массой от нескольких сот килограммов до десятков тонн, таких как валы различного назначения и формы, стволы, роторы больших электромашин, коленчатые валы судовых дизелей, валки прокатных станов, применяют большие шахтные печи с загрузкой сверху, чаще топливного типа [6].
Масса гребного вала:
m = V · ρ,
где V – объем металла, м3, ρ = 7800 кг/м3 – плотность стали.
V = π · R2 · H = 3,14 · 0,152 · 12 = 0,85 м3.
m = 0,85 · 7800 = 6630 кг.
Вертикальные печи с непосредственным отоплением хорошо работают на газовом топливе (рисунок 3).
Такая печь представляет собой футерованный цилиндр, по высоте которого расположены горелки 2. при отоплении газом низкого давления оси горелок направляют тангенциально деталям. Это позволяет создать вокруг последних равномерный кольцевой поток движущихся газов и предотвращать местные перегревы. По высоте печи горелки располагаются в шахматном порядке с расстоянием между рядами 0,8…1,2 м. Для создания более равномерного нагрева количество беспламенных горелок увеличивают и расстояние между ними по вертикале доводят до 0,4…0,6 м. Работу горелок необходимо регулировать по отдельным зонам. Продукты сгорания в вертикальных шахтных печах отводят в низ печи по каналам 1 в направлении естественного движения более холодных газов, а в печах беспламенного горения – вверх. Это снижает стоимость подземных сооружений [7].
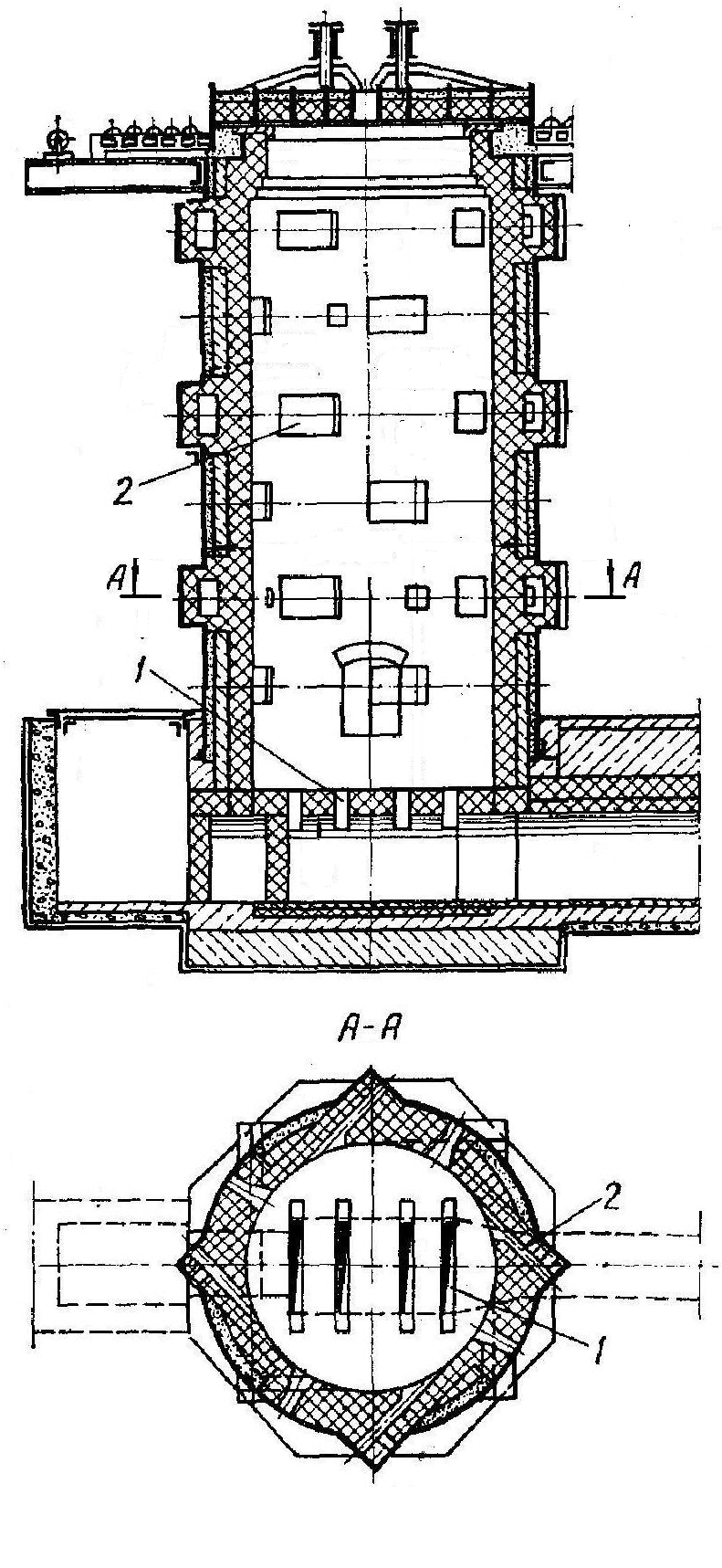
Рисунок 3. Большая шахтная топливная печь ТШОВ [7]
Выбор данной конструкции можно объяснить в силу следующих причин:
данная конструкция печи позволяет обеспечить равномерный нагрев всего изделия;
загрузка печи производится сверху мостовым краном, деталь подвешивается вертикально на якорь – жаропрочную подвеску, для улучшения использования объема печи и так как в процессе нагрева деталь не деформируется;
в печи осуществляется равномерный нагрев всего изделия, в силу шахматного расположения горелок,
что нагрев можно регулировать по зонам;
топливом данной печи служит газ, что в условия нашей страны выгодно, по сравнению с мазутом и электричеством.
Для нагрева под закалку используется большая шахтная топливная печь ТШОВ-10.160/11.
Для проведения операции отпуска используется большая шахтная топливная печь ТШОВ-10.160/7.