

5.9 Разработка и проектирование
Создание документированных процедур по организации всех этапов разработки, проектирования и постановки продукции на производство.
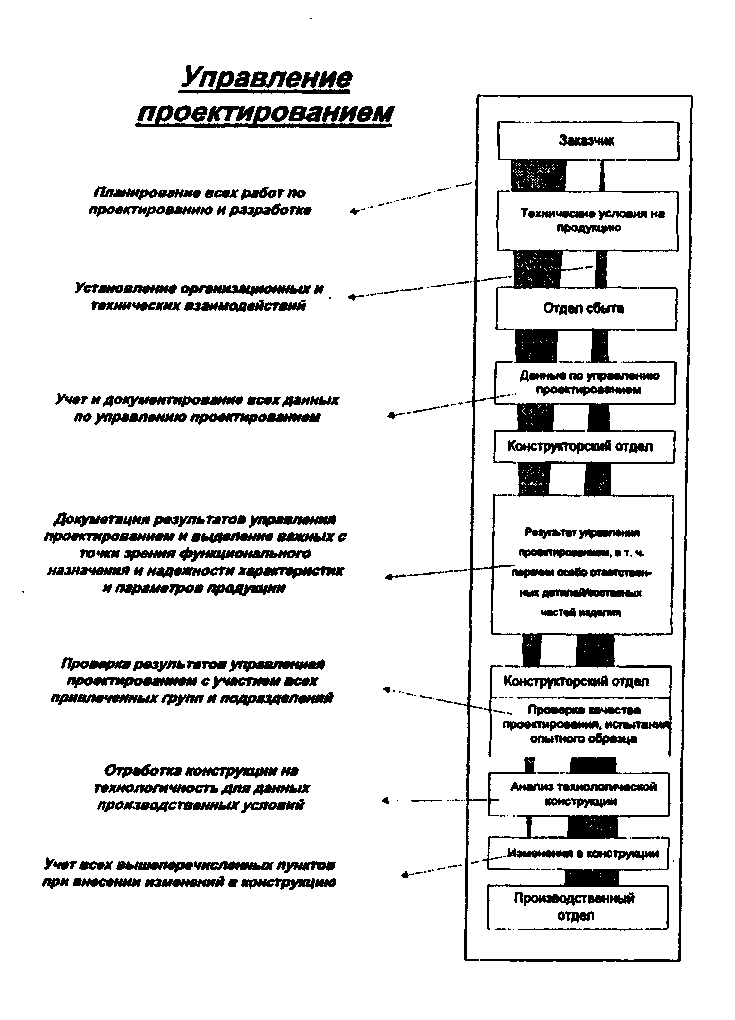
Рисунок 5.7 -Схема управления проектированием
5.10 Процессы производства и обслуживания
Основные акценты стандарта ISO 9001 : 2000
- постоянное усовершенствование и модернизация технологий, производственного и испытательного оборудования;
- повышение персональной ответственности производственного персонала за качество продукции (включая материальное стимулирование и штрафные санкции);
- постепенное внедрение системы самоконтроля.
Общие положения.
Организация должна осуществлять контроль процессов производства и обслуживания посредством:
- доступности понятных стандартов и инструкций;
- использования и применения соответствующего оборудования для обеспечения производства, монтажа и сервисного обслуживания;
- использования подходящих окружающих условий;
- доступности и применения соответствующего контрольного, испытательного и измерительного оборудования, характеризующегося точностью и непогрешностью в измерениях;
- применения соответствующих действий по управлению, контролю и испытаниям;
- идентификации статуса продукции и (или) услуг в соответствии с требованиями процессов контроля и проверок;
- соответствующих методов отгрузки и поставки продукции и (или) услуг.
5.11 Погрузочно-разгрузочные работы, хранение, упаковка,
консервация и поставка
Организация должна обеспечить отсутствие негативного влияния на требования к продукции и (или) услугам, которое может возникнуть в результате внутренних процессов и конечной поставки продукции и/или услуг, идентификации, упаковки, хранения, консервации и погрузочно-разгрузочных работ. Данное требование применимо как к запчастям и комплектующим продукции, так и к элементам услуг.
5.12 Управление несоответствующей продукцией
- детальная регистрация и учет всей информации и данных по несоответствующей продукции;
- статистическая обработка данных о браке;
- установление и выполнение конкретных задач по снижению количества несоответствий вплоть до достижения "нулевого дефекта".
5.13 Контроль, анализ и усовершенствование
Организация должна разработать и применять процедуру по контролю, анализу и усовершенствованию как способ демонстрации соответствия продукции и (или) услуг определенным требованиям. Тип, назначение и время проверок должно быть установлено и результаты поверок должны быть протоколироваться согласно их важности. Результаты анализа данных и корректирующих мероприятий должны быть частью анализа со стороны руководства.
Контроль работы системы.
Организация должна разработать и установить процессы по контролю работы системы управления качества Удовлетворение заказчика следует рассматривать как приоритетное средство оценки непрерывного соответствия/ развития системы.
Исследование степени удовлетворенности заказчика.
Организация должна разработать процесс по получению и управлению информацией и данных по удовлетворению заказчика. Должны быть определены: методы и средства получения информации и данных по удовлетворению заказчика, характер и частота их анализа. Процесс будет выявлять уровень уверенности заказчика в получении соответствующей продукции и (или) услуг, предоставляемых организацией.
Организация должна применять соответствующие меры для внедрения внутреннего улучшения. Эффективность примененных мер должна оцениваться периодически.