

5.1 Причины разработки новых стандартов серии исо 9000
Согласно требованиям ИСО все стандарты ИСО должны пересматриваться каждые 5 лет.
Осуществление пересмотра стандартов было вызвано всеобщим опросом 1120 пользователей и заказчиков по следующим аспектам:
- Отношение к существующим стандартам
- Требования к пересмотренным/переизданным стандартам
- Соотношение стандартов системы управления качеством и стандартов системы защиты окружающей среды (ИСО 1400)
ИСО 9004/2000 основан на восьми принципах управления качеством:
- фокусирование на заказчике;
- лидерство;
- привлечение сотрудников;
- использование модели процесса;
- системный подход к управлению;
- постоянное усовершенствование;
- фактический подход к принятию рабочих решений;
- взаимовыгодные отношения с поставщиками.
5.2 Модель процесса управления качеством
Являясь моделью всех процессов системы управления качеством, данная модель демонстрирует при более тщательном рассмотрении как вертикальные, так и горизонтальные связи между процессами.
Примером петли горизонтального анализа служит признание данной моделью того факта, что заказчики играют существенную роль в ходе определения входных требований к процессам, затем специфицированные процессы реализации продукции (услуг) непосредственно осуществляются и на выходе процесса анализируется степень удовлетворенности заказчика. Выходные данные используются с целью усовершенствования входных данных заказчика, замыкая таким образом, горизонтальную петлю процессов.
Второстепенные вертикальные и горизонтальные петли процессов возникают и (или) оказывают влияние как результат функционирования основных процессов организации.
Модель процесса создавалась не для детального рассмотрения процессов на различных уровнях. Тем не менее, все требования системы управления качеством для достижения соответствия продукции (услуг) могут быть размещены в пределах данной модели.
Процесс непрерывного усовершенствования:
- определение задач политики качества организации и тех способов, которыми система управления качеством может достичь решения данных задач;
- определение процессов, критических при решении задач в области качества;
- принятие мер по достижению эффективности каждого процесса с целью выполнения задач в области качества;
- принятие мер по определению текущей эффективности всех процессов;
- поиск возможностей по улучшению в эффективности, действенности и упрощении процессов;
- определение способов по предотвращению дефектов, сокращение непостоянства параметров и уменьшение отходов и брака;
- определение риска;
- определение и приоритетное отношение к тем усовершенствованиям, которые могут обеспечить оптимальные результаты с приемлемой долей риска;
- планирование стратегии, процессов и ресурсов для достижения намеченных усовершенствований;
- выполнение этого плана;
- анализ эффекта от внедрения усовершенствований;
- оценка фактических результатов в сравнении с ожидаемыми результатами;
- анализ действий по усовершенствованию для определения соответствующих последующих действий.
Процессы усовершенствования являются непрерывными процессами и не рассматриваются как окончательное решение.
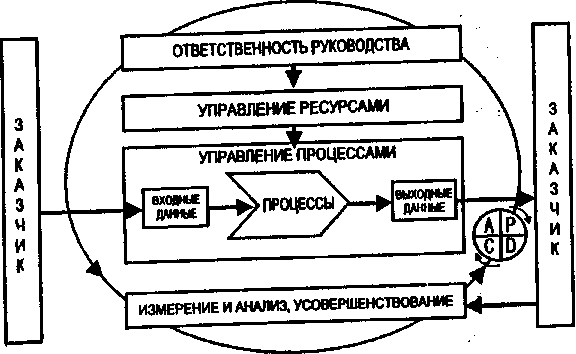
Рисунок 5.1 - Модель процесса управления качеством
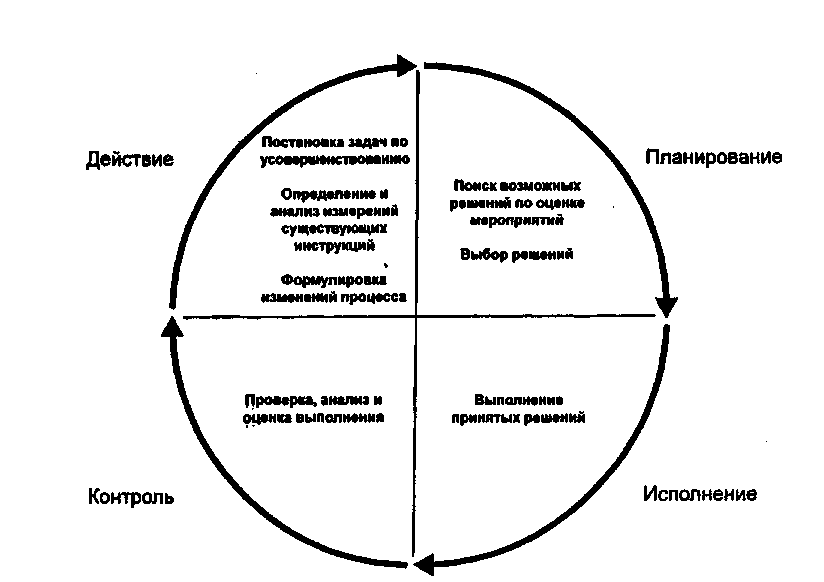
Рисунок 5.2 -Круг Деминга
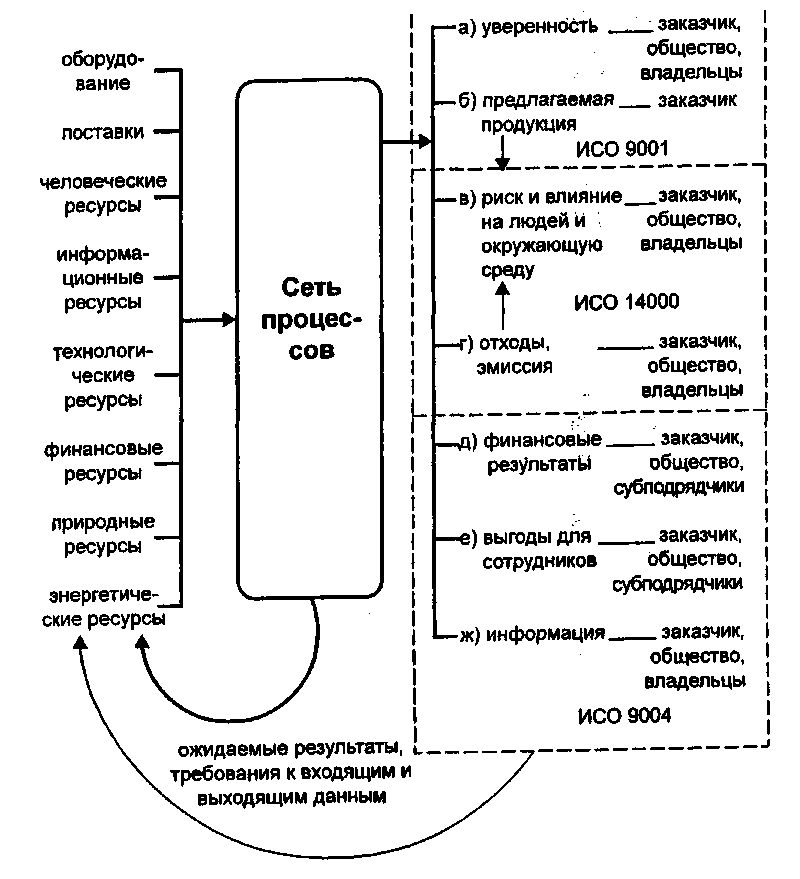
Рисунок 5.3 - Процессы управления качеством