

4.8 Радиационные методы контроля
Радиационный неразрушающий контроль основан на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с контролируемом объектом. Методы радиационного контроля определяются характером взаимодействия ионизирующего излучения с контролируемым объектом (прошедшего излучения, рассеянного излучения, активационного анализа и др.), а также способом регистрации первичной информации (радиографический, радиоскопический и др.). Радиационные методы дефектоскопии используют для просвечивания излучения рентгеновских аппаратов, закрытых радиоизотопных источников на основе изотопов и тормозное излучение бетатронов (ГОСТ 20426-75).
Радиационные методы контроля обеспечивают обнаружение всевозможных дефектов в материале, являющемся оптически непрозрачным, за счет регистрации ослабления интенсивности излучения, проходящего через контролируемый объект. Объектами контроля могут быть сварные соединения, слитки и отливки, агрегаты, узлы и механизмы, многослойные материалы и конструкции, материалы большой плотности, клепаные соединения. Радиационные методы контроля обнаруживают дефекты и неисправности типов непроваров, трещин, газовых пор, прожогов, рыхлот, шлаковых включений, разностенности, разрушений, коррозионных поражений, усталостных деформаций, наличия посторонних предметов и др.
Рентгеновское и γ - просвечивания - один из самых распространенных методов дефектоскопии, их применяют почти на каждом крупном машиностроительном заводе. Рентгеновская и γ - лаборатории особенно необходимы на тех предприятиях, где большое место занимают литейные и сварочные процессы.
Источниками проникающей радиации (ионизирующего излучения) служат рентгеновские аппараты (рентгеновские трубки), ускорители заряженных частиц и радиоактивные изотопы. Их применяют для просвечивания стальных деталей толщиной до 160 мм. В рентгеновских аппаратах применяют различные по конструкции рентгеновские трубки, наиболее распространенные - двухэлектродные. В стеклянном баллоне с вакуумом 106…108 мм рт. ст. имеются два электрода (рис. 4.10): анод 1 в виде медного полого цилиндра с приваренной к нему вольфрамовой мишенью и катод 3 в виде спирали из толстой вольфрамовой проволоки. К электродам от высоковольтного трансформатора подводится высокое напряжение, а к спирали - низкое. При накале нити спирали вследствие термоэлектронной эмиссии из нее вы летают электроны 2, которые специальным устройством фокусируются в узкий пучок и под действием электрического поля с большой скоростью движутся к аноду. Электронный пучок тормозится вольфрамовой пластиной, возникает тормозное рентгеновское излучение.
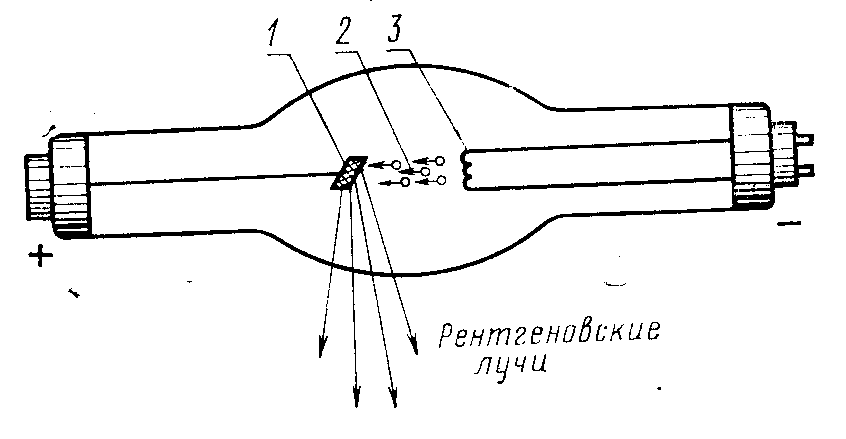
Рисунок 4.10 - Схема рентгеновской трубки
В качестве ускорителей заряженных частиц, используемых в дефектоскопии, применяют бетатроны, линейные ускорители и микротроны. Наибольшее распространение получили бетатроны. Бетатрон - это индукционный ускоритель электронов, состоящий из электромагнита, который предназначен для получения электрического поля в вакуумной камере, необходимого для ускорения и управления движением электронов, рентгеновской бетатронной камеры, где электроны движутся с большим ускорением по окружности, и инжектора (электронной пушки), а также блока питания и пульта управления.
Электроны, введенные инжектором в камеру, движутся с ускорением по окружности под действием индуцируемого электромагнитом вихревого электрического поля и, совершив большое число оборотов, получают ускорение до энергии нескольких десятков мегаэлектронвольт. Ускоренные электроны направляются на мишень из платины или вольфрама. В результате торможения возникает тормозное излучение. Ускорители электронов являются источниками высокоэнергетического тормозного излучения (до 35 МэВ). Их применяют для просвечивания стальных изделий большой толщины - более 450 мм. Они служат также источниками β - излучения высокой энергии и генераторами нейтронного потока.
Источниками гамма-лучей являются естественные и искусственные радиоактивные элементы. Гамма-излучение связано с наличием возбужденного ядра, полученного в процессе радиоактивного распада и обладающего избытком энергии. В момент перехода ядра из возбужденного состояния в невозбужденное, освобождаются один или несколько квантов. Энергия квантов колеблется в пределах от десятков килоэлектронвольт до нескольких мегаэлектронвольт. В дефектоскопии используются искусственные радиоактивные элементы.
Источники излучения для гамма - дефектоскопии с различной мощностью экспозиционной дозы излучения установлены государственными стандартами.
Рентгеновские и гамма-лучи, как и световые, и радиоволны. имеют электромагнитную природу. Длина волны любого электромагнитного излучения связана с его энергией обратно пропорциональной зависимостью, т. е. чем меньше длина волны, тем больше его энергия, а, следовательно, и проникающая способность. Поэтому коротковолновое излучение называют жестким, а длинноволновое - мягким. Радиоактивные изотопы применяют для просвечивания стальных изделий толщиной до 200 мм. Многие радиоактивные изотопы обладают более жестким излучением, чем рентгеновское.
Одной из основных характеристик радиоактивных изотопов является период полураспада - время, в течение которого в среднем распадается половина всех атомов данного вещества. Период полураспада характеризует степень стабильности (устойчивости) радиоактивного ядра. При контроле радиоактивными изотопами следует руководствоваться этой характеристикой, при необходимости ввода поправки.
В радиационной дефектоскопии имеют место такие понятия, как интенсивность излучения, доза излучения и мощность дозы излучения.
Интенсивность излучения - это переносимая излучением энергия в единицу времени через малую сферу, отнесенная к площади поперечного сечения этой сферы.
Доза излучения (поглощенная доза) - энергия излучения, поглощенная в единице массы облучаемого вещества.
Мощность дозы излучения - приращение поглощенной дозы в единицу времени.
Прохождение ионизирующего излучения через вещество сопровождается рядом характерных явлений, используемых в дефектоскопии.