

3.4.2 Принципы постоянства базы и совмещения баз. Закрепление деталей. Последовательность операций
Наибольшей точности обработки детали можно достигнуть в том случае, когда весь процесс обработки ведется от одной базы с одной установкой, так как ввиду возможных смещений при каждой новой установке вносится ошибка во взаимное расположение осей поверхностей. Так как в большинстве случаев невозможно полностью обработать деталь на одном станке и приходится вести обработку на других станках, то в целях достижения наибольшей точности необходимо все дальнейшие установки детали на данном или другом станке производить по возможности на одной и той же базе.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
Если по характеру обработки это невозможно и необходимо принять за базу другую поверхность, то в качестве новой базы надо выбирать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в собранной машине.
Надо всегда помнить, что каждый переход от одной базы к другой увеличивает накопление погрешностей установок (погрешностей положения обрабатываемой детали относительно станка, приспособления, инструмента).
При выборе баз различного назначения надо стремиться использовать одну и ту же поверхность в качестве различных баз, так как это тоже способствует повышению точности обработки.
В этом отношении целесообразно в качестве измерительной базы использовать установочную базу, если это возможно; еще более высокой точности обработки можно достигнуть, если сборочная база является одновременно установочной и измерительной. В этом и заключается принцип совмещения баз.
Решение вопроса о возможности использования установочной базы в качестве измерительной зависит от того, какой размер детали должен быть точно выдержан и от какой поверхности при измерении может быть произведен отсчет размера.
По рис. 3.4.а точно выдерживается размер х; отсчет этого размера производится от поверхности А-А, которая в данном случае является одновременно измерительной и установочной базой.
По рис. 3.4.б точно выдерживается размер у, отсчет его производится от поверхности В-В, которая, следовательно, является в этом случае измерительной базой; установочной же базой по-прежнему служит поверхность А-А, на которую в обоих случаях устанавливается обрабатываемая деталь.
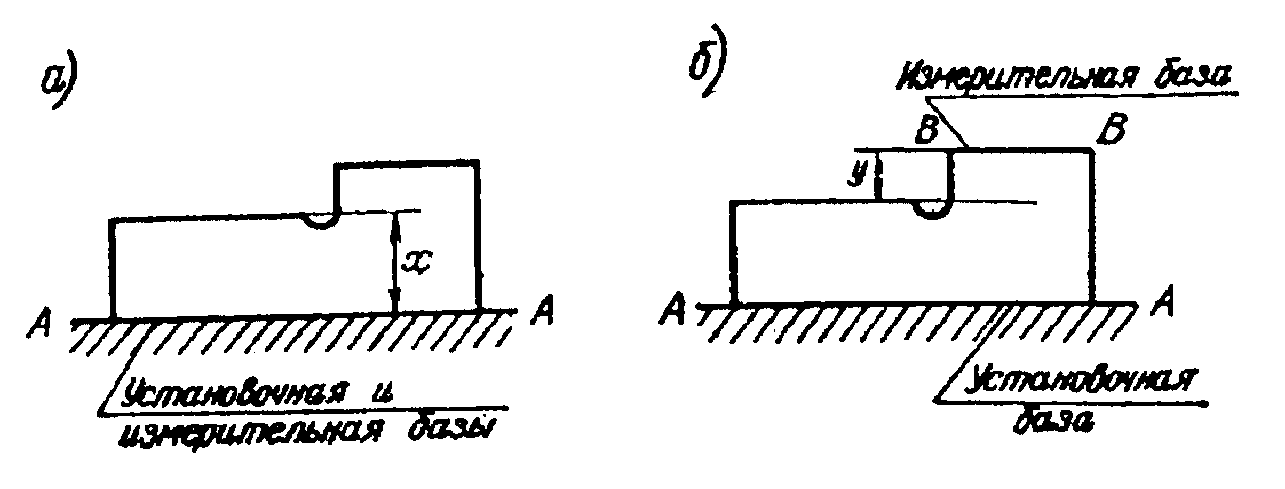
Рисунок 3.4 - Установочная и измерительная базы
Размеры базы должны позволять получить надежное, прочное крепление детали, обеспечивающее неизменность ее положения во время обработки; базирующие поверхности не должны деформироваться от воспринимаемой ими силы, возникающей при обработке; они должны быть расположены так, чтобы непосредственно воспринимать силу резания и силы зажатия и быть возможно ближе к обрабатываемым поверхностям. Для соблюдения указанных требований необходимо обеспечить плотное прилегание обрабатываемой детали к опорным поверхностям приспособления или станка. Это достигается соответствующими зажимными устройствами, которые закрепляют деталь достаточно жестко, не деформируя ее.
Упругие деформации детали, возникающие от сил зажатия, как и от силы резания, оказывают значительное влияние на точность обработки, особенно при недостаточной жесткости, так как точно обработанная поверхность детали, деформированной силами зажатия, после снятия детали с приспособления может стать искаженной вследствие обратных деформаций детали, освобожденной от сил зажатия. Чтобы деталь не деформировалась при зажатии, необходимо зажимным силам противопоставить реакции опор, располагаемых так, чтобы обрабатываемые поверхности детали были жестко подперты и чтобы силы зажатия создавали в обрабатываемой детали только напряжение сжатия. В основу расчета силы зажатия должна быть положена величина силы резания с учетом ее направления и точки приложения.
Обработка детали начинается с поверхности, которая служит установочной базой для дальнейших операций. Для обработки этой поверхности, т. е. для выполнения первой операции, в качестве черновой базы приходится принимать, как уже упоминалось, необработанную поверхность, которая должна быть по возможности чистой, гладкой и ровной, без заусенцев и уклонов (последние применяются при изготовлении отливок, поковок, штамповок). При отсутствии поверхности, удовлетворяющей этим требованиям, у заготовок делают специальные установочные бобышки, на которые деталь базируется при обработке ее установочной поверхности (установочной базы),
Далее, когда обработана установочная поверхность, обрабатывают остальные поверхности, соблюдая при этом определенную последовательность и имея в виду, что обработка каждой последующей поверхности может искажать ранее обработанную поверхность. Это происходит по той причине, что снятие режущим инструментом слоя металла с поверхности детали вызывает перераспределение внутренних напряжений в материале детали, что приводит к ее деформации.
В связи с указанным явлением сначала обрабатывают поверхности, к точности которых предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Последней обрабатывается поверхность, которая должна быть наиболее точной и имеет наибольшее значение для работы детали в собранной машине. Если по условиям обработки эту поверхность необходимо обработать раньше, то после обработки всех остальных поверхностей ее надо повторно обработать для выверки и придания ей окончательного размера.
Например, обработку зубчатых колес обычно начинают с обработки отверстия, так как оно (как уже упоминалось выше) служит базой для дальнейших операций. Но так как это отверстие сопрягается с поверхностью вала, на который надевается данное колесо, совместно с ним работает в собранной машине и, следовательно, должно быть очень точным, так как является сборочной базой, то после ряда операций обработка зубчатого колеса заканчивается шлифованием отверстия.
При необходимости точной обработки в качестве установочных баз следует по возможности выбирать основные базы, а не вспомогательные, так как при этом обработка может быть произведена с минимальной погрешностью. При обработке от вспомогательных баз всегда возникают дополнительные погрешности.
Если при выполнении некоторых операций есть опасность получения брака из-за специфических условий обработки, то эти операции следует выполнять в начале процесса обработки, по возможности раньше, благодаря чему в случае брака будет устранена лишняя работа.