

2.18 Размерно-подобные ряды
Проектирование размерно-подобных машин имеет свои особенности. Главная из них заключается в том, что выходные показатели машин зависят не только от геометрических размеров машины, но и от параметров рабочих процессов.
Для сохранения полного подобия машин различных размеров необходимо соблюсти, во-первых, геометрическое подобие, во-вторых, подобие рабочего процесса, т. е. обеспечить одинаковость параметров тепловой и силовой напряженности машин в целом и их деталей.
Критерии подобия разработаны для большинства типов машин и рабочих процессов. Например, для двигателей внутреннего сгорания (рис. 2.6) условий подобия два:
1)
равенство среднего эффективного давления
![]() ,
зависящего от давления и температуры
смеси на всасывании;
,
зависящего от давления и температуры
смеси на всасывании;
2) равенство средней скорости поршня
![]() ,
,
где s - ход поршня;
п - число оборотов двигателя,
или равенство произведения D∙n,
где
D
- диаметр цилиндра, связанный с ходом
поршня в геометрически подобных
двигателях соотношением
![]() .
.
В
обобщенном виде
![]()
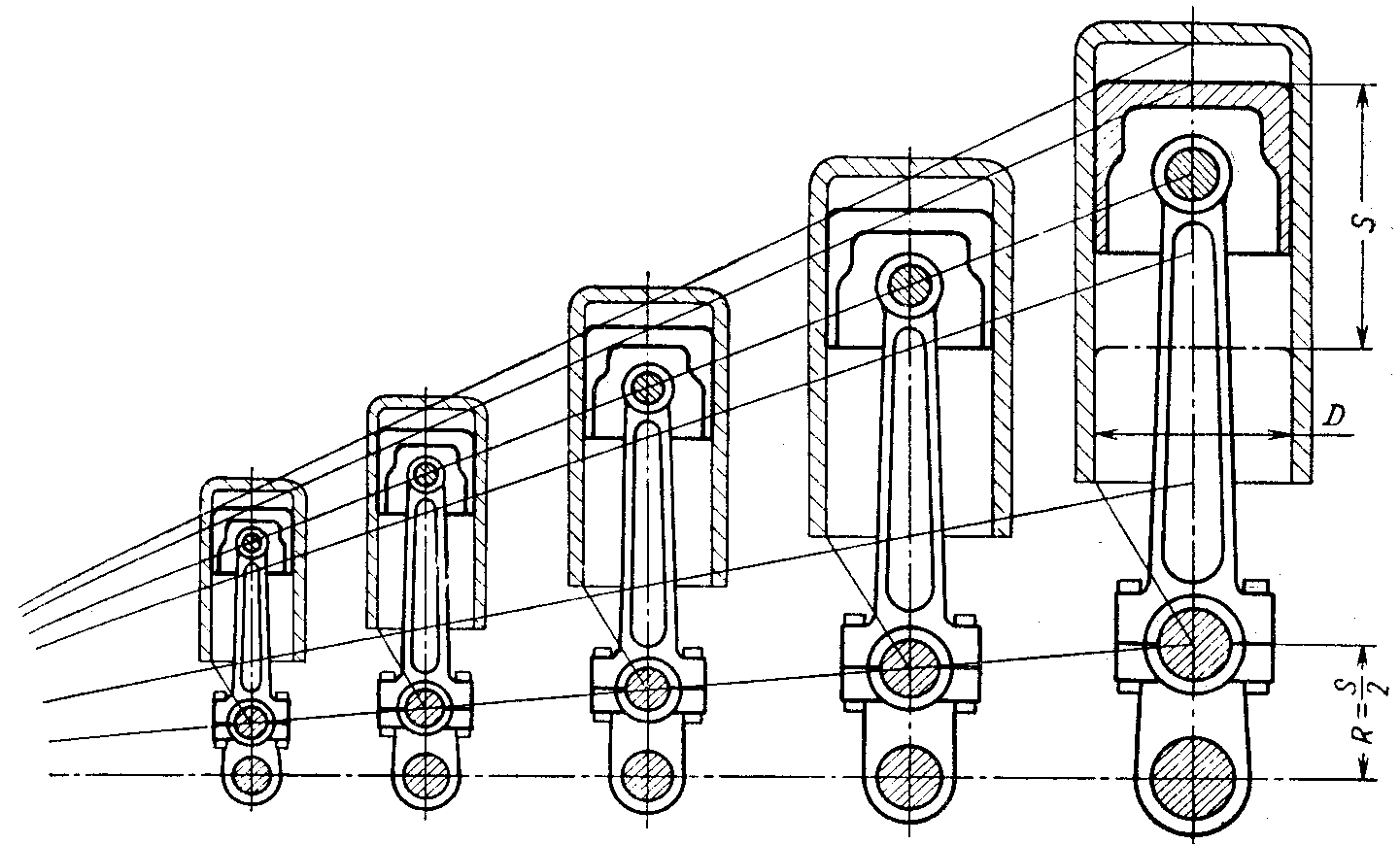
Рисунок 2.6 - Размерно-подобный ряд двигателей внутреннего сгорания
Если этот критерий одинаков, то у всех геометрически подобных двигателей одинаковы:
- термодинамический, механический и эффективный КПД;
- удельный расход топлива;
- тепловая напряженность (теплопереход на единицу охлаждающей поверхности);
- удельная мощность;
- напряжения от газовых и инерционных сил;
- удельные нагрузки на подшипники;
- конструкционный вес двигателя (вес, отнесенный к сумме квадратов диаметра цилиндра).
Рассмотренный пример двигателей внутреннего сгорания представляет собой частный случай обширной категории машин, напряженность деталей которых зависит от величины рабочих давлений и скоростей. Общую закономерность для машин этого класса можно формулировать следующим образом: напряжения в геометрически подобных конструкциях, работающих при одинаковых давлениях и рабочих скоростях, одинаковы.
Из предыдущего вытекают следующие выводы.
Размерно-подобные ряды следует строить на основе выходных характеристик (мощность, производительность и т. д.), а не геометрических характеристик (рабочий объем, диаметры цилиндров, размеры рабочих колес у роторных машин), так как в силу внутренних законов подобия, выходные характеристики располагаются по закономерности, отличной от закономерности изменения геометрических характеристик; последние получаются как производные.
Следует учитывать неизбежное у геометрически подобных машин изменение удельных показателей (например, удельного веса и литровой мощности у двигателей), а также изменение механических показателей (например, жесткости на изгиб).
2.19 Универсализация машин
Универсализация преследует цели расширения функций машин, увеличения диапазона выполняемых ими операций, расширения номенклатуры обрабатываемых на них деталей. Она увеличивает приспособляемость машин к требованиям производства и повышает коэффициент их использования. Главное экономическое значение универсализации заключается в том, что она позволяет сократить число объектов производства: одна универсальная машина заменяет несколько специализированных, выполняющих отдельные операции.
Расширить функции и области применения машин можно следующими способами: введением дополнительных рабочих органов, приданием сменного оборудования, введением регулировок с целью увеличения номенклатуры обрабатываемых изделий, регулированием выходных показателей (числа оборотов, мощности, производительности).
В качестве примера универсализации можно привести продольные строгально-фрезерные станки, совмещающие операции строгания и фрезерования, а также блюминги-слябинги, рассчитанные на выпуск заготовок как для профильного проката (блюмов), так и для листового проката (слябов).
Важно определить целесообразную степень универсализации. Универсальные машины, рассчитанные на слишком большую номенклатуру изделий или диапазон операций, сложны по конструкции, тяжелы, громоздки и неудобны в обслуживании. Иногда целесообразнее создавать ряд машин, каждая из которых имеет умеренную степень универсализации; в целом ряд охватывает весь необходимый объем универсализации.
В других случаях универсальные машины можно дополнить двумя-тремя специализированными машинами, предназначенными для изделий, резко отличающихся по габаритам или конфигурации от основного типа изделий.