

Постійне закріплення конструкцій
Постійне закріплення конструкцій забезпечує стійкість конструкції у проектному положенні на період виконання післямонтажних робіт і експлуатації. Постійне закріплення конструкцій (влаштування стиків) можна виконувати електрозварюванням заставних частин чи арматури, постановкою болтів або заклепок, замонолічуванням стиків бетоном і т.п.
Електрозварювання може бути ручним, автоматичним і напівавтоматичним і виконуватися з однієї чи двох сторін деталей, які зварюються. Для цього крайки деталей обрізають під прямим чи косим кутом, а сам скіс роблять однобічним, двостороннім або чашкоподібним.
Основними способами зварювання монтажних з'єднань є дугова шовна, дугова ванна і електрошлакова.
Плоскі елементи закладних деталей, що збираються з напусткою або в тавр, повинні щільно прилягати один до одного, а випуски стержнів збірних елементів, що підлягають зварюванню, повинні бути соосними і не мати викривлень.
Якщо зазор між стержнями, які зварюються встик, перевищує максимально допустимий, то застосовують проміжну вставку з арматурного стержня тієї ж сталі і діаметра, що й основні. Вставка повинна бути довжиною не менше 150 мм.
Збірні залізобетонні елементи, що мають закладні деталі, перед зварюванням прихоплюють. Прихватки в кількості не менше двох розміщують у місцях наступного накладання зварних швів. Довжина прихваток складає 15...20 мм.
Шви великої довжини при ручному зварюванні виконують ділянками довжиною 300...400 мм, а при товщині металу більше 8 мм – у декілька шарів.
Випуски стержнів, заставні й сполучні деталі перед зварюванням повинні бути очищені до чистого металу в обидва боки від крайок і оброблені на 20 мм від бруду, іржі та інших забруднень.
З метою зниження впливу зварювальних напружень на міцність конструкції монтажні з'єднання зварюють у послідовності, зазначеній в ППР. Зварювання кожного стику роблять до повного закінчення без перерв.
При багатошаровому зварюванні накладення кожного наступного шва поверх попереднього допускається тільки після очищення останнього шару від шлаку, бризок металу і вирубки з нього ділянок з порами, раковинами і тріщинами.
Болтові з'єднання здійснюють болтами звичайної міцності і високоміцними. Болти звичайної міцності бувають грубої, нормальної і підвищеної точності і відрізняються між собою тільки якістю обробки поверхні, що забезпечує їм повну взаємозамінність. У з'єднаннях на болтах звичайної міцності зусилля від одного елемента до іншого передаються за рахунок роботи крайок отворів на зминання і стержня болта на зріз.
На болтах грубої і нормальної точності збирають маловідповідальні конструкції (фахверки, ліхтарі, сходи), на болтах підвищеної точності – всі інші конструкції, а на високоміцних – конструкції з важким режимом роботи (наприклад, монтажні з'єднання підкранових балок великих прольотів для мостових кранів).
З'єднання на високоміцних болтах здійснюють двох видів: зсувостійкі і з несучими болтами.
У зсувостійких з'єднаннях не відбувається взаємний зсув елементів, що з'єднуються, діючі зусилля сприймають тільки сили тертя, а самі болти особистої участі в передачі зусиль не беруть. У цьому полягає їхня принципова відмінність від з'єднань з болтами нормальної і підвищеної точності.
У з'єднаннях на несучих високоміцних болтах поряд з силами тертя в передачі зусиль беруть участь і самі болти, які вступають у роботу, коли діюче зусилля долає сили тертя.
Збирання болтових з'єднань складається з таких операцій: підготовка поверхонь, що стикуються; сполучення отворів під болти; стягування деталей стику, що з'єднуються; розсвердлення отворів до проектного діаметра (тільки в з'єднаннях на болтах підвищеної точності), якщо на заводі вони були виконані на менший діаметр.
Підготовка поверхонь, що стикуються, передбачає їхнє очищення від бруду, іржі, масла, пилу. Крім того, необхідно зняти напилком чи зрубати зубилом задирки на крайках деталей і отворів, а також ретельно виправити нерівності, вм'ятини деталей з'єднання, котрі могли виникнути під час транспортування конструкцій чи при вантажно-розвантажувальних роботах.
У монтажних з'єднаннях на високоміцних болтах поверхні, які з'єднуються, підготовляють газополум’яною підготовкою чи обробкою сталевими щітками.
Вогневе очищення роблять спеціальними багатополум’яними пальниками, в яких пальний газ – ацетилен – згоряє в середовищі кисню. Завдяки високій температурі полум'я (1600...18000С) відбувається швидке нагрівання і температурна деформація поверхневого шару оброблюваної деталі, результатом чого є відшарування окалини й іржі, а також згоряння бруду, жиру та інших речовин, що знижують коефіцієнт тертя між поверхнями деталей, які стикуються. Після вогневої обробки поверхні очищають від продуктів згоряння та окалини металевими щітками й чистим дрантям.
Проектне взаємне розташування елементів, що з'єднуються, досягають сполученням у монтажному з'єднанні всіх отворів за допомогою прохідних оправок, які забивають кувалдою в отвори. В міру переміщення оправки всередину пакета отвори сполучаються.
Отвори, виконані на заводі-виготовлювачі на менший діаметр, доводять на монтажному майданчику до проектних розмірів розсвердленням, яким одночасно ліквідують і чорність (ступінь зміщення отворів через неточність їхнього розташування в пакеті).
Болтове монтажне з'єднання повинно мати не менше двох отворів.
Під голівки і гайки болтів обов'язково ставлять шайби (не більше двох під гайку й одну під голівку). Різьблення болтів повинне знаходитися поза отвором сполучних елементів, а гладка частина стержня не виступати з шайби.
Гайки болтів звичайної міцності загвинчують ручними коликовими ключами, звичайними чи тріскачковими.
Для затягування гайок високоміцних болтів застосовують два типи ключів: індикаторні й з граничним моментом.
Клепкою називають процес створення нероз'ємного з'єднання за допомогою заклепок. Заклепка являє собою циліндричний стержень з однією голівкою різної форми, найчастіше напівсферичної.
Вставлену в отвір заклепку піддають осьовому стиску, в результаті якого стержень товщає і щільно заповнює отвір, а виступаючий з отворів кінець деформується, утворюючи другу голівку. Це забезпечує надійне закріплення заклепки і можливість її роботи на зріз і розтяг – відрив голівки.
Заклепки діаметром до 16 мм можна встановлювати вхолодну, тобто без попереднього нагрівання (холодна клепка), а великого діаметра – з обов'язковим нагріванням (гаряча клепка). При остиганні встановленої нагрітої заклепки відбувається температурне укорочення її стержня і щільне обтиснення пакета.
За взаємним розташуванням деталей, що склепуються, заклепувальні з'єднання роблять стиковими з однієї чи двома накладками. У таких з'єднаннях заклепки можна розташовувати в один чи кілька рядів паралельно чи в шаховому порядку. Загальна товщина деталей, що склепуються, не повинна переви-
щувати чотирьох діаметрів заклепки.
У монтажних умовах виконують холодну клепку пневматичними клепальними молотками.
У процесі установки заклепки утримують від випадання з отвору і сприйняття діючого осьового зусилля ручними чи пневматичними підтримками.
Ручна підтримка – пряма чи вигнута – являє собою циліндричний стержень з виточеним на одному з торців заглибленням (яблуком), за формою і розмірами відповідним заставній голівці заклепки.
Пневматичною підтримкою є пневматичний домкрат, що діє від стиснутого повітря.
При роботі підтримки упираються в складальний стелаж (при укрупненні
конструкції), розташовані нижче конструкції (при клепці в проектному положенні) чи утримуються важелем (ручні) для збільшення сили притиснення заклепки. Ручні підтримки застосовують тільки при клепці в стиснутих умовах.
Змінним робочим органом клепального молотка і пневматичної підтримки є обтиск. У канал букси клепального молотка уставляють хвостовик обтиску, торець якого сприймає удари бойка молотка. У розширеній частині обтиску виточене сферичне заглиблення, що відповідає формі голівки заклепки даного діаметра. Тому для кожного діаметра заклепки призначений свій обтиск.
Клепці з'єднання елементів передує зборка стику, що виконується постановкою складальних болтів і пробок.
Для забезпечення надійності стикових з'єднань збірних залізобетонних конструкцій необхідно захищати металеві частини від корозії.
Антикорозійний захист. Захист сталевих зв'язків елементів залізобетонних конструкцій (заставних деталей і зварених з'єднань) здійснюють двома способами: омонолічуванням бетону і нанесенням захисних покриттів.
Захист бетоном передбачає надійне омонолічування сталевих зв'язків бетоном, щільність і марка якого, а також товщина захисного шару стосовно елементів сталевого з'єднання не менше, ніж у збірних залізобетонних елементів. У цьому випадку схоронність сталевих зв'язків забезпечується так само, як і сталевої арматури в бетоні.
Якщо ж за умовами провадження робіт у зв'язку з конфігурацією стику чи очікуваного в процесі експлуатації можливе утворення тріщин надійний захист сталевих з'єднань бетоном неможливий або проблематичний, використовують
захисні покриття.
Захисні покриття використовують двох основних видів: лакофарбові (полімерні)і металеві.
Лакофарбові покриття знаходять обмежене застосування, тому що не витримують агресивного середовища і високих температур. Тому переважно застосовують металеві покриття з цинку і менше – з алюмінію.
Металізація газополум’яним напилюванням полягає в нанесенні на деталі, що захищаються, шару цинку товщиною 0,15 мм за допомогою пересувної установки, що складається з балона з пальним газом, компресора для подачі повітря, живильного бачка і розпилювального пальника.
Поверхню звареного шва й білязварювальну зону заставних деталей нагрівають до 3500 С, потім включають подачу порошку і напилюють цинкове покриття. Покриття наносять в один шар не пізніше 3 днів після зварювальних робіт.
Металізацію наплавленням розплаву дроту роблять електрометалізатором (рис.7.5).
|
|
а |
б |
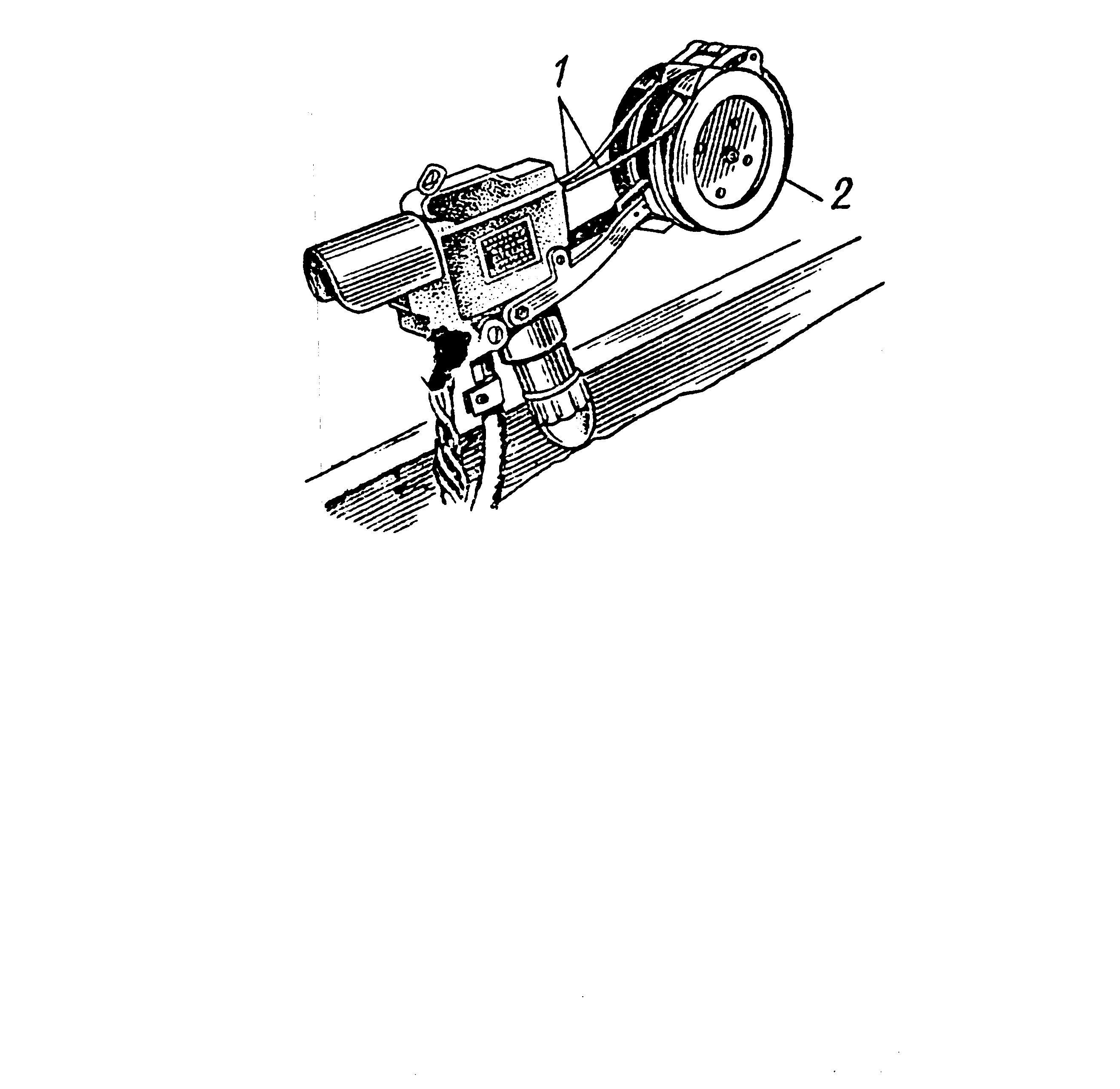
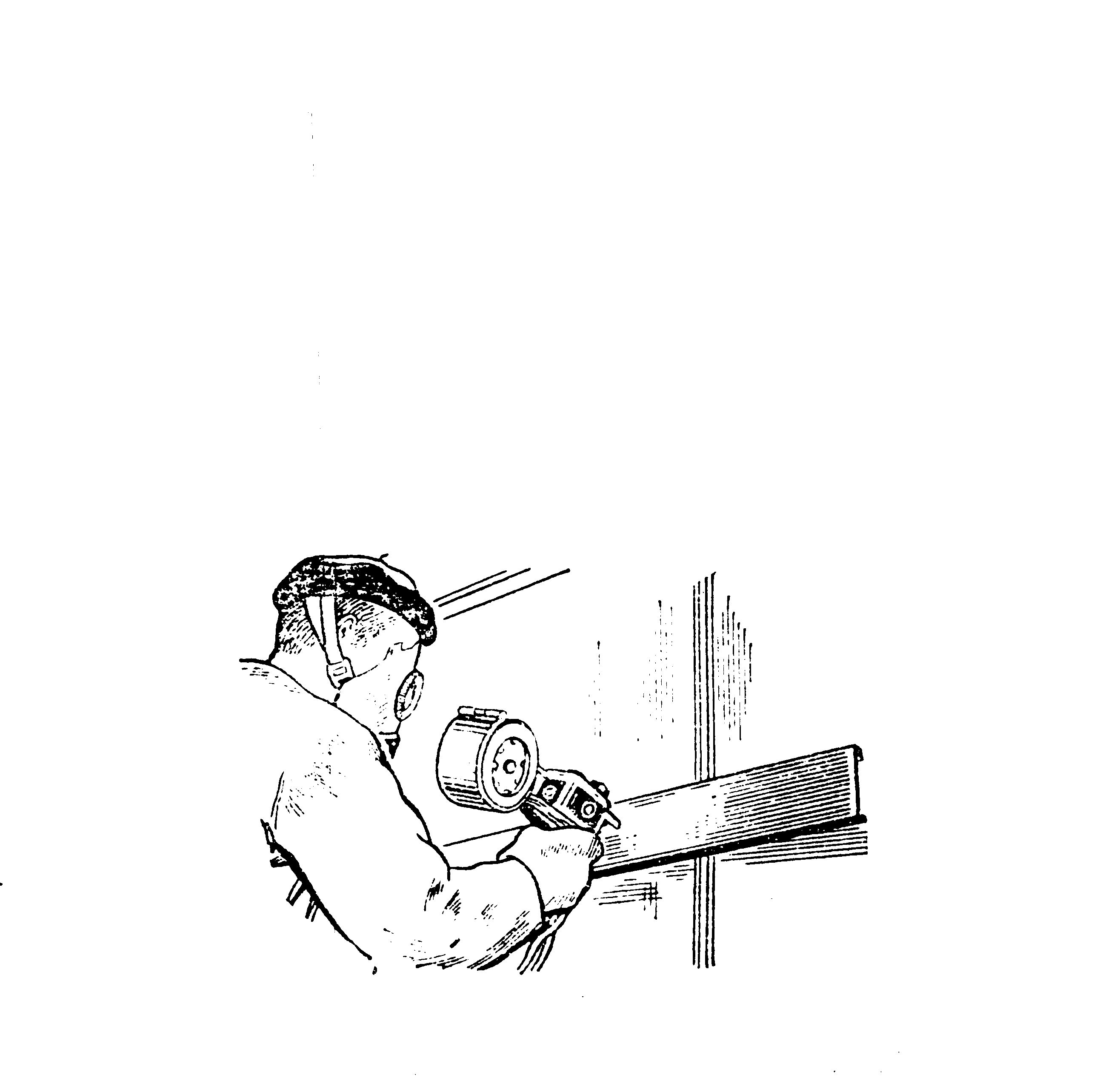
Рис.7.5 – Нанесення покриття металізатором:
а – загальний вигляд електрометалізатора (корпус з котушок знятий); б – робочий прийом нанесення покриття; 1 – цинковий дріт; 2 – котушка з дротом
Між двома дротами, що змотуються безупинно з котушок, виникає дуга, метал дротів плавиться і струменем повітря видувається у вигляді дрібних краплин на зварений шов. При напилюванні довжину смолоскипу витримують у межах 100...150 мм від дуги до поверхні, що наплавляють. Покриття наносять у 2...4 шари (при товщині 0,1...0,2 мм).
Герметизацію стиків роблять у випадках, коли необхідно запобігти проникненню вологи в будинок. Для цієї мети застосовують різні мастики, пористі прокладки, герметизуючі стрічки, які наносять і укладають у стиках стінових панелей і блоків.
Герметизуючі мастики підрозділяються на ті, що не твердіють, і ті, що твердіють.
Мастики, що не твердіють, (УМЗ-50, бутепрол) являють собою грузлу масу, що не твердіє, практично не утрачає своєї пластичності протягом декількох років з моменту приготування. Виготовлюються мастики на основі поліізолбутиленового, етиленпропиленового, ізопренового і бутилового каучуків, наповнювачів і пластифікаторів. Призначені вони для герметизації закритих і дренованих стиків зовнішніх стін при температурі від –50 до +70 0С.
Затверділі (вулканізовані) мастики – тіаколові двокомпонентні АМ-05, У-30М, КБ-05, бутилкаучукова двокомпонентна ЦПЛ-2У, силіконова однокомпонентна "Эластосил-11-06" - являють собою еластичну гумоподібну масу з високої адгезією (прилипанням) до бетону та інших матеріалів на основі каучуку, розчинника, наповнювача і вулканізатора. Робоча температура мастик звичайно від –50 до +70 0С, а "Эластосил-11-06" – від –55 до +250 0С.
Однокомпонентна герметизуюча мастика затвердіває за рахунок взаємодії з вологою повітря. Така мастика надходить на будівництво в герметичній упаковці, після розкриття якої вона повинна бути витрачена, тому що на повітрі вона твердіє.
Двокомпонентні мастики виготовляють шляхом змішування двох паст – герметизуючої і затверділої (вулканізованої). Затвердіваючий агент найчастіше додають до герметизуючої пасти безпосередньо перед заповненням мастикою стику.
Пористі прокладки (гернітові й пороізолові джгути, прокладки ПРП-1) використовують у стиках зовнішніх стін як ущільнюючий матеріал і пружну підоснову під мастичний герметик.
Гернітовий палять – еластичний пористий матеріал із суцільною водонепроникною зовнішньою плівкою може бути круглого (діаметр 30, 35, 40 мм), овального і грушоподібного перерізу довжиною 2,5 м. Температура експлуатації від –26 до +50 0С.
Пороізоловий палять – пористий матеріал, випускається круглого (діа-
метр 20, 30, 40, 50, 60 мм), овального і прямокутного (30×40 м і 40×60 мм) перерізу довжиною 3-3,2 м. Допустима температура експлуатації від –40 до +80 0С.
Прокладка ПРП-1 (пориста гумова прокладка) – еластичний гумовий палять з дрібнопористою структурою з щільною зовнішньою плівкою. Прокладки випускають круглого й овального перерізу, перевозять у бухтах по 60...70 м. Температура експлуатації від –25 до +75 0С.
Ґрунтувальні й ключі склади застосовують при герметизації стиків для ґрунтування (праймірування) поверхонь, що стикуються, панелей стін і блоків, приклеювання ущільнювальних прокладок, водовідвідних фартухів і повітрозахисних стрічок. До них відносяться герм етик 51-Г-18, що висихає, мастики клеючі каучукові КН-2 і КН-3, універсальний праймер УПБ-1 та ін.
Герметик 51-Г-18 є однокомпонентним матеріалом, призначений для ґрунтування поверхні панелей у зоні стику, а також приклеювання водовідвідних фартухів і повітрозахисних стрічок. Герметик висихає через 10-15 хв. після нанесення. Поставляється в герметичній тарі.
Кумарово-каучукові мастики КН-2 і КН-3 застосовують для грунтування торцевих поверхонь панелей зовнішніх стін перед герметизацією. Тіоколовими мастиками приклеюють пористі прокладки і стрічки.
Універсальний праймер УПБ-1 застосовується у сполученні з вулканізуючими бутилкаучуковими мастиками. Приготовляють праймер з розрахунку на одну робочу зміну від 15 до 20 кг і поставляють в парафінірованих бачках.
Повітрозахисні стрічки застосовують для обклеювання з середини будинку вертикальних стиків між панелями зовнішніх стін. Для цієї мети випускаються стрічки "Герволент" і "Герлен-Д".
Стрічка "Герволент" являє собою плівковий матеріал товщиною 1, 2 і шириною 180 мм, виготовлений з вулканізованої гуми на основі синтетичних каучуків. Поставляють у рулонах (до18 м), упакованих в картонні коробки.
Герметизуюча самоклеюча стрічка "Герлен-Д" являє собою еластопластичний рулонний матеріал, дубльований з однієї сторони нетканим матеріалом. Поставляється в рулонах довжиною 12 м. Ширина стрічки 80, 100, 120, 200 мм.
Герметизацію стиків зовнішніх стін будинків роблять після виконання зварювальних і антикорозійних робіт. Установку герметизуючих прокладок ведуть у процесі монтажу конструкцій чи після його завершення. У першому випадку герметизацію виконують з перекриття монтованого поверху, у другому – з начіпних або пересувних колисок.
При герметизації одночасно з монтажем конструкцій торці раніше змонтованих панелей очищають від забруднень і ґрунтують мастикою, що клеїть. На заґрунтовані порожнини торців наклеюють герметизуючі прокладки і покривають їх мастикою, що клеїть. Прокладки з пороізолу покривають мастикою ізол, а з герніта – мастикою КН. Потім наклеєні на торці раніше встановлених панелей герметизуючі прокладки обтискають у стику на 30...50% первісного їхнього перерізу встанавлюваною наступною панеллю.
При герметизації стиків після закінчення монтажу конструкцій будинку підготовлене устя склянки ретельно покривають клеючою мастикою, підбирають необхідні по перерізі прокладки і щільно закатують спеціальним роликом з фасадної сторони в загрунтоване устя стику. Потім введені в стик герметизуючі прокладки знову покривають мастикою, що відповідає матеріалу герметика.
Особливу увагу приділяють герметизації перетинів горизонтальних і вертикальних швів. Ці перетини ретельно покривають клеючою мастикою. Місця зрощування прокладок розміщують не ближче 0,5 м від перетину швів між панелями. Кінці прокладок обрізають "на вус" і склеюють мастикою 51-Г-18 або КН-2 у місцях з'єднання і перетину.
Після установки герметизуючих ущільнювальних прокладок поверх них устик вкладають мастики, що не твердіють чи затверджуються. Устя стиків у місцях нанесення мастик повинні бути прогрунтовані. Мастики наносять не пізніше ніж через 1 годину після підготовки поверхні.
При нанесенні герметизуючих мастик стежать, щоб у зазор стику вона надходила рівномірно, без розривів і напливів, заповнювала зазор на глибину 20...30 мм і щільно прилипала до поверхні. Укладання мастик у стик при невеликих обсягах роблять вручну за допомогою шпателя або ручного шприца. Механізоване нанесення тіалонових мастик роблять за допомогою пневматичного шприца з комплектом змінних наконечників діаметром 10, 20 і 30 мм (рис.7.6).
При укладанні встик мастику ущільнюють за допомогою металевих чи дерев'яних розшивок, змочених у воді або мильному розчині, розрівнюють і додають його поверхні задану форму. Температура герметика незалежно від температури зовнішнього повітря має бути 15...20 0С. При необхідності його підігрівають в електрошкафах.
Мастику бутепрол чи МБС наносять у стики електрогерметизатором типу "Стик-20" або "Джміль".
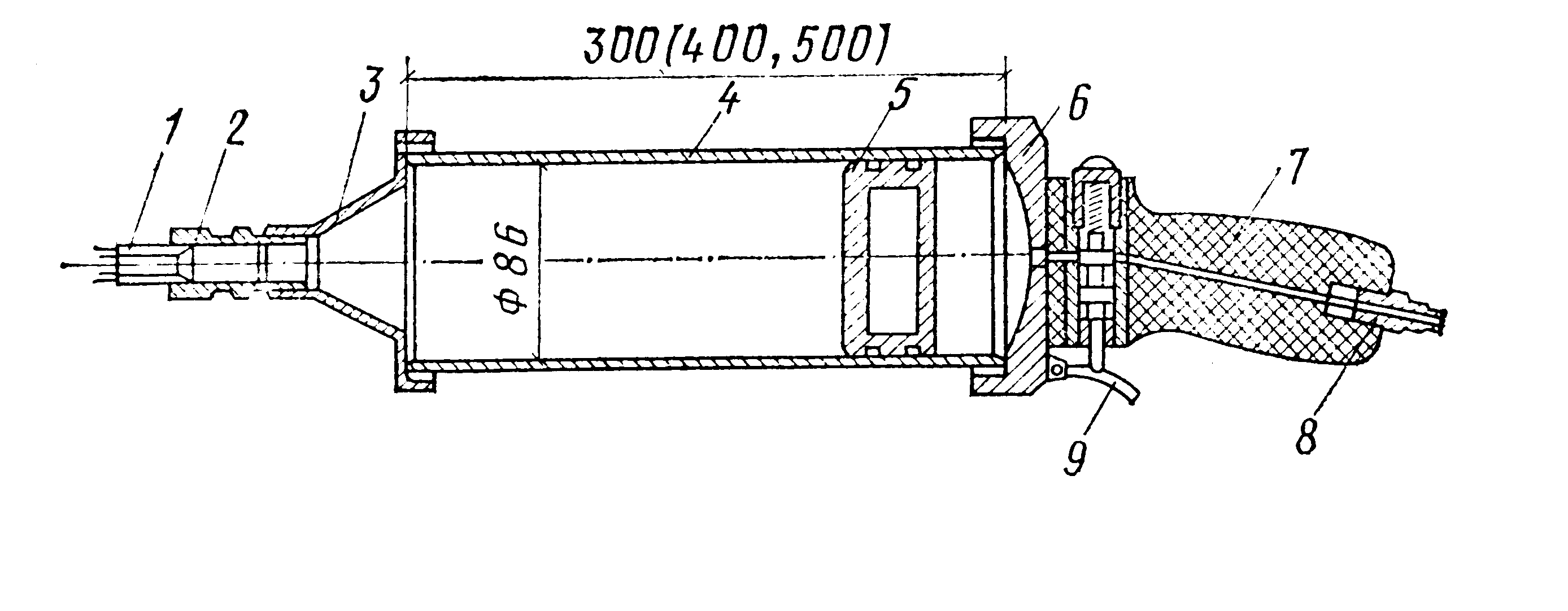
Рис .7.6 – Пневматичний шприц для мастик:
1 – мундштук; 2 – наконечник; 3 – муфта; 4 – циліндр; 5 – поршень; 6 – кришка; 7 – ручка;
8 – штуцер; 9 – скоба
Обклеювальну повітроізоляцію виконують шляхом наклеювання в колодязях вертикальних стиків зовнішніх панелей повітрозахисних стрічок. На-клеювання стрічок здійснюють одночасно з монтажем зовнішніх стінових панелей після їхньої вивірки й остаточного закріплення (до установки панелей внутрішніх стін). Наклеюють стрічку від центру до країв так, щоб поверхня стрічки була рівною, без складок і повітряних міхурів. З'єднання стрічок по висоті виконують внапусток. Перед наклеюванням стрічку необхідно підігріти до температури 30...50 0С.Для приклеювання стрічки "Герволент" застосовують клеї типу КН-2 або 51-Г-18. Обклеювання стиків повітроізоляційними стрічками роблять при температурі зовнішнього повітря не нижче 5 0С, а в окремих випадках при температурі не нижче –10 0С.
Для захисту герметизируючих мастик від атмосферно-кліматичних впливів застосовують полімерцементні розчини, ПВХ, бутадієнстирольні і кумарово-каучукові фарби. На нетвердіючі мастики покриття можна наносити безпосередньо після герметизацїї стиків, на затверджуючі мастики – після їхнього затвердіння, але не раніше ніж через добу після герметизації стиків. Забороняється застосовувати як захисне покриття цементно-піщаний розчин.