

10 Расчет припусков и операционных размеров
10.1 Общие положения
Цель выполнения этого этапа курсового проекта по технологии машиностроения - создание технологического процесса, гарантирующего требуемое качество при минимальном расходе материала. Эти цели достигаются за счет определения оптимальных размеров заготовки и операционных размеров. Одной из современных методик расчета припусков и операционных размеров является размерный анализ технологических процессов. Размерный анализ [14] - совокупность методов увязки размерных параметров заготовки на всех стадиях технологического процесса, основанных на теории размерных цепей.
Определение операционных размеров в размерном анализе производится на основе расчета технологических операционных размерных цепей. Это размерные цепи, звеньями которых являются размерные параметры заготовки на разных стадиях ее обработки. Звеньями операционных размерных цепей могут быть размеры исходной заготовки, операционные размеры, припуски, радиусы цилиндрических поверхностей, отклонения расположения. Составляющими звеньями операционных размерных цепей являются размеры, подлежащие обязательному исполнению (указания об этом приводятся в технологической документации). Замыкающими (то есть зависимыми по номинальным значениям и допускам от составляющих) являются размеры, получающиеся за счет исполнения составляющих звеньев (указания об их исполнении в технологической документации не приводятся). Простейшая операционная цепь появляется при обработке плоскости. Производится черновое фрезерование верхней плоскости корпусной детали, установочной технологической базой является нижняя плоскость. В результате обработки снимается припуск и образуется новая плоскость.
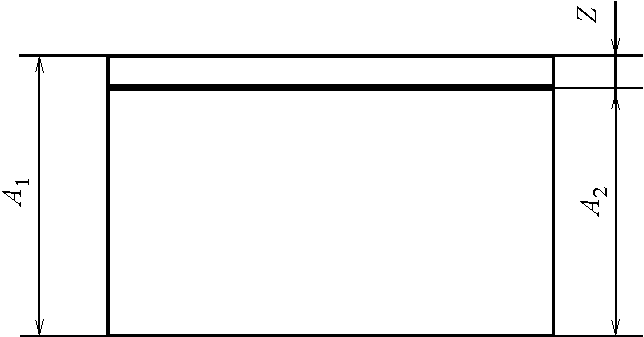
Рисунок 10.1 – Простейшая операционная размерная цепь
Размер заготовки до обработки А1, операционный размер А2 и припуск образуют технологическую размерную цепь (рисунок 10.1).
Размеры
А1
и А2
являются размерами, подлежащими
обязательному исполнению, то есть
составляющими звеньями операционной
размерной цепи. Замыкающим звеном
![]() этой
размерной цепи является припуск Z,
так как его величина и погрешность
зависит от величин и погрешностей
составляющих звеньев. При проектировании
нового технологического процесса
возникает необходимость решения
проектной задачи расчета размерной
цепи. При этом из размерной цепи
определяется неизвестное составляющее
звено, исходя из известных значений
прочих составляющих звеньев и исходного
значения замыкающего звена.
этой
размерной цепи является припуск Z,
так как его величина и погрешность
зависит от величин и погрешностей
составляющих звеньев. При проектировании
нового технологического процесса
возникает необходимость решения
проектной задачи расчета размерной
цепи. При этом из размерной цепи
определяется неизвестное составляющее
звено, исходя из известных значений
прочих составляющих звеньев и исходного
значения замыкающего звена.
В рассмотренном примере известным составляющим является размер А2, полученный в результате обработки и соответствующий размеру детали. Его точность соответствует принятому методу обработки. Неизвестным по номиналу составляющим звеном - размер заготовки А1, допуск данного размера обеспечивается при получении заготовки. Величина припуска Z - замыкающее звено , заданное своим минимальным исходным значением, зависящим от состояния поверхности заготовки. Исходным условием для определения размера заготовки А1 является достаточность припуска на обработку.
Иногда в качестве замыкающего звена технологической операционной размерной цепи выступает конструкторский размер детали, точность которого обеспечивается за счет исполнения других размеров. Пример появления размерной цепи с таким замыкающим звеном приведен на рисунке 10.2.
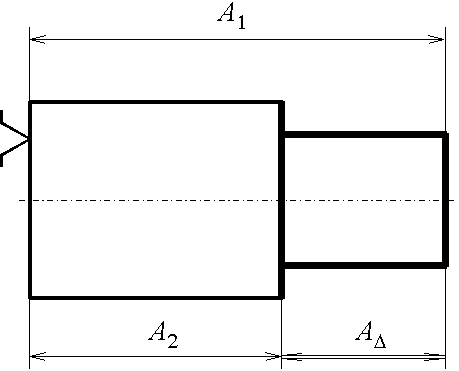
Рисунок 10.2 – Размерная цепь с замыкающим звеном конструкторским размером детали
При
обработке среднего торца вала в качестве
опорной технологической базы используется
левый торец. При этом размер А2
обеспечивается
с определенной точностью, зависящей от
точности данной технологической
операции. Размер А1
получен на предыдущей операции или на
стадии получения исходной заготовки.
Размер A3,
указанный на чертеже детали, непосредственно
в ходе технологического процесса не
обеспечивается, он получается за счет
размеров А1
и А2,
то есть является замыкающим
![]() .
Решение проектной задачи расчета для
такой технологической операционной
размерной цепи заключается в определении
неизвестного составляющего звена А2,
исходя из условия получения требуемой
точности замыкающего звена
.
.
Решение проектной задачи расчета для
такой технологической операционной
размерной цепи заключается в определении
неизвестного составляющего звена А2,
исходя из условия получения требуемой
точности замыкающего звена
.