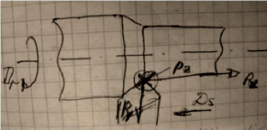
25. Влияние различных факторов на силу резания в условиях свободного резания.
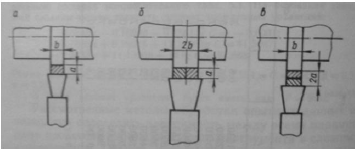
1) Ширина (b) и толщина (а) среза- сила резания возрастает пропорционально ширине, но отстает от увеличения толщины слоя.
Рz=b1а0.7…0.8
Отставание роста силы резания от увеличения объясняется следующим:
С увеличением растет нагрузка на единицу длины режущего лезвия, поэтому растет температура и снижается сопротивление материала пластическому деформированию, кроме того пластическая деформация и напряжения значительно больше в слоях прилегающих к передней поверхности, а увеличение толщины среза не приводит к аналогичному росту величины слоя с максимальными деформациями, так же сила трения по задней поверхности с увеличением практически не изменяется.
2)Свойство обрабатываемого материала.
Установлено, что силы резания растут при увеличении прочности твердости и вязкости материала.
Для
стали:

Для
чугунов:

q=0.5
3)Влияние свойств инструментального материала на силы резания.
Это
влияние может быть вызвано различием
в силах трения между обрабатываемым и
инструментальным материалами. Если при
обработке инструментом из
быстрорежущей
стали принять
 ,
инструмента из твердого сплава ВК...
,
а
из твердого сплава Т..К..
,
инструмента из твердого сплава ВК...
,
а
из твердого сплава Т..К..
 0,9...0,95.
0,9...0,95.
4)Влияние переднего угла γ и заднего угла α.
При увеличении γ облегчается врезаемостъ зубьев в металл.
улучшается
сход стружки, улучшается деформация
металла, снижается
 - коэффициент
укорочения стружки, что в совокупности
приводит к снижению сил резания.
- коэффициент
укорочения стружки, что в совокупности
приводит к снижению сил резания.
С увеличением заднего угла α уменьшается контакт задней поверхности с материалом что приводит к снижению сил трения и резания.
Интенсивность влияния γ существенно больше чем α.
5)Скорость резания.
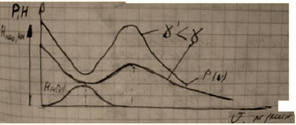
Подобный характер зависимости Р от V объясняется возникновением нароста на передней поверхности в диапазоне скоростей, где имеется максимальный нарост возрастает действительный передний угол, соответственно сила уменьшается по мере разрушения нароста с увеличением скорости уменьшается передний угол, возрастают силы; при высоких скоростях значительно возрастает температура - снижается прочность обрабатываемого материала и коэффициент трения, что приводит к уменьшению Р. Максимумы и минимумы кривых тем рельефней, чем меньше передний угол. т.к. больший нарост образуется при меньших передних углах γ.
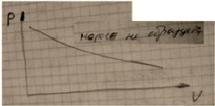
При обработке материалов не склонных к образованию нароста зависимость P(V) имеет вид плавно спадаюшей кривой, это происходит при обработке чугуна, меди, жаропрочных и нержавеющих сталей и сплавов, титановых сплавов.

 −
постоянная,
характеризующая условия резания для
конкретной
марки
материала (находится по справочникам).
−
постоянная,
характеризующая условия резания для
конкретной
марки
материала (находится по справочникам).
 −
поправочный
коэффициент влияния на силу свойств
обрабатываемого материала, условий
смазки и износ резца (находится по
справочникам).
−
поправочный
коэффициент влияния на силу свойств
обрабатываемого материала, условий
смазки и износ резца (находится по
справочникам).
Данная эмпирическая формула справедлива для токарной обработки.
26. Работа и мощность резания.
В общем случае работа резания (в джоулях)

где
 -
сила
резания, действующая по направлению
силы резания, Н; L
- путь,
проходимый режущим инструментом, м.
-
сила
резания, действующая по направлению
силы резания, Н; L
- путь,
проходимый режущим инструментом, м.
В обшей работе резания на долю деформаций, трения по передней и задней поверхностям приходится соответственно 55, 35 и 10%. Если известен путь пройденный инструментом за 1 имн. получим работу, выполненную за это время:

где V - скорость резания, м/мин. Рс- сила сдвига, Н. Vc- скорость сдвига, м/мин.
FП - сила трения по передней поверхности инструмента. VП - скорость движения стружки по передней поверхность инструмента.
FЗ - сила трения по задней поверхности инструмента, Н. V3 - скорость движения обработанной поверхности относительно задней поверхности инструмента, м/мин: V3=V.
Зная силы резания, можно так же определить и мощность (кВт), необходимую для резания. Ее называют потребной мощностью, т.к. она не включает затраты мощности на преодоление сил трения в механизмах станка.
При точении

Или
где
 ,
,
 ,
,
 -
силы
резания, H;
-
силы
резания, H;
 -
скорость
резания, м/мин. VZ=V;
-
скорость
резания, м/мин. VZ=V;
 -
скорость
перемещения
резца
в радиальном направлении м/мин. Тогда
-
скорость
перемещения
резца
в радиальном направлении м/мин. Тогда

Определив эффективную мощность станка можем определить потребную мощность электродвигателя станка:
где η - КПД станка: Кп - коэффициент допустимой кратковременной перегрузки. В большинстве случаев Кп =1,3…1,5, иногда Кп =2.