

1.3.6 Оценка вариантов плана изготовления детали и выбор наиболее целесообразного из них
Экономическая оценка производства проводится путем сравнения технологической себестоимости детали при изготовлении ее по каждому из разработанных вариантов. Технологический процесс, обеспечивающий наименьшую себестоимость детали при заданной годовой программе, будет экономически более целесообразным.
Для
наглядного представления об экономичности
построим совмещенный график зависимости
технологической себестоимости детали
 от годовой программы
.
При этом следует иметь ввиду, что затраты
,
,
от величины
не зависят и для любой программы будут
иметь одинаковые значения, тогда как
от годовой программы
.
При этом следует иметь ввиду, что затраты
,
,
от величины
не зависят и для любой программы будут
иметь одинаковые значения, тогда как
 и
с увеличением программы будут уменьшаться.
и
с увеличением программы будут уменьшаться.
Для удобства занесем данные расчетов технологической себестоимости детали по всем разработанным вариантам ее изготовления в сводную таблицу 4.
Таблица 4 – Показатели экономической целесообразности планов изготовления детали
Статья затрат и
итоговые показатели для построения
графика зависимости
|
Варианты плана изготовления детали |
||
I |
II |
||
Переменные расходы |
Стоимость основных материалов и полуфабрикатов на одну деталь, руб. |
5,8 |
5,8 |
Основная и дополнительная зарплата штамповщиков с начислениями на одну деталь, руб. |
0,96 |
0,68 |
|
Затраты на эксплуатацию оборудования на одну деталь, руб. |
0,174 |
0,122 |
|
|
6,934 |
6,602 |
|
Постоянные расходы |
Основная и постоянная зарплата настройщиков штампов с начислениями на одну деталь, руб. |
0,0002 |
0,0002 |
Расходы на технологическую оснастку на одну деталь, руб. |
1,65 |
0,99 |
|
|
1,6502 |
0,9902 |
|
Расходы на годовой выпуск деталей |
|
173350 |
165050 |
|
41255 |
24755 |
|
Технологическая
себестоимость годового выпуска
деталей
|
214605 |
189805 |
|
 ,
руб.
,
руб. ,
руб.
,
руб. на годовой выпуск
деталей, руб.
на годовой выпуск
деталей, руб. на годовой выпуск
деталей
на годовой выпуск
деталей ,
руб
,
рубПри оценке вариантов плана и выборе наиболее целесообразного из них произведем графическое построение зависимости . Причем, прямые для всех рассматриваемых вариантов плана изготовления детали располагаются на одном графике, представленном на рисунке 1.
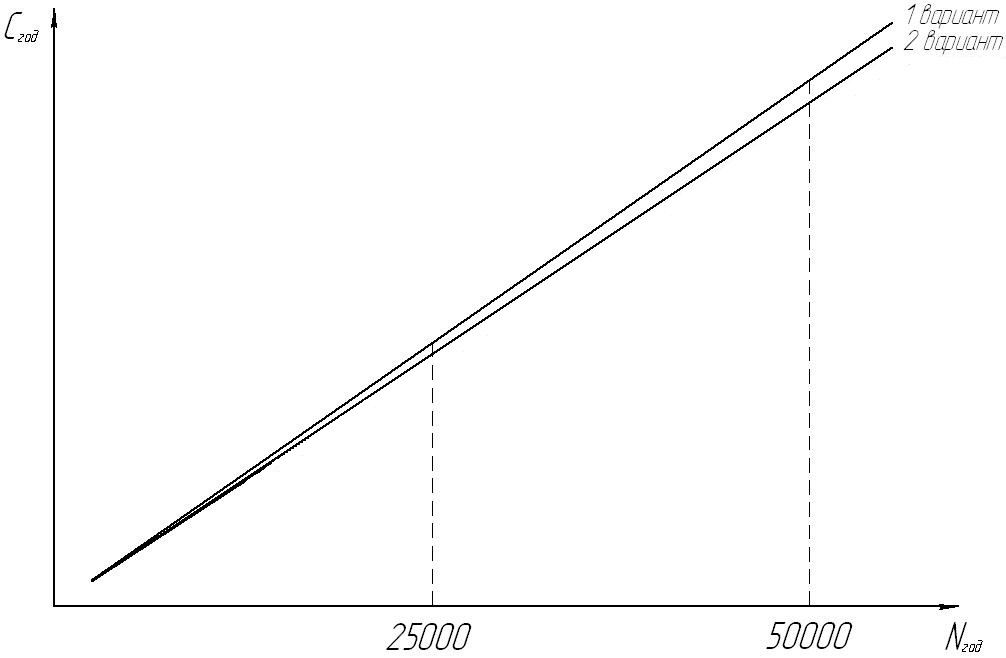
Рисунок
2 – Зависимость технологической
себестоимости годового выпуска деталей
 от годовой программы
от годовой программы
Расчет технологических параметров
1.4.1 Определение размеров развертки детали
Определение размеров плоских заготовок, подлежащих гибке, основано на равенстве длины заготовки длине нейтрального слоя изогнутой детали и сводится к определению положения и длины нейтрального слоя и зависимости от относительного радиуса изгиба.
Определение размеров заготовки производится при гибке с закруглением (по радиусу). В данном случае длина заготовки равна сумме длин прямых участков и длины нейтрального слоя в изогнутых участках (Рисунок 3).
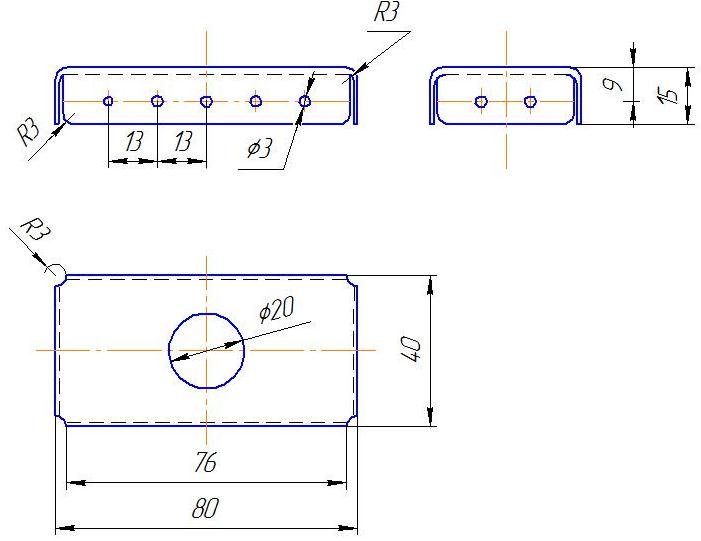
Рисунок 3 – Определение размеров заготовки
Длина нейтрального слоя в изогнутом участке определяется по формуле:
 ,
(10)
,
(10)
где
 - длина нейтрального слоя изогнутого
участка,
- длина нейтрального слоя изогнутого
участка,
 -
коэффициент, определяющий положение
нейтрального слоя,
-
коэффициент, определяющий положение
нейтрального слоя,
 -
толщина материала.
-
толщина материала.
Коэффициент
положения нейтрального слоя [1] выбираем
из условия
 при отношении
при отношении
 равным
равным
 .
.
При расчете получим:
 мм.
мм.
В данном изделии используется двухугловая гибка, которая должна производится в штампах с сильным прижимом. Для определения длины заготовки при гибке с закруглением (по радиусу) в данном случае определяется по формуле:
 ,
,
Подставив значения соответствующих величин получаем:
 мм.
мм.
При
двухугловой гибки ширина заготовки
рассчитывается из выражения:  ,
,
Получаем:
 мм.
мм.
Размеры
заготовки для штамповки детали составляют
 мм.
мм.