

Лекция №1: «Введение».
I. Конструирование, производство и эксплуатация СВТ.
1. Актуальность дисциплины.
2. Содержание дисциплины.
3. История развития СВТ и технологии изготовления.
Учебная дисциплина «Конструирование, производство и эксплуатация средств вычислительной техники» является специальной, формирующей базовые знания для получения студентами профессиональных умений.
Преподавание учебной дисциплины «Конструирование, производство и эксплуатация средств вычислительной техники» проводиться в тесной взаимосвязи с такими общепрофессиональными и специальными дисциплинами, как «Инженерная графика», «Цифровая схемотехника», «Микропроцессоры и микропроцессорные системы», «Периферийные устройства вычислительной техники», «Инструментальные средства разработки аппаратно-программных систем».
Программа включает следующие разделы:
1. Введение.
2. Конструирование средств вычислительной техники.
3. Производство средств вычислительной техники.
4. Эксплуатация средств вычислительной техники.
Выполнение курсового проекта является заключительным этапом в изучении данной учебной дисциплины. В ходе выполнения курсового проекта систематизируются и закрепляются полученные теоретические звания и практические умения при решении комплексных задач, связанных со сферой профессиональной деятельности будущих специалистов.
Основной целью курсового проекта является формирование у студентов умений проектировать устройства вычислительной техники. Выполнение курсового проекта является важным этапом в формировании специалиста в области применения ЭВМ для автоматизации технологических процессов и производств.
Курсовой проект предоставляет студенту следующие возможности:
научиться анализировать техническое задание на проектирование
устройств ЭВТ;
получить навыки поиска научно-технической литературы и работы с ней, правильного составления и оформления технической документации;
усвоить основные понятия и термины, относящиеся к проектированию цифровых устройств;
познакомиться с основными проектными процедурами разработки печатной платы и технологией ее изготовления;
закрепить навыки работы с профессиональными пакетами прикладных программ.
История вычислительной техники.
Этапы развития вычислительной техники:
1. Ручной - с 50-го тысячелетия до н.э.
2. Механический - с средины 17-го века
3. Электромеханический - с 90-х года 19-го века
4. Электронный - с 40-х годов 20-го века.
Ручной этап:
Пальцевой счет в десятичной или двенадцатиричной системе счисления (четыре пальца руки, в каждой по три фаланги - всего двенадцать).
Узелковый счет у народов доколумбовой Америки.
Счет с помощью группировки и перекладывания предметов (предшествовал появлению счет).
Счет на счетах (Абак - первый развитый счетный прибор). Появились в 15 веке. Последняя попытка усовершенствовать счеты путем объединения их с таблицей умножения относится к 1921 году.
Открытие логарифмов и логарифмических таблиц Дж. Непером в начале 17 века и внедрение счетных палочек и счетной доски Дж. Непера.
Ручной период развития ВТ базируется на использовании для вычислений различных частей тела человека, в первую очередь пальцев, и для фиксации результатов счета различные предметы, например, счетные палочки, узелки, нанесение насечек.
Механический этап:
Создание вычислительных устройств и приборов, использующих механический принцип вычислений. 1623 г. - первая машина Шиккарда для выполнения арифметический операций над 6-разрядными числами. Она состояла из независимых устройств: суммирующего, множительного и записи чисел.
Построенная в 1642 г. Блез Паскалем, машина механически выполняющая арифметические операции над 10-разрядными числами.
Г.В. Лейбниц сконструировал первый арифмометр в 1673 г. Арифмометры получили широкое распространение, неоднократно модифицировались. К ним можно отнести: арифмометр Томаса (томас-машина), машину Болле, арифмометры Орднера и т.д. В связи с появление арифмометром появилась профессия - счетчик, т.е. человек считающий на арифмометре. В 1969 г. выпуск арифмометров в СССР достиг максимума (300 тыс.шт.). Полностью их смогли вытеснить только в 70-х годах 20-го века калькуляторы, элементной базой которых стали интегральные схемы.
Попытка в первой половине 19 в. Чарльзом Бэббиджем построить универсальную вычислительную машину (аналитическую). Эта машина должна была использовать программы на п/картах. Беббидж разработал основные идеи построения аналитической машины, предназначенной для решения любого алгоритма, с использованием программного принципа управления.
Электромеханический этап:
Первый счетно-аналитический комплекс был создан в США в 1887 г. с использованием идей Беббиджа и Джоккарда, Г. Холлеритом (табулятор Холлерита). Он использовался для переписи населения в России (1897 г.), США (1890 г.) и Канаде (1897 г.), для обработки отчетности на железных дорогах США, в крупных торговых фирмах.
В 1941 г. Конрад Цузе построил аналогичную машину, с программным управлением и запоминающим устройством.
В 1944 г. Айкен на предприятии фирмы IBM, с помощью работ Бэббиджа, построил аналитическую машину "МАРК-1" на электромеханическом реле. Скорость вычислений этой машины была в 100-крат быстрее арифмометра с электроприводом. Было создано несколько модификаций этой машины.
В СССР в 1957 г. была построена релейная вычислительная машина (РВМ-1). Это был последний, крупный проект релейной ВТ. В этот период создаются машинно-счетные станции, которые являлись предприятиями механизированного счета.
Электронный этап:
С 1943- 45 г. группа под руководством Мочли и Эккерта в США создает первую ЭВМ ENIAC на основе ЭКЕКТРОННЫХ ЛАМП. Это была универсальная машина для решения разного рода задач. Эта ЭВМ превосходила производительностью машину МАРК-1 в 1000 раз и была больше неё в 2 раза (вес- 30 т.). ENIAC содержала 18000 электронных ламп, 150 реле, 70000 резисторов, 10000 конденсаторов, потребляя мощность в 140 кВт. Но у нее не было памяти и для задания программы надо было соединить определенным образом провода.
В 1945 г. Джон фон Нейман разработал общие принципы построения цифровой вычислительной машины, которые до сих пор используются в современных ПК.
Согласно этим принципам Джона фон Неймана, компьютер должен иметь:
арифметическо - логическое устройство, выполняющее арифметические и логические операции;
устройство управления, которое организует процесс выполнения программ;
запоминающее устройство, или память для хранения программ и данных;
внешнее устройство для ввода-вывода информации.
Поколения ЭВМ:
Первое поколение ЭВМ - 1949 -1958 г.г.:
1949 г. Морис Уилксом (Англия) создан первый компьютер EDVAC. Это универсальная ЭВМ с хранимыми в памяти программами, которая положила начало первому поколению универсальных цифровых электронных вычислительных машин..
В 40-50-х годах ЭВМ были огромны и примитивны. В качестве элементной базы использовались электронные лампы и реле; оперативная память - на триггерах, позднее на ферритовых сердечниках; быстродействие - в пределах 5-30 тыс. арифметических операций в секунду. Программирование для таких ЭВМ велось в машинных кодах, позднее появились автокоды и ассемблеры. Использовались для научно-технических расчетов. Типичные представители - EDSAC, ENIAC, UNIVAC, БЭСМ, Урал.
Второе поколение ЭВМ - 1959 - 1963 гг.:
1948 г. - изобретен транзистор и во второй половине 50-х годах появились ЭВМ на транзисторах.
1959 г., США - создана ЭВМ второго поколения RCA-501.
1960 г. - IBM 7090, LARC.
1961 - Stretsh.
1962 - ATLAS.
В СССР ЭВМ второго поколения представлены такими машинами как РАЗДАН, Наири, Мир, МИНСК, Урал-11, М-220, БЭСМ-4, М-4000.
ЭВМ второго поколения характеризуются элементной базой на транзисторах (полупроводники), оперативной памятью на миниатюрных ферритовых сердечниках, объемом до 512 Кб, производительностью до 3 000 000 операций в секунду. Они обеспечивают совмещение функциональных операций (режим разделенного времени) и режим мультипрограммирования, т.е. одновременную работу центрального процессора и каналов ввода/вывода. По габаритам ЭВМ делятся на малые, средние, большие и специальные. Параллельно с совершенствованием ЭВМ, развивается программное обеспечение, появляются алгоритмические языка программирования, АСУ, диспетчеры.
Третье поколение ЭВМ - 1964 - 1976 г.г.:
1958 г. - Джек Килби придумал, как на одной пластине разместить несколько транзисторов.
1959 г. - Роберт Нойд сконструировал первые чипы (интегральные схемы).
Первой ЭВМ третьего поколения можно считать серию моделей IBM/360 (1964 г., США).
К ЭВМ третьего поколения можно отнести PDP-8 (Первый мини-компьютер, был создан в 1965 г. и стоил 20 тыс. $), PDP-11,B-3500, серию ЕС-ЭВМ.
ЭВМ третьего поколения характеризуются элементной базой на ИС и частично БИС, оперативной памятью полупроводниковой на интегральных схемах и объёмом 16 Мб, производительностью до 30 млн. операций в секунду. По габаритам ЭВМ делятся на большие, средние, мини и микро. Типичные модели поколения - ЕС-ЭВМ, СМ-ЭВМ, IBM/360, PDP, VAX. Характерной особенностью ЭВМ третьего поколения явилось наличие операционной системы, появление возможности мультипрограммирования и управление ресурсами (периферийными устройствами) самой аппаратной частью ЭВМ или непосредственно операционной системой. Программное обеспечение ЭВМ усложняется.
Четвертое поколение ЭВМ - 1977 - наши дни:
Наиболее известная серия первых ЭВМ четвертого поколения - IBM/370.
Конс1981 г. - фирма IBM начинает выпуск персональных компьютеров IBM PC.
1983 г. - выпущен компьютер IBM PC XT c жестким диском.
1985 г. - начат выпуск ПК IBM PC AT .
труктивно - технологической основой ВТ четвертого поколения стали большие интегральные схемы (БИС) и сверхбольшие интегральные схемы (СБИС), созданные в 70-80 годах, быстродействующие запоминающие устройства.. ЭВМ рассчитываются на эффективное использование ЯВУ, упрощение процесса программирования для проблемного программиста.
Парк машин четвертого поколения можно разделить на микро-ЭВМ, ПК, мини-ЭВМ, ЭВМ общего назначения, специальные ЭВМ, супер-ЭВМ.
Оперативная память машин четвертого поколения - полупроводниковая на СБИС и объёмом 16 Мб и более.
Типичные представители этого поколения - IBM/370, SX-2, IBM PC/XT/AT, PS/2, Cray.
Экспоненциальное развитие компьютерной техники по Закону Мура
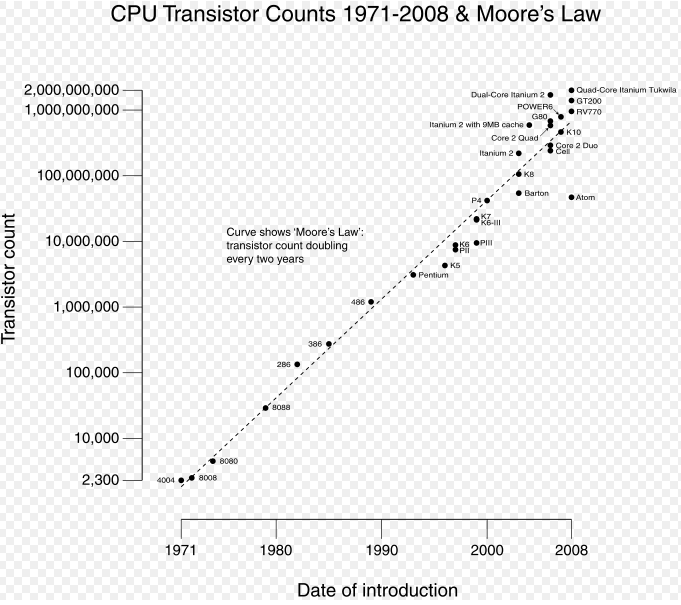
Рис.1. Диаграмма Закона Мура (кол.-во транзисторов удваивается каждые 2 г.)
Классификация СВТ по способностям.
Одним из наиболее простых способов классифицировать различные типы вычислительных устройств является определение их способностей.
Типы вычислительных машин:
специализированные устройства, умеющие выполнять только одну функцию (например, Антикитерский механизм 87 года до н. э. или ниточный предсказатель Вильяма Томсона 1876 года);
устройства специального назначения, которые могут выполнять ограниченный диапазон функций (первая разностная машина Чарльза Бэббиджа и разнообразные дифференциальные анализаторы);
устройства общего назначения, используемые сегодня. Название компьютер применяется, как правило, именно к машинам общего назначения.
Техническая реализация СВТ.
Классифицировать компьютерную технику можно отслеживая используемые при создании компьютеров технологии. Самые ранние компьютеры были полностью механическими системами. Тем не менее уже в 1930-х годах телекоммуникационная промышленность предложила разработчикам новые, электромеханические компоненты (реле), а в 1940-х были созданы первые полностью электронные компьютеры, имевшие в своей основе электронные лампы. В 1950—1960-х годах на смену лампам пришли транзисторы, а в конце 1960-х — начале 1970-х годов — используемые и сегодня полупроводниковые интегральные схемы (кремниевые чипы).
Одними из первых полупроводниковых приборов были точечные диоды на основе сульфида свинца (Pb) и окиси олова (Sn) в детекторных радиоприёмниках. Позже были разработаны полупроводники на основе германия (Ge). Ещё позже были разработаны полупроводники на основе кремния (Si). Если посмотреть на положение этих элементов в периодической таблице Д. И. Менделеева, то можно заметить, что все они находятся в одной группе и движение происходит вверх по колонке группы в таблице, поэтому можно предположить, что следующие полупроводники будут разработаны на основе углерода (C). На планете Земля белковые живые существа в своих «думателях» (мозгах) используют белковые образования (нейроны), построенные из белковых молекул, которые в основном являются длинными углеводородными молекулами, то есть некоторые белки являются полупроводниками на основе углерода (C). Наиболее совершенным мозгом из белковых существ на планете Земля обладает человек.
Перечень технологий описывает только основную тенденцию развития вычислительной техники. В разные периоды истории исследовалась возможность создания вычислительных машин на основе множества других, ныне позабытых и порою весьма экзотических технологий. Например, существовали планы создания гидравлических и пневматических компьютеров, между 1903 и 1909 годами некто Перси И. Луджет даже разрабатывал проект программируемой аналитической машины, работающей на базе пошивочных механизмов.
В настоящее время ведутся серьёзные работы по созданию оптических компьютеров, использующих вместо традиционного электричества световые сигналы. Другое перспективное направление подразумевает использование достижений молекулярной биологии и исследований ДНК. И, наконец, один из самых новых подходов, способный привести к грандиозным изменениям в области вычислительной техники, основан на разработке квантовых компьютеров.
Технология исполнения компьютера:
Квантовый компьютер
Механический компьютер
Пневматический компьютер
Гидравлический компьютер
Оптический компьютер
Электронный компьютер
Биологический компьютер
Лекция №2: «Жизненный цикл технического изделия».
I. Жизненный цикл технического изделия.
1. Общие сведенья.
2. Стадии жизненного цикла. Общие сведенья
Разработать и внедрить в производство изделие новой модели означает превратить знания, новую идею в готовый продукт. Превращение знания в продукт требует затрат времени и крупных единовременных денежных расходов, величина которых тем больше, чем выше уровень новизны продукции и чем чаще происходит смена моделей изделий. Это в свою очередь влечёт за собой удорожание изделий при их производстве.
Время, в течение которого знания превращаются в продукт, т.е. разработка новой продукции, её освоение и изготовление на предприятии вплоть до снятия с производства, принято называть жизненным циклом продукции. Вначале жизненного цикла продукции выполняется полный комплекс работ по ее созданию.
Стадия |
Начало стадии |
Окончание стадии |
Маркетинговые исследования рынка |
Заключение договора на проведение исследований |
Сдача отчета по результатам исследований |
Генерация идей и их фильтрация |
Сбор и фиксирование предложений по проектам |
Окончание отбора проектов-конкурентов |
Техническая и экономическая экспертиза проектов |
Комплектация групп оценки проектов |
Сдача отчета по экспертизе проектов, выбор проекта-победителя |
НИР
|
Утверждение ТЗ на НИР |
Утверждение акта об окончании НИР |
ОКР
|
Утверждение ТЗ на ОКР |
Наличие комплекта конструкторской документации, откорректированной по результатам испытаний опытного образца |
Пробный маркетинг
|
Начало подготовки производства опытной партии |
Анализ отчета о результатах пробного маркетинга |
Подготовка производства на заводе-изготовителе |
Принятие решения о серийном производстве и коммерческой реализации изделий |
Начало установившегося серийного производства |
Собственно производство и сбыт
|
Продажа первого серийного образца изделия |
Поставка потребителю последнего экземпляра изделия |
Эксплуатация |
Получение потребителем первого экземпляра изделия |
Снятие с эксплуатации последнего экземпляра изделия |
Утилизация |
Момент списания первого экземпляра изделия с эксплуатации |
Завершение работ по утилизации последнего изделия, снятого с эксплуатации |
Таб. 2.1. Границы стадий жизненного цикла изделия
Этапы «жизненного цикла»:
стадия проектирования
стадия производства
стадия эксплуатации
Первые этапы жизненного цикла нового изделия начинаются со стадий:
НИР - научно-исследовательской работы,
ОКР - опытно-конструкторской работы,
НИОКР – научно – исследовательские и опытно – конструкторские работы.
В процессе НИР возникают и проходят всестороннюю проверку новые идеи, реализуемые иногда в виде открытий и изобретений. Теоретические предпосылки решения научной проблемы проверяются в ходе опытно-экспериментальных работ.
ОКР – это переходная стадия от научных исследований к производству. На этой стадии идеи, возникающие в процессе НИР, практически претворяются в техническую документацию и опытные образцы.
Цикл научно-исследовательских работ НИР, проводимых подразделениями предприятий и другими организациями, состоит из стадий, а также возможных этапов по стадиям. Под стадией понимается логически обоснованный комплекс работ, имеющий самостоятельное значение и являющийся объектом планирования и финансирования.
На первой стадии – разработка технического задания ТЗ:
подбираются и изучаются научно-техническая литература,
патентная информация и другие материалы по теме,
обсуждаются полученные данные,
составляется аналитический обзор,
выдвигаются гипотезы,
выбираются направления работы,
пути реализации требований, которым должно удовлетворять изделие,
составляется отчётная научно-техническая документация по стадии,
определяются необходимые исполнители,
подготавливается и выдается техническое задание.
На второй стадии – проведение теоретических и экспериментальных исследований – осуществляется:
теоретическая разработка темы, в процессе которой проверяются научные и технические идеи,
разрабатываются методики исследований,
обосновывается выбор разного рода схем,
выбираются методы расчётов и исследований,
выявляется необходимость проведения экспериментальных работ,
разрабатываются методики их проведения;
осуществляются проектирование и изготовление макетов и экспериментального образца;
проводятся стендовые и полевые экспериментальные испытания образца по разработанным программам и методикам,
анализируются результаты испытаний,
определяется степень соответствия полученных данных на экспериментальном образце расчетным и теоретическим выводам,
дорабатывается экспериментальный образец,
проводятся дополнительные испытания, при необходимости вносятся изменения в разработанные схемы, расчеты, техническую документацию.
На третьей стадии – оформление результатов НИР:
составляется отчётная документация, включающая материалы по новизне и целесообразности использования результатов НИР, по экономической эффективности,
разрабатываются научно-техническая документация и проект технического задания на опытно-конструкторские работы,
составленный и оформленный комплект научно-технической документации предъявляется к приёмке заказчику,
новизна технических решений оформляются через патентную службу независимо от окончания составления всей технической документации,
руководитель темы перед предъявлением НИР комиссии составляет извещение о её готовности к приёмке.
На этапе приемки темы проводится:
обсуждение и утверждение результатов НИР (научно-технического отчета),
подписание акта заказчика о принятии работы,
разработчик передает заказчику:
принятый комиссией экспериментальный образец нового изделия;
протоколы приёмочных испытаний и акты приёмки опытного образца (макета) изделия;
расчеты экономической эффективности использования результатов разработки;
необходимую конструкторскую и технологическую документацию по изготовлению экспериментального образца.
Разработчик принимает участие в проектировании и освоении нового изделия и наряду с заказчиком несёт ответственность за достижение гарантированных им показателей изделия.
Опытно-конструкторские разработки ОКР проводятся в порядке реализации результатов НИР или непосредственно по техническому заданию на ОКР без предшествующей научно-исследовательской работы.
Техническое задание является исходным документом, на основе которого осуществляется вся работа по созданию нового изделия. Оно разрабатывается предприятием-изготовителем продукции и согласуется с заказчиком (основным потребителем). Утверждается ведущим министерством (к профилю которого относится разрабатываемое изделие).
В техническом задании определяется назначение будущего изделия, тщательно обосновываются его технические и эксплуатационные параметры и характеристики: производительность, габариты, скорость, надёжность, долговечность и другие показатели, обусловленные характером работы будущего изделия. В нём также содержатся сведения о характере производства, условиях транспортировки, хранения и ремонта, рекомендации по выполнению необходимых стадий разработки конструкторской документации и её составу, технико-экономическое обоснование и другие требования. Разработка технического задания базируется на основе выполненных научно-исследовательских работ, информации маркетинговых исследований, анализа существующих аналогичных моделей и условий их эксплуатации. После согласования и утверждения техническое задание является основанием для разработки эскизного проекта.
Эскизный проект состоит из:
графической части,
пояснительной записки.
Графическая часть содержит принципиальные конструктивные решения, дающие представление об изделии и принципе его работы, а также данные, определяющие назначение, основные параметры и габаритные размеры. Таким образом, она дает конструктивное оформление будущей конструкции изделия, включая чертежи общего вида, функциональные блоки, входные и выходные электрические данные всех узлов (блоков), составляющих общую блок-схему. На этой стадии разрабатывается документация для изготовления макетов, осуществляется их изготовление и испытания, после чего корректируется конструкторская документация. Вторая часть эскизного проекта содержит расчет основных параметров конструкции, описание эксплуатационных особенностей и примерный график работ по технической подготовке производства.
Эскизный проект содержит разработку различных руководящих указаний по обеспечению на последующих стадиях технологичности, надежности, стандартизации и унификации, а также составление ведомости спецификаций материалов и комплектующих изделий на опытные образцы для последующей передачи их в службу материально-технического обеспечения.
Макет изделия позволяет добиться удачной компоновки отдельных частей, найти более правильные эстетические и эргономические решения и тем самым ускорить разработку конструкторской документации на последующих стадиях. Эскизный проект проходит те же стадии согласования и утверждения, что и техническое задание.
Технический проект разрабатывается на основе утвержденного эскизного проекта и предусматривает выполнение графической и расчетной частей, а также уточнения технико-экономических показателей создаваемого изделия. Он состоит из совокупности конструкторских документов, содержащих окончательные технические решения, которые дают полное представление об устройстве разрабатываемого изделия и исходные данные для разработки рабочей документации.
В графической части технического проекта приводятся чертежи общего вида проектируемого изделия, узлов в сборке и основных деталей. Чертежи обязательно согласовываются с технологами. В пояснительной записке содержатся описание и расчет параметров основных сборочных единиц и базовых деталей изделия, описание принципов его работы, обоснование выбора материалов и видов защитных покрытий, описание всех схем и окончательные технико-экономические расчеты. На этой стадии при разработке вариантов изделий изготавливается и испытывается опытный образец. Технический проект проходит те же стадии согласования и утверждения, что и техническое задание.
Рабочий проект имеет три уровня:
разработка рабочей документации опытной партии (опытного образца);
разработка рабочей документации установочной серии;
разработка рабочей документации установившегося серийного или массового производства.
Первый уровень рабочего проектирования выполняется в три - пять этапов:
разрабатывают конструкторскую документацию для изготовления опытной партии и определяют возможность получения от поставщиков некоторых деталей, узлов, блоков (комплектующих). Всю документацию передают в экспериментальный цех для изготовления по ней опытной партии (опытного образца).
осуществляют изготовление и заводские испытания опытной партии. Как правило, проводят заводские механические, электрические, климатические и другие испытания.
корректируют техническую документацию по результатам заводских испытаний опытных образцов.
в процессе этих испытаний уточняются параметры и показатели изделия в реальных условиях эксплуатации, выявляются все недостатки, которые впоследствии устраняются.
корректируют документацию по результатам государственных испытаний и согласовании с технологами вопросов, касающихся классов шероховатости, точности, допусков и посадок.
Второй уровень рабочего проектирования выполняется в два этапа:
изготавливают установочную серию изделий, которая затем проходит длительные испытания в реальных условиях эксплуатации, где уточняют стойкость, долговечность отдельных деталей и узлов изделия, намечают пути их повышения. Запуску установочных серий предшествует, как правило, технологическая подготовка производства.
производят корректировку конструкторской документации по результатам изготовления, испытания и оснащения технологических процессов изготовления изделий специальной оснасткой. Одновременно с этим корректируют и технологическую документацию.
Третий уровень рабочего проектирования выполняется в два этапа:
изготовление и испытание головной или контрольной серии изделий, на основе которой производят окончательную отработку и выверку технологических процессов и технологического оснащения, корректировку технологической документации, чертежей приспособлений, штампов и т.д., а также нормативов расхода материалов и рабочего времени.
корректируют конструкторскую документацию.
НИОКР — комплекс мероприятий, включающий в себя как научные исследования, так и производство опытных и мелкосерийных образцов продукции, предшествующий запуску нового продукта или системы в промышленное производство.
Лекция №3: «Характеристики жизненного цикла проекта».
I. Характеристики жизненного цикла проекта.
1. Характеристики фаз проекта.
2. Взаимосвязь между жизненным циклом проекта и продукта.
3. Участники проекта.
4. Проектные организации.
Жизненный цикл проекта определяют фазы, которые связывают начало проекта с его завершением. Определение жизненного цикла проекта может помочь менеджеру проекта решить, следует ли считать анализ осуществимости первой фазой проекта или выделить его в отдельный проект. Когда результат этого предварительного анализа не очевиден, лучше выделять его в отдельный проект.
Фазы жизненного цикла проекта не совпадают с группами процессов управления проектом. Переход из одной фазы в другую в пределах жизненного цикла проекта обычно подразумевает некую форму технической передачи или сдачи результатов, и часто именно это указывает на переход от фазы к фазе.
Жизненный цикл проекта обычно определяет следующее:
Какие технические работы должны быть проведены в каждой фазе?
В какой момент каждой фазы должны быть получены результаты поставки и как проходит проверка и подтверждение каждого результата поставки?
Кто участвует в каждой фазе?
Как контролировать и подтверждать каждую фазу?
Характеристики жизненного цикла проекта:
Фазы обычно идут последовательно и ограничиваются передачей технической информации или сдачей технического элемента.
Уровень затрат и численность задействованного персонала невелики в начале, увеличиваются по ходу выполнения проекта и быстро падают на завершающем этапе проекта.
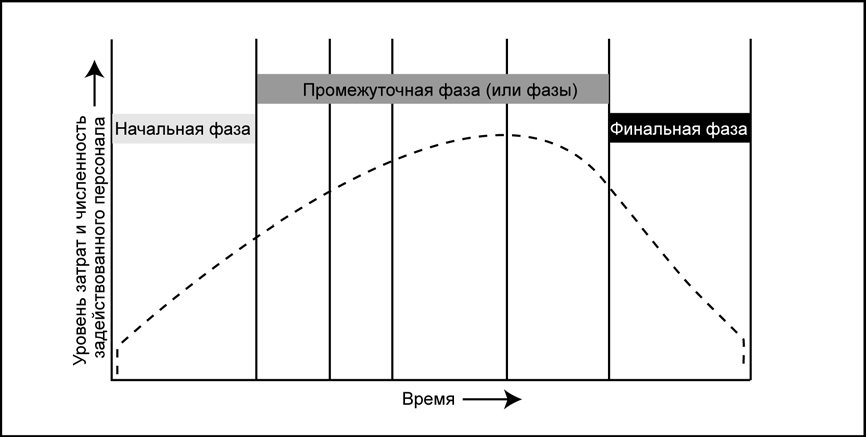
Рисунок 3.1. Типичный пример изменения уровня затрат и численности задействованного персонала в течение жизненного цикла проекта.
Уровень неуверенности и, следовательно, риск не достижения целей наиболее велики в начале проекта. Уверенность в завершении проекта, как правило, увеличивается по ходу выполнения проекта.
Способность участников проекта повлиять на конечные характеристики продукта проекта и окончательную стоимость проекта максимальны в начале проекта и уменьшаются по ходу выполнения проекта. Главная причина этого состоит в том, что стоимость внесения изменений в проект и исправления ошибок в общем случае возрастает по ходу выполнения проекта.

Рисунок 3.2. Влияние участников проекта в течение проекта.
Лишь немногие жизненные циклы проектов идентичны друг другу, хотя во многих случаях жизненные циклы проектов включают в себя фазы со схожими названиями и схожими результатами поставки. Некоторые жизненные циклы состоят из 4 или 5 фаз, но некоторые имеют 9 фаз и более.
Фаза проекта характеризуется завершением и одобрением одного или нескольких результатов поставки. Результат поставки - это измеримый, проверяемый продукт работы, например спецификация, отчет по анализу осуществимости, детальный план или опытный образец. Создание одних результатов поставки определяется процессом управления проектом, а другие могут быть конечными продуктами или элементами конечных продуктов, ради которых создавался проект. Результаты поставки, а значит и фазы, являются частью общего последовательного процесса, предназначенного для обеспечения необходимого контроля над проектом и получения нужного продукта или услуги, которые являются целью проекта.
Результаты поставки соотносятся с основным результатом данной фазы, и обычно называются по соответствующим результатам поставки: требования, проектирование, строительство, тестирование, ввод в эксплуатацию, эксплуатация и др.
Фаза может быть закрыта без принятия решения о начале другой фазы. Например, если проект был завершен или риск был оценен как слишком большой, чтобы продолжать проект.
Формальное завершение фазы не включает в себя авторизацию последующей фазы. Для обеспечения эффективного контроля в каждой фазе формально имеется своя группа процессов инициации, на выходе которой получается специфичный для данной фазы выход. Анализ в конце фазы может проводиться с явным намерением получить авторизацию на закрытие текущей фазы и инициации последующей. Иногда обе авторизации можно получить в результате одного анализа. Анализ в конце фазы также иногда называется "выход из фазы", "межфазовые шлюзы" или "точки критического анализа".
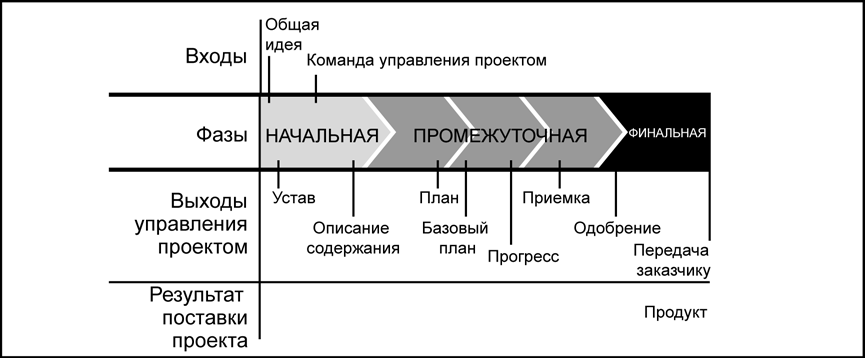
Рисунок 3.3. Обычная последовательность фаз в жизненном цикле проекта
Следует различать жизненный цикл проекта и жизненный цикл продукта. Например, проект, предпринимаемый с целью выпуска на рынок нового персонального компьютера, является лишь одним из аспектов жизненного цикла продукта. Жизненный цикл проекта состоит из серии фаз создания продукта.
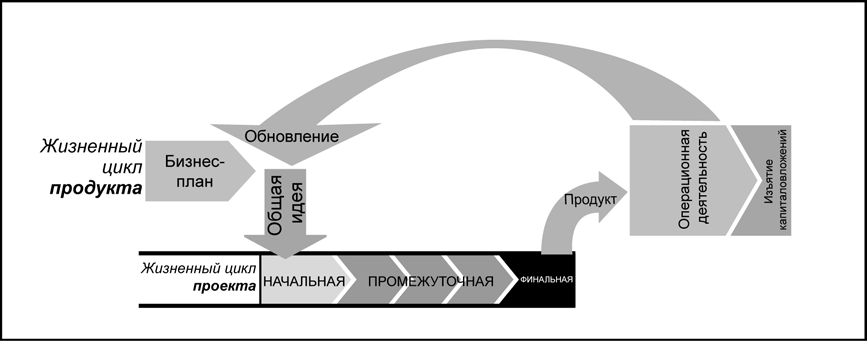
Рисунок 3.4. Отношения между жизненными циклами проекта и продукта
Участники проекта – это лица или организации, либо активно участвующие в проекте, либо на чьи интересы могут повлиять результаты исполнения или завершения проекта. Участники также могут влиять на цели и результаты проекта. Команда управления проектом должна выявить участников проекта, определить их требования и ожидания и, насколько это возможно, управлять их влиянием в отношении требований, чтобы обеспечить успешное завершение проекта.
Ключевые участники проекта:
Менеджер проекта.
Заказчик/пользователь.
Исполняющая организация.
Члены команды проекта.
Команда управления проектом.
Спонсор.
Источники влияния.
Офис управления проектом (PMO).
Помимо вышеперечисленных ключевых участников проекта существует множество различных наименований и категорий участников проекта, в том числе внутренние и внешние, владельцы и инвесторы, продавцы и подрядчики, члены команд и их семей, правительственные учреждения и средства массовой информации, отдельные граждане, временные или постоянные лоббистские организации и общество в целом.
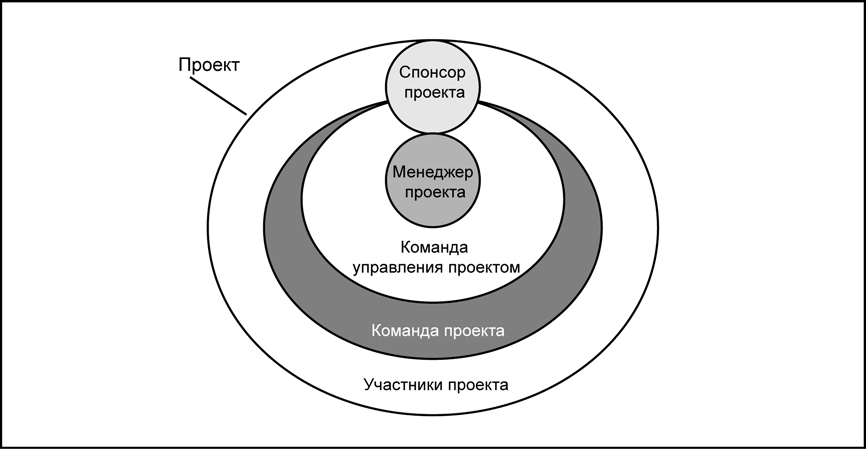
Рисунок 3.5. Отношения между участниками проекта и проектом
Проектные организации – это те организации, чья деятельность состоит главным образом из проектов. Эти организации могут быть отнесены к одной из двух категорий:
Организации, получающие прибыль за счет выполнения проектов для других по контракту: архитектурные фирмы, инженерно-конструкторские фирмы, консалтинговые фирмы, строительные подрядчики и правительственные подрядчики.
Организации, в которых внедрено управление через проекты (раздел 1.3). Эти организации, как правило, имеют и используют системы, облегчающие управление проектами. Например, их финансовые системы часто разработаны таким образом, чтобы было возможно вести учет, отслеживать расходы и вести отчетность по нескольким выполняющимся одновременно проектам.
У организаций, не ориентированных на проекты, часто могут отсутствовать системы, способные осуществлять поддержку нужд проектов эффективно и результативно. Отсутствие систем, ориентированных на проекты, обычно делает управление проектами более затруднительным. В некоторых случаях организации, не ориентированные на проекты, могут иметь подразделения или другие организационные элементы, функционирующие как проектные организации и имеющие системы поддержки. Команда управления проектом должна иметь представление о том, какое влияние на проект оказывает структура и системы организации.
Лекция №4: «Концепция системного подхода при конструировании и производстве СВТ».
I. Концепция системного подхода при конструировании и производстве СВТ.
1. Методология КСПИ.
2. Электронный технический документ.
3. Стандартизация технологий представления данных.
Современная промышленность все больше переходит на выпуск продукции индивидуально под конкретную группу потребителей. Стремление к индивидуальному удовлетворению конкретного клиента требует производств, имеющих гибкую структуру бизнес-процессов, что вызывает к жизни новые подходы, концепции и методологии. Одна из таких концепций, CALS (Continuous Acquisition and Life cycle Support), превратилась сегодня в целое направление информационных технологий.
CAL S - технологии (непрерывная информационная поддержка поставок и жизненного цикла) — современный подход к проектированию и производству высокотехнологичной и наукоёмкой продукции, заключающийся в использовании компьютерной техники и современных информационных технологий на всех стадиях жизненного цикла изделия, обеспечивающая единообразные способы управления процессами и взаимодействия всех участников этого цикла: заказчиков продукции, поставщиков/производителей продукции, эксплуатационного и ремонтного персонала, реализованная в соответствии с требованиями системы международных стандартов, регламентирующих правила указанного взаимодействия преимущественно посредством электронного обмена данными.
Жизненный цикл изделия - совокупность этапов или последовательность бизнес-процессов, через которые проходит это изделие за время своего существования: маркетинговые исследования, составление технического задания, проектирование, технологическая подготовка производства, изготовление, поставка, эксплуатация, утилизация.
Идеология CALS состоит в отображении реальных бизнес-процессов на виртуальную информационную среду, где эти процессы реализуются в виде компьютерных систем, а информация существует только в электронном виде.
КСПИ - Компьютерное Сопровождение Процессов жизненного цикла Изделий, аналог CALS.
Аспекты КСПИ:
компьютерная автоматизация,
повышающая производительность основных процессов, операций создания информации;
информационная интеграция процессов, т.е. совместное и многократное использование одних и тех же данных.
Интеграция достигается минимизацией числа и сложности вспомогательных процессов и операций поиска, преобразования и передачи информации. Один из инструментов интеграции — стандартизация способов и технологий представления данных, благодаря которой результаты предшествующего процесса могут быть использованы в последующих процессах с минимальными преобразованиями; переход к безбумажной модели организации бизнес-процессов, многократно ускоряющей доставку документов, обеспечивающей параллелизм обсуждения, контроля и утверждения результатов работы, сокращающей длительность бизнес-процессов. В этом случае ключевое значение приобретает электронно-цифровая подпись ЭЦП.
Условия применения технологий КСПИ:
наличие современной инфраструктуры передачи данных;
введение понятия электронного документа, как полноценного объекта производственно-хозяйственной деятельности и обеспечение его легитимности;
наличие средств и технологий ЭЦП и защиты данных;
реформирование бизнес-процессов с учетом новых возможностей информационных технологий;
создание системы стандартов, дополняющих или заменяющих традиционные ЕСКД, ЕСТД, ЕСПД, СРПП и т.п.;
наличие на рынке программных средств и компьютерных систем, соответствующих требованиям стандартов.
Состав КСПИ:
компьютеризированное интегрированное производство,
система логистической поддержки изделия.
Компьютеризированное интегрированное производство:
системы автоматизированного проектирования (САПР-К),
системы инженерного анализа и расчетов (СИАР) и технологической подготовки производства (САПР-Т);
системы автоматизированной разработки эксплуатационной документации (Electronic Technical Publication Development — ETPD);
системы управления данными об изделиях (Product Data Management — PDM);
системы управления проектами и программами (Project Management - PM);
автоматизированные системы управления производственно-хозяйственной деятельности предприятия (АСУП).
Система интегрированной логистической поддержки (ИЛП) изделия: предназначенная для информационного сопровождения бизнес-процессов на постпроизводственных стадиях жизненного цикла — относительно новый элемент производственной и управленческой структуры для предприятий России. ИЛП представляет собой совокупность процессов, организационно-технических мероприятий и регламентов, осуществляемых на всех стадиях жизненного цикла изделия от его разработки до утилизации. Цель внедрения ИЛП — сокращение «затрат на владение изделием», которые для сложного наукоемкого изделия равны или превышают затраты на его закупку.
Перечень задач ИЛП:
логистический анализ на стадии проектирования, предусматривающий определение требований к готовности изделия;
определение затрат и ресурсов, необходимых для поддержания изделия в нужном состоянии;
создание баз данных для отслеживания перечисленных параметров в ходе жизненного цикла изделия;
создание электронной технической документации для закупки, поставки, ввода в действие, эксплуатации, обслуживания и ремонта изделия;
создание и ведение «электронных досье» на эксплуатируемые изделия, с целью накопления и использования фактических данных для оперативного определения реального объема работ по обслуживанию и потребности в материальных ресурсах;
применение стандартизованных процессов поставки изделий и средств материально-технического обеспечения, создание компьютерных систем информационной поддержки этих процессов;
применение стандартизованных решений по кодификации изделий и предметов снабжения.
В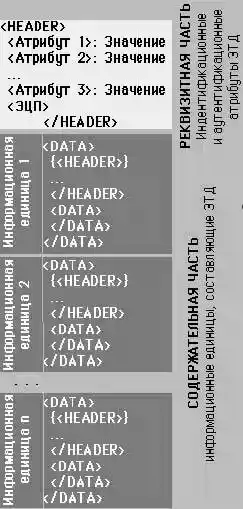 условиях России эта задача имеет более
широкий смысл и трактуется как задача
каталогизации — создание федерального
реестра предметов снабжения, поставляемых
для государственных нужд. Цель создания
реестра — оптимизация госзаказа, в том
числе исключение дублирования производства
функционально и конструктивно
эквивалентных предметов снабжения. В
ходе каталогизации получают коды,
используемые для их идентификации в
процессах материально-технического
снабжения;
условиях России эта задача имеет более
широкий смысл и трактуется как задача
каталогизации — создание федерального
реестра предметов снабжения, поставляемых
для государственных нужд. Цель создания
реестра — оптимизация госзаказа, в том
числе исключение дублирования производства
функционально и конструктивно
эквивалентных предметов снабжения. В
ходе каталогизации получают коды,
используемые для их идентификации в
процессах материально-технического
снабжения;
создание и применение компьютерных систем планирования потребностей в средствах материально-технического обеспечения, формирования заявок и управления контрактами на поставку средств материально-технического обеспечения. Практическая организация безбумажных бизнес-процессов возможна
только при обеспечении легитимности
электронного документа, заверенного ЭЦП. Техническим комитетом 431 «CALS-технологии» Госстандарта РФ в настоящее время разрабатывается проект соответствующего ГОСТа, в котором электронный технический документ
Рис. 4.1. Структура электронного трактуется как «оформленная надлежащим
технического документа образом в установленном порядке и
зафиксированная на машинном носителе техническая информация, которая может быть представлена в форме, пригодной для ее восприятия человеком».
Электронный технический документ состоит из двух частей:
содержательной,
реквизитной.
Содержательная часть представляет собой собственно информацию, а реквизитная содержит аутентификационные и идентификационные данные электронного технического документа, в том числе набор обязательных атрибутов, одну или несколько электронно-цифровых подписей.
ЭЦП представляет собой набор знаков, генерируемый по алгоритму, определенному ГОСТ Р 34.0-94 и ГОСТ Р 34.-94. ЭЦП является функцией от содержимого, подписываемого электронного технического документа и секретного ключа. Секретный ключ имеется у каждого субъекта, имеющего право подписи и может храниться на дискете или смарт-карте. Второй ключ (открытый) используется получателями документа для проверки подлинности ЭЦП. При помощи ЭЦП можно подписывать отдельные файлы или фрагменты баз данных. В последнем случае программное обеспечение, реализующее ЭЦП, должно встраиваться в прикладные автоматизированные системы.
Развитие КСПИ и обусловило появление новой организационной формы выполнения масштабных наукоемких проектов, связанных с разработкой, производством и эксплуатацией сложной продукции - так называемого «виртуального предприятия». Виртуальное предприятие создается посредством объединения на контрактной основе предприятий и организаций, участвующих в жизненном цикле продукции и связанных общими бизнес-процессами. Информационное взаимодействие участников виртуального предприятия осуществляется на основе общих хранилищ данных через общую корпоративную или глобальную сеть. Срок жизни виртуального предприятия определяется длительностью проекта или жизненного цикла продукции. Задача информационного взаимодействия особенно актуальна для временно создаваемых виртуальных предприятий, состоящих из географически удаленных друг от друга подрядчиков, субподрядчиков, поставщиков с разнородными компьютерными платформами и программными решениями.
Информацию, в ходе жизненного цикла, можно разделить на три класса:
о продукции,
о выполняемых процессах,
о среде, в которой эти процессы выполняются.
На каждой стадии создается набор данных, который используется на последующих стадиях.
Стандарты
Данные об изделии занимают значительную часть общего объема информации, используемой в ходе жизненного цикла. На их основе решаются задачи производства, материально-технического снабжения, сбыта, эксплуатации, ремонта и др. Информационная интеграция этих процессов и совместное использование данных обеспечиваются применением соответствующих стандартов. Представление конструкторско-технологических данных об изделии регламентируется стандартами серии ISO 10303 и ISO 13584. В 1999-2000 годах Госстандартом РФ выпущена серия ГОСТ Р ИСО 10303, представляющая собой аутентичный перевод некоторых стандартов ISO 10303, который поддерживается большинством современных зарубежных и отечественных систем CAD/CAM и PDM.
В соответствии с ISO 10303 электронная конструкторская модель изделия включает ряд компонентов.
Геометрические данные (твердотельные поверхности с топологией, фасеточные поверхности, сетчатые поверхности с топологией и без топологии, чертежи и т.п.).
Информация о конфигурации изделия и административные данные (идентификаторы страны, отрасли, предприятия, проекта, классификационные признаки и т.п.; данные о вариантах состава и структуры изделия; данные об изменениях конструкции и информацию о документировании этих изменений; данные для контроля различных аспектов проекта или решения вопросов, связанных с особенностями и вариантами состава и конфигурации изделия; данные о контрактах, в соответствии с которыми ведется проектирование; сведения о секретности; условия обработки, в том числе финишной, данные о применяемости материалов, указанные проектировщиком для данного изделия; данные для контроля и учета выпущенной версии разработки; идентификаторы поставщиков и их квалификации).
Инженерные данные в неструктурированной форме, подготовленные с помощью различных программных систем в различных форматах.
Некоторые части стандарта ISO 10303 используются в качестве готовой модели данных для системы PDM (например, ISO 10303-203), а другие описывают конкретную технологию представления данных для информационного обмена между предприятиями (ISO 10303-21).
Для представления информации, необходимой при эксплуатации и техническом обслуживании изделия, используются технологии, регламентируемые стандартами ISO 8879, ISO 10744, а также спецификациями ассоциаций производителей аэрокосмической техники AECMA-1000D и AECMA-2000M (www.aecma.org).
В соответствии с требованиями стандартов эксплуатационная и ремонтная документация создается в форме интерактивных электронных технических руководств, интегрирующих данные и программные средства поддержки обслуживания, планирования потребностей в материальных ресурсах, контроля и диагностики, накопления данных о ходе эксплуатации.
Средства описания и анализа
Внедрение технологий КСПИ и создание интегрированной информационной системы на промышленном предприятии и, тем более, в условиях виртуального предприятия связано с глубокими исследованиями разнообразных бизнес-процессов, составляющих жизненный цикл изделия, что требует специальных средств их описания и анализа. Для этого применяется методология моделирования IDEF, позволяющая исследовать структуру, параметры и характеристики процессов в производственно-технических и организационно-экономических системах.
Методология IDEF:
IDEF0 для создания функциональной модели, отображающей процессы и функции системы, а также потоки информации и материальных объектов, преобразуемые этими функциями;
IDEF1 для построения информационной модели, отображающей структуру и содержание информационных потоков, необходимых для поддержки функций системы.
Обе методологии получили в США статус федеральных стандартов, а сегодня ведется работа по их стандартизации и в России.
Основу методологии IDEF0 составляет графический язык описания (моделирования) процессов. Базовыми элементами языка являются блоки, изображающие функции (операции, действия) в составе моделируемых процессов, и стрелки, изображающие информационные и материальные связи между блоками. С помощью блоков и стрелок составляются диаграммы, описывающие процессы, операции и действия. Каждый блок на любой диаграмме может быть подвергнут декомпозиции с целью более подробного раскрытия его содержания. Результатом декомпозиции является новая, дочерняя, диаграмма. Множество всех диаграмм образует собственно функциональную модель.
Функциональная модель может иметь любую необходимую глубину декомпозиции, вплоть до описания действий, выполняемых отдельными специалистами на конкретных рабочих местах, с указанием условий выполнения и перечня используемых ресурсов.
Описания бизнес-процессов в форме функциональных моделей имеют ряд преимуществ. Модель является своеобразной «программой управления» персоналом, поскольку определяет, кто, при каких условиях и с использованием каких ресурсов выполняет те или иные функции. Модель определяет материальные потоки и документооборот и позволяет установить регламенты обмена результатами различных процессов. Модель служит методической основой для настройки прикладных программных систем.
Модель является удобным средством анализа, пригодным для поиска путей совершенствования организации и управления процессами. Кроме данных, относящихся к изделиям и бизнес-процессам, в интегрированной информационной системе должна содержаться информация о производственной и управленческой структуре, технологическом и вспомогательном оборудовании, персонале, финансах и т.д
Применение концепции КСПИ в процессах разработки, производства и эксплуатации продукции обеспечивает:
расширение области деятельности предприятий путем кооперации с другими предприятиями. Эффективность взаимодействия достигается стандартизацией способов представления информации на разных стадиях и этапах жизненного цикла и возможности ее последующего использования. Современные ИТ позволяют строить производственную кооперацию в форме «виртуальных предприятий». Становится возможной кооперация не только посредством поставки готовых компонентов, но и посредством выполнения отдельных этапов и задач в процессах проектирования, производства и эксплуатации; повышение эффективности деятельности предприятий за счет использования информации, подготовленной партнерами; сокращения затрат на документооборот; преемственности результатов работы в комплексных проектах и возможности изменения состава участников без потери уже достигнутых результатов; повышение «прозрачности» и «управляемости» бизнес-процессов, их анализа и реинжиниринга на основе функциональных моделей; гарантию качества продукции.
Лекция №5: «Конструктивная иерархия аппаратуры».
I. Конструктивная иерархия аппаратуры.
1. Модульный принцип конструирования.
2. Уровни конструктивной иерархии.
3. Принципы иерархического конструирования.
Конструктивная иерархия аппаратуры.
Снизить затраты на разработку, подготовку производства и освоение РЭА, обеспечить совместимость и преемственность аппаратурных решений с одновременным улучшением качества, увеличением надежности и срока службы аппаратуры в эксплуатации позволяет модульный принцип конструирования изделий.
Модульный принцип конструирования.
Модульный принцип конструирования предполагает проектирование изделий РЭА на основе максимальной конструктивной и функциональной взаимозаменяемости составных частей конструкции - модулей. Модуль - составная часть аппаратуры, выполняющий в конструкции подчиненные функции, имеющий законченное функциональное и конструктивное оформление и снабженный элементами коммутации и механического соединения с подобными модулями и с модулями низшего уровня в изделии.
В основе модульного принципа лежит разукрупнение (разбивка, расчленение) электронной схемы РЭА на функционально законченные подсхемы (части), выполняющие определенные функции. Эти подсхемы разбиваются на более простые модули, и так далее, пока электронная схема изделия не будет представлена в виде набора модулей разной сложности, а низшим модулем не окажется корпус микросхемы (МС) с обслуживающими ее радиоэлементами.
Модули низшего уровня устанавливаются и взаимодействуют между собой в модулях следующего уровня иерархии на какой-либо конструктивной основе (несущей конструкции) и реализуются в виде типовых конструктивных единиц, которые устанавливаются и взаимодействуют в модуле более высокого уровня, и т. д. В зависимости от сложности проектируемого изделия может быть задействовано разное число уровней модульности (уровней конструктивной иерархии).
Конструкция современной РЭА представляет собой иерархию модулей, каждая ступень которой называется уровнем модульности. При выборе числа уровней модульности проводится типизация модулей, сокращение их разнообразия и установление таких конструкций, которые выполняли бы достаточно широкие функции в изделиях определенного функционального назначения. Применение микросхем с различными корпусами в пределах одного устройства нецелесообразно, так как здесь требуется обеспечить их совместимость по электрическим, эксплуатационным и конструктивным параметрам.
При использовании интегральных микросхем операции сборки конструкции начинают на уровне схем, выполняющих определенные функции. Интегральная микросхема при этом является исходным унифицированным конструктивным элементом, унификация которого требует унификации и других конструктивных единиц, для того чтобы она была технологичной в производстве, надежной в работе, удобной в наладке, ремонте и эксплуатации.
Уровни конструктивной иерархии. В конструкции радиоэлектронной аппаратуры можно выделить четыре основных уровня (рис. 5.1.).
Рис. 5.1. Схема уровней конструктивной иерархии.
Уровень 0. Конструктивно неделимый элемент - интегральная микросхема с радиоэлементами ее обслуживания.
Уровень I. На уровне I неделимые элементы объединяются в схемные сочетания, имеющие более сложный функциональный признак, образуя ячейки, модули, типовые элементы замены (ТЭЗ). Эти конструктивные единицы не имеют лицевой панели и содержат единицы и десятки микросхем. К первому структурному уровню относят печатные платы и большие гибридные интегральные схемы (БГИС), полученные путем электрического и механического объединения бескорпусных микросхем и кристаллов полупроводниковых приборов на общей плате.
Уровень II. Этот уровень включает в себя конструктивные единицы - блоки, предназначенные для механического и электрического объединения элементов уровня I. Основными конструктивными элементами блока является панель с ответными соединителями модулей первого уровня. Межмодульная коммутация выполняется соединителями, расположенными по периферии панели блока. Модули первого уровня размещаются в один или несколько рядов. Кроме соединительной конструктивные единицы уровня II могут содержать лицевую панель, образуя простой функциональный прибор.
Уровень Ш. Уровень Ш может быть реализован в виде стойки или крупного прибора, внутренний объем которых заполняется конструктивными единицами уровня II - блоками.
Число уровней конструктивной иерархии может быть изменено как в сторону увеличения, так и в сторону уменьшения в зависимости от класса аппаратуры и уровня технологии ее изготовления. При разработке несложной аппаратуры высшие уровни модульности отсутствуют. Большая многопроцессорная аппаратура со сложной структурой требует использования четырех, а иногда и пяти уровней конструктивной иерархии.
Уровень IV. Крупные системы, включающие в свой состав несколько стоек, соединенных кабелями.
Конструктивный модуль |
Схемный модуль |
Корпус микросхемы ТЭЗ Блок Рама Стойка |
Логический элемент Функциональный узел Устройство Комплекс Система |
Конструктивным модулям можно поставить в соответствие схемные модули, которые так же имеют многоуровневую иерархию и представляют собой функциональные узлы, устройства, комплексы, системы.
Приведенная связь конструктивной и схемной модульности условна. Она имеет отношение к аппаратуре, реализуемой на микросхемах малой степени интеграции, и в общем случае зависит от функциональной сложности проектируемого изделия и степени интеграции применяемых МС. В больших интегральных схемах (БИС) реализуются целиком устройства (например, преобразователи, запоминающие устройства) или их крупные фрагменты, при этом несложная система может быть конструктивно выполнена на одной печатной плате.
Рис. 5.2 Структурные уровни констру-
ктивной иерархии небольшого прибора.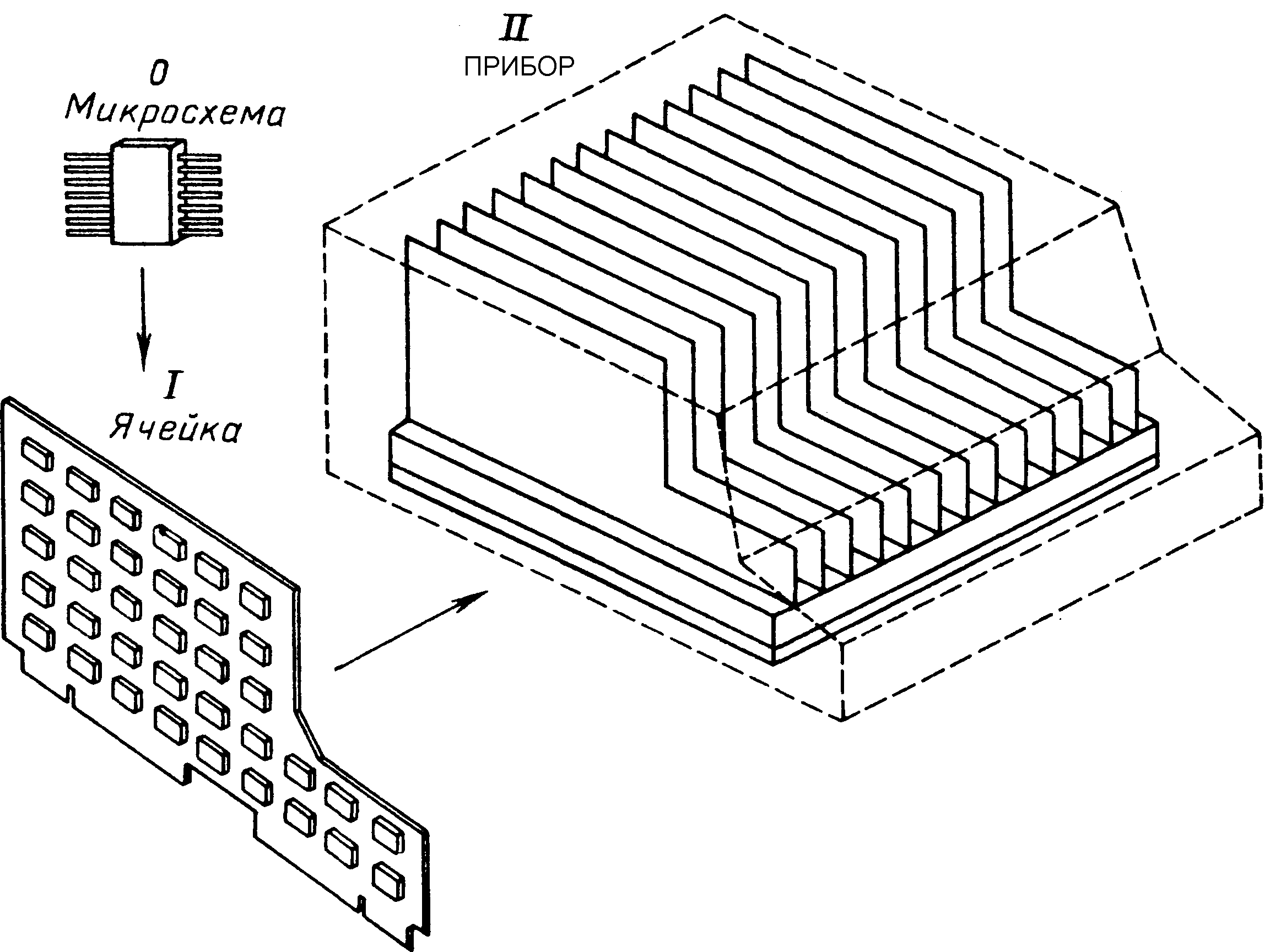
Для небольших изделий нет необходимости использования конструктивных единиц уровня II и приборы монтируют непосредственно из ячеек. При этом размеры ячеек и число монтируемых на них микросхем, как правило, больше, чем в больших системах. Это связано с тем, что разбиение функциональной схемы сравнительно небольших приборов на повторяющиеся мелкие узлы приводит к появлению большого числа проводных и разъемных соединений. На рис. 5.2 представлены структурные уровни конструктивной иерархии небольшого прибора. Ячейки вместе со смонтированными на них микросхемами устанавливаются непосредственно на базовую плату, образуя блок, который затем помещают в кожух с пультом управления (настольный вариант) или с разъемом (бортовой вариант).
Уровень V. Модули высших уровней поставляются разработчикам РЭА в виде базовых несущих конструкций (БНК), которые представляют собой деталь или совокупность деталей, предназначенных для размещения, монтажа составных частей аппаратуры и обеспечения устойчивости РЭА в условиях внешних воздействий. Под БНК понимается стандартная несущая конструкция, служащая для разработки разнообразной РЭА определенного назначения.
При разбивке структурных и функциональных схем необходимо удовлетворить многим порой противоречивым требованиям:
- функциональной законченности, когда выделяемая подсхема должна обладать необходимой полнотой и выполнять определенные частные функции;
- минимизации внешних связей подсхем, либо, если электрические соединители модулей заданы, чтобы число внешних связей не превысило число контактов соединителя;
- максимального заполнения отводимого конструктивного пространства модулями, компоненты не должны существенно отличаться между собой по габаритным размерам и массе;
- модули подсхем должны рассеивать приблизительно одинаковые мощности во избежание местных перегревов;
- модули подсхем не должны быть чрезмерно чувствительными к электрическим, магнитным и электромагнитным помехам и не должны создавать чрезмерных помех.
Функциональная законченность подсхем сокращает число межмодульных электрических соединений, позволяет вносить конструктивные изменения на более поздних стадиях проектирования, упрощает и удешевляет контроль модулей.
Разделение конструкции РЭА и ГИВС на уровни позволяет:
1) организовать производство по независимым циклам для каждого структурного уровня;
2) автоматизировать процессы сборки и монтажа;
3) сократить период настройки, так как может быть произведена предварительная настройка отдельных конструктивных единиц порознь;
4) автоматизировать решение задач размещения элементов и трассировки соединений;
5) унифицировать стендовую аппаратуру для испытания конструктивных единиц;
6) повысить надежность конструктивных единиц.
Принципы иерархического конструирования.
В настоящее время получили широкое распространение такие принципы конструирования, как моносхемный, схемно-узловой, каскадно-узловой, функционально-узловой и модульный.
Моносхемный принцип конструирования заключается в том, что полная принципиальная схема радиоэлектронного аппарата располагается на одной печатной плате и, поэтому, выход из строя одного элемента приводит к сбою всей системы.
Оперативная замена вышедшего из строя элемента затруднена из-за сложности его обнаружения. РЭА, построенная по моносхемному принципу, должна быть смонтирована из нескольких БИС, в которых предусмотрены меры увеличения надежности путем введения аппаратурной и информационной избыточности. Нахождение неисправностей при этом должно производиться программными методами.
Схемно-узловой принцип конструирования. При этом принципе конструирования на каждой из печатных плат располагают часть полной принципиальной схемы радиоаппарата, имеющую четко выраженные входные и выходные характеристики. По такому принципу сконструированы настольные и бортовые приборы, где различные устройства приборов выполняют на одной или нескольких платах, а объединение их между собой производят с помощью коммутационной платы и проводных жгутов.
Каскадно-узловой принцип конструирования заключается в том, что принципиальную схему радиоаппарата делят на отдельные каскады, которые не могут выполнять самостоятельных функций. Системы с относительно сложной и большой структурой строится по каскадно-узловому принципу, а системы с более простой структурой - по схемно-узловому принципу.
Функционально-узловой принцип конструирования нашел широкое распространение при разработке больших систем. Базовым элементом конструкции здесь является ТЭЗ. Имея необходимый набор ТЭЗ, можно построить целый ряд систем с различными техническими характеристиками.
Модульный принцип конструирования предполагает, что основные функциональные узлы аппаратуры взаимосвязаны с помощью одного канала. Чтобы установить связь с модулем-приемником, модуль-передатчик посылает нужный сигнал вместе с адресом по одной (или более) шине. Сигналы поступают на входы всех подключенных к каналу модулей, но отвечает только запрашиваемый.
Применяя этот принцип, можно построить систему с практически неограниченной производительностью и сложностью, сохраняя при этом гибкость в ее организации, так как разработчик использует ровно столько модулей, сколько ему требуется. Разработчик системы может также легко модернизировать конструкцию, меняя или добавляя отдельные модули и получая при этом необходимые параметры.
Лекция №6: «Интегральные схемы ИС - КМ нулевого уровня».
I. Интегральные схемы.
1. Классификация и система обозначений ИС
2. Корпуса интегральных микросхем
3. Маркировка интегральных схем
Классификация ИС.
На низшем, нулевом, уровне конструктивной иерархии ЭВМ любого типа и назначения находятся интегральные микросхемы (ИС), выполняющие логические, вспомогательные, специальные функции, а также функцию запоминания.
В настоящее время промышленностью выпускается большое количество интегральных микросхем, которые можно классифицировать по ряду признаков.
По функциональному назначению ИС делят на логические (цифровые), линейно-импульсные и линейные (аналоговые).
Логические ИС используют в цифровых устройствах. К логическим ИС принадлежат микропроцессорные схемы, схемы памяти и другие интегральные схемы, выполняющие логические функции.
Линейно-импульсные и линейные ИС применяются в аналоговых вычислительных машинах и в устройствах преобразования информации. К этим ИС относятся различные преобразователи, операционные усилители, компараторы, ЦАП, АЦП и другие схемы.
По технологии изготовления ИС разделяют на полупроводниковые, пленочные и гибридные.
Полупроводниковые ИС выполняются в объеме полупроводника с использованием его поверхности. Активные и пассивные элементы изолируют друг от друга диэлектриком или обратно включенным p-n переходом. Полупроводниковые ИМС имеют наиболее высокую степень интеграции и надежность.
Пленочные ИС подразделяются на тонко- и толсто-пленочные. Активные и пассивные элементы изготавливаются в виде металлических, полупроводниковых или диэлектрических пленок толщиной до 1 мкм для тонкопленочных и до 20 мкм для толстопленочных ИМС.
Гибридные ИС совмещают свойства полупроводниковых и пленочных ИМС. Пассивные элементы в них обычно пленочные, а активные полупроводниковые навесные (т.е. изготовленные отдельно и приклеенные к подложке).
В зависимости от применяемых активных элементов полупроводниковые ИС подразделяют на схемы с биполярными и униполярными структурами.
По методу изоляции компонентов эти схемы делят на ИС с изоляцией диффузионными p-n-переходами и ИС с изоляцией диэлектриком.
В гибридных ИС пассивную часть схемы выполняют в виде пленок, наносимых на поверхность диэлектрического материала (подложки), а активные элементы, имеющие самостоятельное конструктивное оформление, крепят к поверхности подложки.
В гибридных ИС используют как тонкие, так и толстые резистивные, проводящие и диэлектрические пленки. Пленки толщиной до 1 мкм считают тонкими, а толщиной свыше 1 мкм — толстыми. ИС, использующие тонкие и толстые пленки, называют соответственно тонко- и толстопленочными.
В зависимости от метода подсоединения бескорпусных активных элементов гибридные ИС делят на микросхемы с гибкими и с жесткими (шариковыми, столбиковыми, балочными и лепестковыми) выводами.
Степень интеграции Ки микросхемы определяется числом N содержащихся в ней элементарных схем:
Ки = [lgN] + 1, где [lgN|—целая часть IgN.
Таким образом, микросхема, содержащая до 10 элементарных схем, имеет первую степень интеграции (малая ИС), до 100 схем — вторую (средняя ИС), до 1000 схем—третью (БИС), свыше 1000 схем— сверхбольшую ИС (СБИС).
По конструктивному оформлению ИС делят на корпусные с выводами, корпусные без выводов и бескорпусные.
Ряд отдельных функциональных микросхем, объединенных по виду технологии изготовления, напряжениям источников питания, входным и выходным сопротивлениям и уровням сигналов, конструктивному оформлению и способам крепления или монтажа, образуют серию ИС.
Обычно в серию ИС входит такой набор функциональных микросхем, из которых можно построить законченное устройство. Существуют также серии специальных микросхем, предназначенных для работы в специфических условиях, или специального назначения (специализированные ИС), например для управления запоминающим устройством, внешними устройствами и т. д.
Корпуса ИС.
Корпуса интегральных микросхем выполняют ряд функций, основные из которых следующие: защита от климатических и механических воздействий; экранирование от помех; упрощение процессов сборки микросхем; унификация исходного конструктивного элемента (микросхемы) по габаритным и установочным размерам.
По конструктивно-технологическому признаку различают корпуса:
а) металлостеклянные (стеклянное или металлическое основание, соединенное с металлической крышкой с помощью сварки; выводы изолированы стеклом);
б) металло-полимерные (подложка с элементами и выводами помещается в металлическую крышку, после чего осуществляется герметизация путем заливки компаундом);
в) металлокерамические (керамическое основание, соединенное с металлической крышкой с помощью сварки или пайки); г) керамические (керамическое основание и крышка, соединенные между собой пайкой);
д) пластмассовые (пластмассовое основание, соединенное с пластмассовой крышкой опрессовкой).
Каждый вид корпуса характеризуется габаритными и присоединительными размерами, числом выводов и расположением их относительно плоскости основания корпуса.
Выводы микросхем могут лежать в плоскости основания корпуса (планарные выводы) или быть перпендикулярными ему (штыревые выводы}.
Планарные выводы по сечению, как правило, прямоугольные, штыревые — круглые или прямоугольные.
Основной недостаток как корпусных микросхем, так и построенных на них устройств — большой объем вспомогательных конструктивных элементов: корпусов, выводов, элементов герметизации, теплоотвода и т. п., не несущих функциональной нагрузки. Использование корпусных микросхем приводит к непроизводительно большим затратам полезного объема и массы устройства, уменьшает на один — два порядка плотность компоновки элементов по сравнению с плотностью их размещения в кристалле или на подложке.
С целью увеличения степени эффективного использования объема и массы микроэлектронных цифровых устройств в последние годы находят распространение бескорпусные полупроводниковые и гибридные ИС.
Наиболее широко их применяют в бортовых и настольных ЭВМ, а также в микрокалькуляторах.
Бескорпусная ИПС представляет собой п/п подложку с нанесенной на ней одним из методов интегральной технологии схемой. Для осуществления монтажа между бескорпусными ИС на подложке предусматриваются контактные площадки.
Гибридные бескорпусные микросхемы представляют собой сравнительно больших размеров ситалловую или керамическую подложку (основание), на которой пассивная часть (межсоединения, резисторы) выполнена напылением, а активная часть (диоды, транзисторы, кристаллы полупроводниковых микросхем) наклеивается в отведенные места и припаивается перемычками к остальной схеме.
По периметру подложки располагаются контактные площадки.
Так как площадь основания сравнительно большая, то на нем можно выполнять тонкопленочные конденсаторы и индуктивности, используя для них места, на которые монтируются кристаллы активных элементов.
Применение бескорпусных интегральных схем наряду с резким уменьшением габаритных размеров и массы создаваемой на их основе аппаратуры приводит к увеличению трудоемкости ее изготовления, а следовательно, и стоимости, к необходимости предусматривать дополнительные меры защиты и герметизации.
Этих недостатков практически лишены получившие широкое распространение безвыводные корпуса с уменьшенными размерами или микрокорпуса.
Микрокорпус является частью конструкции ИС (БИС) и предназначен для защиты кристаллов от внешних воздействий и соединения их посредством выводных площадок (выводов) с внешними электрическими цепями аппаратуры.
Применение микрокорпусов (МК) дает возможность не только увеличить плотность компоновки БИС, но и улучшить их электрические параметры, расширить возможности автоматизированного контроля и аттестации, а также уменьшить стоимость производства аппаратуры.
Наиболее очевидным преимуществом микрокорпусов по сравнению с традиционными корпусами ИС является значительное уменьшение геометрических параметров — основных размеров, площади и объема конструкции, соответствующих одному и тому же кристаллу с одинаковым числом выводов.
Микрокорпуса более плотно располагаются на плате в гибридной ИС или микросборке, а также на печатной плате, что делает возможным достижение более плотной компоновки (упаковки микро-ЭВМ в целом). Это обусловливает уменьшение сложности конструкций и компоновки ЭВМ и, следовательно, снижение стоимости ее производства.
Микрокорпус обеспечивает оптимальную организацию измерений статических и особенно динамических параметров ИС, что позволяет проводить наиболее объективный выходной контроль при изготовлении ИС и входной контроль у потребителей ИС.
Уменьшение размеров МК приводит к значительному сокращению расхода дорогостоящих материалов: уменьшается расход керамики, золота, сокращается номенклатура технологической оснастки. При обнаружении и отбраковке дефектной ИС применение недорогого МК дает значительную экономию по сравнению с корпусной ИС.
Применение микрокорпусов улучшает электрические параметры ИС за счет получения более коротких токопроводящих дорожек, снижения сопротивления и уменьшения межвыводной емкости, что повышает быстродействие ИС.
Маркировка ИМС.
Микросхемы выпускают сериями, элементы которых согласованы по электрическим параметрам и выполнены на единой конструктивно-технологической базе. Это позволяет использовать элементы одной серии в аппаратуре совместно, без промежуточных устройств.
Маркировку ИМС дает ГОСТ 18682-73.
Система условных обозначений:
К- ИМС широкого применения (перед первым элементом).
1-й элемент – цифра – обозначает группу ИМС по конструктивно-технологическому признаку:
- 1, 5, 7 - полупроводниковые ИМС;
- 2, 4, 6, 8 - гибридные;
- 3 - прочие (пленочные, керамические и др.).
2-й элемент –две цифры – обозначают порядковый номер разработки данной серии. В совокупности оба элемента образуют трехзначный номер серии.
3-й элемент – две буквы – обозначают подгруппу и вид ИМС по функциональному назначению.
4-й элемент – цифры – обозначают порядковый номер разработки данной ИМС.
5-й элемент – буква – обозначает отличие по какому-либо параметру (приводится в случае необходимости).
Пример обозначения интегральной микросхемы К134ЛА4А
К- ИМС широкого применения,
1- полупроводниковая ИМС,
34- порядковый номер разработки 34,
ЛА- функциональное назначение - логические элементы И-НЕ,
4- порядковый номер разработки по функциональному признаку,
А- отличие по параметру внутри одного функционального варианта.
Лекция №7: «Конструирование модулей нулевого и первого уровня».
I. Стандартизация при модульном конструировании.
1. Базовый принцип.
2.Модули нулевого уровня.
3. Микросборки.
4. Модули первого уровня.
Ускорение разработки и производства аппаратуры, увеличение ее серийности, снижение стоимости можно достигнуть унификацией, нормализацией и стандартизацией основных параметров и типоразмеров печатных плат, блоков, приборных корпусов, стоек, широким применением модульного принципа конструирования.
В основе стандартизации модулей и их несущих конструкций лежат типовые функции, свойственные многим электронным системам. Для использования при проектировании модульного принципа конструирования разработаны ведомственные нормали и государственные стандарты, устанавливающие термины, определения, системы типовых конструкций модульных систем.
Конструкционная система должна представлять многоуровневое семейство модулей с оптимальным составом набора, обеспечивающим функциональную полноту при построении аппаратуры определенного назначения. Все модули системы должны быть совместимы между собой по конструктивным, электрическим и эксплуатационным параметрам.
Базовый принцип.
Базовым называется принцип конструирования, при котором частные конструктивные решения реализуются на основе стандартных конструкций модулей или конструкционных систем модулей (базовых конструкций), разрешенных к применению в аппаратуре определенного класса, назначения и объектов установки.
При разработке базовых конструкций должны учитываться особенности современных и будущих разработок. При этом частные конструктивные решения обобщаются, а основные свойства и параметры закладываются в конструкции, которые стандартизуются, поставляются и рекомендуются для широкого применения.
Базовые конструкции не должны быть полностью конструктивно завершенными, необходимо предусматривать возможность их изменения для создания модификаций аппаратурных решений. Иерархическое построение базовых конструкций с гибкой структурой и числом уровней не более четырех является вполне достаточным для разработки РЭА любой сложности.
Каждый из элементов конструктивной иерархии характеризуется длиной L, высотой H и глубиной (шириной) B. В зависимости от назначения того или иного типа систем соотношение размеров определенных ее конструктивных частей может быть различным. Однако эти соотношения должны подчиняться определенным правилам и закономерностям, которые устанавливают соответствующие технические регламенты на определенный класс аппаратуры.
В конструкционных системах любого типа электронной аппаратуры основные размеры L, Н, В базовых конструкций устанавливаются соответствующими единому модулю. В каждом направлении развития размеров по координатам x(L), у(Н), z(B) указанный модуль равен 2,5 мм. Он устанавливается в соответствии с шагом координатной сетки печатных плат и выводов элементов на печатной плате и передней панели по x(L), шагом выводов элементов и соединителей на функциональной печатной плате и на кроссплате по у(Н) и z(B).
Единый размерный модуль обеспечивает компоновку различных изделий конструкционной системы как в пространстве, например в трех различных плоскостях комплектного корпуса или блока, так и на плоскости - на поверхности одноплатного изделия. Для каждого уровня базовых конструкций устанавливаются ряды размеров по L, Н, В, каждый из которых взаимосвязан с рядами размеров других уровней с целью обеспечения конструктивной совместимости. Каждый последующий член ряда образуется приращением к предыдущему принятого значения модуля.
Для конкретного проектирования базовых конструкций из отдельных членов рядов составляются оптимальные типоразмеры, среди которых выделяются предпочтительные. Главным исходным требованием при выборе типоразмера является плотность компоновки, определяемая отношением числа активных элементов и корпусов ИС к площади (объему) изделия. Типоразмеры являются рабочим средством достижения сквозной совместимости изделий системы. Например, типоразмеры плат образовываются с учетом стандартной установки их в соответствующий корпус, а типоразмеры корпусов, в свою очередь, устанавливаются с учетом осуществления взаимоприменений.
Модули нулевого уровня.
На низшем нулевом уровне конструктивной иерархии РЭА находятся МС. По функциональному назначению МС делят на логические (цифровые), линейно-импульсные и линейные (аналоговые). Элементы электрической схемы полупроводниковых МС формируют в объеме или на поверхности полупроводникового материала (подложки). Формирование активных и пассивных элементов схемы производят введением концентраций примесей в различные части монокристаллической пластины. В зависимости от применяемых активных элементов полупроводниковые МС подразделяют на схемы с биполярными и униполярными структурами. В гибридных МС пассивную часть схемы выполняют в виде пленок, наносимых на поверхность диэлектрического материала (подложки), а активные элементы, имеющие самостоятельное конструктивное оформление, крепят к поверхности подложки.
Степень интеграции Ки микросхемы определяется числом N содержащихся в ней элементарных схем: Ки = [lgN] + 1, где [lgN - целая часть lgN. Микросхема, содержащая до 10 элементарных схем, имеет первую степень интеграции (малая МС), до 100 схем - вторую (средняя МС), до 1000 схем - третью (БИС), свыше 1000 схем - сверхбольшую МС (СБИС).
Ряд функциональных микросхем, объединенных по виду технологии изготовления, напряжениям источников питания, входным и выходным сопротивлениям, уровням сигналов, конструктивному оформлению и способам монтажа, образуют серию МС. Обычно в серию МС входит такой набор функциональных микросхем, из которых можно построить законченное устройство. Существуют также серии специальных микросхем, предназначенных для работы в специфических условиях, или специального назначения.
Микросборки.
Наивысшая плотность компоновки РЭА имеет место при использовании бескорпусных компонентов. Однако установка и монтаж последних на печатных платах не обеспечивает высокой плотности компоновки из-за низкой разрешающей способности монтажа. На сегодняшний день возможности печатного монтажа практически исчерпаны. Введение в конструкцию промежуточного элемента - подложки - устранит этот недостаток.
Бескорпусные активные компоненты фиксируются клеем на подложке, на которой методом тонко- или толстопленочной технологии выполняются проводники, контактные площадки цепей входа и выхода, пленочные пассивные компоненты. Подобные конструкции называют микросборками. Микросборки представляют собой бескорпусные гибридные МС индивидуального применения. Интегральные микросхемы микросборок не обязательно должны быть согласованы по входу и выходу, это обеспечивается пассивными элементами схемы микросборки. В отличие от универсальных БИС, используемых в разнообразной аппаратуре, микросборки разрабатывают под конкретную аппаратуру для получения высоких показателей ее микроминиатюризации, уменьшения потерь полезного объема аппаратуры. Хотя разрешающая способность толстопленочной технологии ниже тонкопленочной, в ней сравнительно легко удается реализовать многослойные конструкции и повысить плотность компоновки.
Материалом подложек микросборок могут быть некоторые виды стекол и керамики. Легкость получения гладких поверхностей и дешивизна являются основными преимуществами стекол. Однако низкая теплопроводность, препятствующая рассеиванию больших мощностей, хрупкость, трудность получения сложных форм подложек ограничивает их применение. Керамику отличает большая механическая прочность, лучшая теплопроводность, хорошая химическая стойкость, но и повышенная стоимость и относительно грубая поверхность.
В качестве материалов подложек используется ситалл (на основе стекла), поликор (керамика на основе окиси алюминия), гибкие полиамидные пленки. Размеры ситалловых подложек обычно не превышают 48x60 мм, поликоровых — 24x30 мм. Для увеличения механической жесткости и тепловой стойкости гибкие пленки чаще всего фиксируют на пластине из алюминиевого сплава. Максимальные размеры таких подложек составляют 100x100 мм, плотность разводки 5 линий/мм (минимальные ширина и зазоры между проводниками по 0,1 мм), шаг внутренних контактных площадок 0,3.. .0,5 мм, внешних — 0,625 мм.
Модули первого уровня.
При конструировании модулей первого уровня выполняются следующие работы:
Изучение функциональных схем с целью выявления одинаковых по назначению подсхем и унификации их структуры в пределах изделия, что приводит к уменьшению многообразия подсхем и номенклатуры различных типов ТЭЗ.
Выбор серии микросхем, корпусов микросхем, дискретных радиоэлементов.
Выбор единого максимально допустимого числа выводов соединителя для всех типов модулей. За основу принимают число внешних связей наиболее повторяющегося узла с учеучетом цепей питания и нулевого потенциала и до 10 % запаса контактов на возможную модификацию.
Определение длины и ширины печатной платы. Ширина платы, как правило, кратна или равна длине соединителя с учетом полей установки и закрепления платы в модуле второго уровня. Требования по быстродействию и количество устанавливаемых на плату компонентов влияют на ее длину.
Собственно конструирование печатных платы.
Выбор способов защиты модуля от перегрева и внешних воздействий.
Широкое распространение получила плоская компоновка модуля, когда компоненты схемы устанавливают в плоскости платы с одной или двух сторон. Для плоской компоновки характерна малая высота установки компонентов по сравнению с длиной и шириной платы. Простота выполнения монтажных работ, легкость доступа к компонентам и монтажу, улучшенный тепловой режим являются основными преимуществами плоской компоновки. Если для внешней коммутации модуля вводится соединитель, то подобную конструкцию называют типовой элемент замены ТЭЗ (рис. 7.1). На печатную плату устанавливают микросхемы 4 и для исключения влияния на работу микросхем помех по электропитанию - развязывающие конденсаторы 5.
Лицевая панель выполняет одновременно несколько функций. На ней располагают элементы индикации и управления, контрольные гнезда, иногда электрические соединители, которые взаимодействуют с платой проводным монтажом. На панели в резьбовые отверстия помещают невыпадающие винты 2, которыми ТЭЗ жестко фиксируется на несущей конструкции модуля второго уровня, наносится адрес, позволяющий отличить ТЭЗ среди подобных в наборе РЭА, а также предотвратить неправильную установку ТЭЗ.
Панель и электрический соединитель крепят к печатной плате винтовым или заклепочным соединением. В условиях жестких механических воздействий плату ТЭЗ устанавливают на рамку, что увеличивает жесткость конструкции. При большом числе внешних цепей на ТЭЗ устанавливают несколько соединителей, располагающихся на одной или нескольких сторонах платы.
Рис. 7.1. Типовой
элемент замены ТЭЗ
1-лицевая панель, 2-невыпадающий винт,
3-печатная плата, 4-микросхема,
5-развязывающий конденсатор,
6-электрический соединитель (разъем).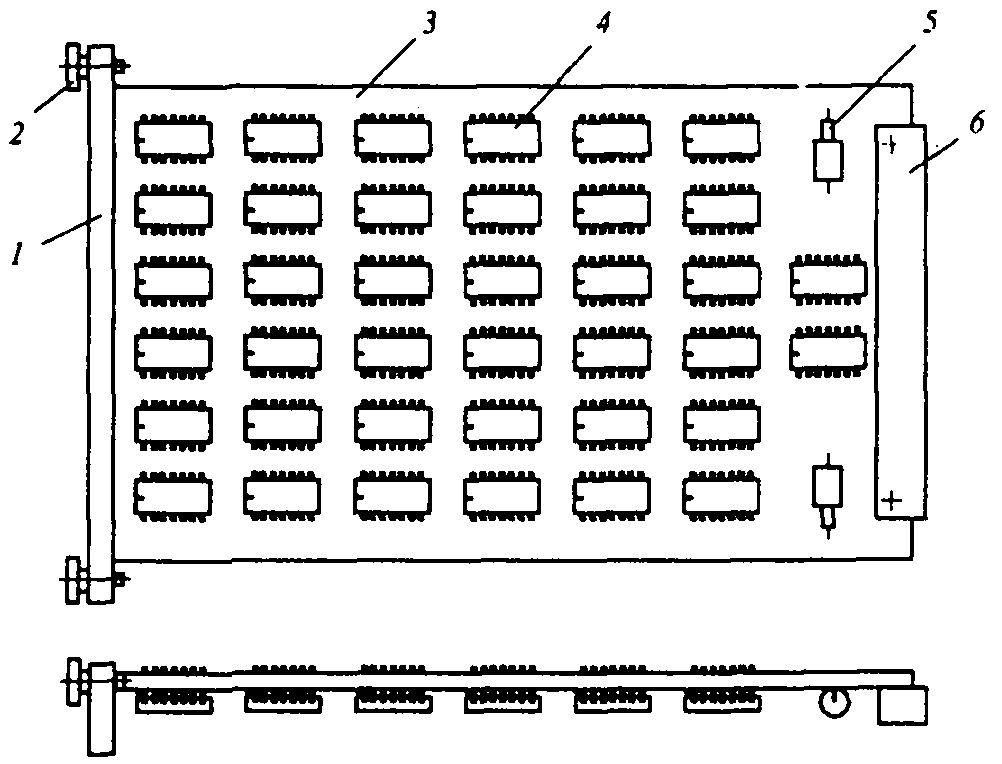
В блоках транспортируемой аппаратуры печатные платы модулей, как правило, закреплены жестко на несущей конструкции. Модули первого уровня взаимодействуют между собой приборными соединителями печатного монтажа, непосредственной подпайкой проводов к монтажным отверстиям плат, с использованием переходных штырьков и колодок.
Соединители обеспечивают быструю замену модулей и бывают прямого и косвенного сочленения. Вилка соединителя прямого сочленения является частью печатной платы с печатными ламелями, розетка соединителя - открытого и закрытого исполнения. В розетках открытого исполнения прорезь для установки печатной платы открыта с концов, что позволяет устанавливать в нее различные по ширине платы. Розетки закрытого типа ограничены с концов торцевыми поверхностями и служат для установки плат фиксированной ширины. Взаимная ориентация модуля и розетки осуществляется перегородкой в розетке и пазом под эту перегородку в концевой части печатной платы. Фиксация модуля в розетке открытого исполнения производится за счет пружинящих контактов розетки, в розетке закрытого исполнения могут быть защелки на торцевых поверхностях соединителя. Расстояние между соседними печатными ламелями выбирается из ряда: 1,25; 2,5;3,75 и 5 мм. Малое омическое сопротивление и высокая износостойкость контактной пары ламель - контакт розетки достигается покрытием медных поверхностей ламелей серебром, палладием, золотом, родием. Толщина покрытия варьируется в пределах 3-50 мкм.
При конструировании печатных плат необходимо решать задачи:
выбор проводниковых и изоляционных материалов, формы и размеров печатных плат, способов установки компонентов;
определение ширины, длины и толщины печатных проводников, расстояний между ними, диаметров монтажных и переходных отверстий, размеров контактных площадок;
трассировка печатного монтажа.
Лекция №8: «Конструирование модулей второго и третьего уровня».
I. Стандартизация при модульном конструировании.
1. Модули второго уровня.
2. Блоки стеллажного типа.
3. Блоки книжной конструкции.
4. Этажерочная компоновка блока.
5. Модули третьего уровня.
Конструирование модулей уровней 2 и 3.
К элементам уровней 2 и 3 конструктивной иерархии относятся панели, блоки, субблоки, шкафы, стойки. К ним можно отнести также тумбы, столы, корпуса частичные, комплексные и другие виды конструктивных элементов, характерные для тех или иных конструкционных систем.
Все они должны обеспечивать:
1) требуемую механическую жесткость и прочность;
2) удобство в сборке, наладке и эксплуатации;
3) оперативную замену вышедших из строя конструктивных элементов;
4) минимальный вес при сохранении требуемой жесткости; надежное закрепление конструктивных элементов;
5) максимальное использование унифицированных деталей и их взаимозаменяемость.
При разработке конструкции блоков, субблоков, панелей, стоек, и т. д. следует использовать такие конструкционные материалы и покрытия, которые отвечают предъявляемым требованиям по условиям эксплуатации.
Модули второго уровня.
К модулям второго уровня относятся блоки различных видов, в том числе одноплатные бескаркасные приборы.
Несущей конструкцией одноплатного бескаркасного настольного прибора со встроенным блоком питания обычно является основание. Для придания жесткости в углах конструкции основания задается определенная форма и устанавливаются кронштейны для закрепления передней и задней панели, боковых стенок и крышки. Для закрепления модулей в основании прибора могут выполняться выдавки с отверстиями, в которые вставляют резьбовые втулки под винты.
На основание прибора устанавливают блок питания, все дополнительные устройства прибора, и объединительную плату электроники с соединителями для ТЭЗ и другими недостающими компонентами схемы прибора. В зарубежной литературе такую плату называют motherboard—материнской платой.
П ри
конструировании блоков РЭА с достаточно
большим количеством ТЭЗ применяют
стеллажный, этажерочный и книжный
варианты конструкций в форме параллелепипеда
в негерметичном и герметичном исполнении.
ри
конструировании блоков РЭА с достаточно
большим количеством ТЭЗ применяют
стеллажный, этажерочный и книжный
варианты конструкций в форме параллелепипеда
в негерметичном и герметичном исполнении.
Рис. 7.2. Блоки
стеллажного типа
1-каркас, 2-лицевая
панель,
3-монтажная панель,
4-соединитель, 5-ТЭЗ.
Блоки стеллажного типа (рис. 7.2) компонуются из ТЭЗ, которые устанавливаются в один или несколько рядов перпендикулярно монтажной панели. Основным конструктивным элементом блока является каркас 1 с монтажной панелью и соединителями 4. Относительно лицевой панели монтажная панель может занимать как горизонтальное, так и вертикальное поперечное или продольное положение.
Блоки с защитными кожухами и крышками являются самостоятельными приборами и в таком виде эксплуатируются. На переднюю панель прибора настольного типа устанавливают элементы индикации, измерительные узлы, элементы управления, электрические соединители. Элементы управления и соединители, не требующие частого доступа, а также предохранители выносят на заднюю панель. При компоновке изделий необходимо обеспечить свободный доступ к электрическим соединителям монтажных панелей для контроля и к ТЭЗ для их замены. Если монтажная панель ориентирована
горизонтально, то крышку и поддон прибора необходимо выполнять съемными, если вертикально - лицевую и заднюю панели нужно делать съемными или откидными.
Горизонтальное расположение монтажной панели затрудняет охлаждение блоков естественной конвекцией, поэтому их обычно используют в приборах настольного типа с низкой плотностью компоновки, либо совместно с вентиляторами, направляющими потоки охлаждающего воздуха вдоль каналов, образованными рядами плат расположенных по соседству ТЭЗ. При комплектации блоками рам и стоек шкафного типа в конструкции блоков не вводят кожухи или крышки. При значительной длине ТЭЗ блок с вертикальным расположением монтажной панели можно устанавливать непосредственно в стойку.
Конструктивное исполнение блоков разнообразно, но у всех блоков можно отметить наличие монтажной панели (шасси), каркаса, направляющих и элементов фиксации в модуле высшего уровня. На монтажных панелях выделяют центральную и периферийную зоны. В центральной зоне располагают ответные части соединителей ТЭЗ и направляющие, в периферийной - колодки или соединители внешней коммутации, жгуты, подводы напряжения питания и нулевого потенциала. Желательно ответные соединители ТЭЗ устанавливать на многослойную печатную плату. Однако в процессе отработки аппаратуры часто появляется необходимость во внесении изменений, которые проще всего выполнить проводным монтажом. Используется монтаж одиночным проводом, свитой парой, жгутовой монтаж. При использовании жгутов на монтажной панели блока предусматривают пазы или углубления, в которых жгуты размещают и закрепляют.
Направляющие вводятся в конструкции для быстрого сочленения ТЭЗ с ответными частями соединителей без заклинивания или перекоса, поддержки платы ТЭЗ при ударах и вибрациях, создания пути для кондуктивного отвода теплоты. Для входа и перемещения платы в направляющих по краям платы предусматривают свободную от печатного монтажа зону шириной 2-3 мм. Различают коллективные направляющие, предназначенные для установки одновременно нескольких ТЭЗ, и индивидуальные. В качестве конструкционных материалов направляющих используется пластмасса и металл. Тепловое сопротивление металлических направляющих ниже, чем пластмассовых, и зависит от конкретной конструкции.
Элементы крепления и фиксации должны исключить возможность выпадения ТЭЗ при воздействии ударов и вибраций. Предусматривается индивидуальное или групповое крепление ТЭЗ. Для индивидуального крепления рекомендуется использовать невыпадающие винты, защелки. В большинстве случаев групповое крепление осуществляется прижимной крышкой с наклеенной с внутренней стороны пористой прокладкой.
В блоках книжной конструкции механическое объединение печатных плат между собой и с несущей конструкцией обеспечивается шарнирными узлами, позволяющими поворачивать платы подобно страницам книги. Шарнирные узлы могут выполняться совместно с рамкой, индивидуально, на шарнирный узел может устанавливаться одна или несколько плат. В рабочем состоянии платы объединяют в пакет стяжными винтами. Электрические соединения выполняют объемными проводами.
Рис. 7.3. Блоки с откидными платами
1-кожух,
2-плата,
3-откинутая плата,
4-несущая конструкция,
5-ось шарнира.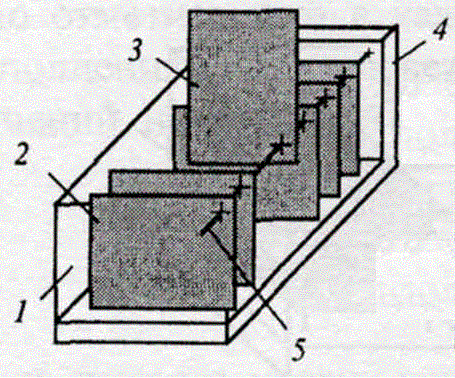
Рис. 7.4 Этажерочная компановка блока.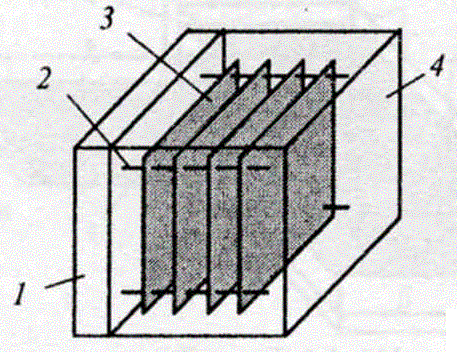
Ориентация и расстояния между платами ТЭЗ зависят от технических требований на аппаратуру, теплового режима, характера и направлений внешних воздействий. Выбор варианта конструкции диктуется производственными и техническими требованиями. Производственные условия рекомендуют применять однотипные конструкции ТЭЗ, элементов несущих конструкций, фиксации, крепления, монтажа.
В герметичные корпуса блоков устанавливают один или несколько пакетов модулей первого уровня, особо чувствительных к влиянию условий эксплуатации. Компактные герметичные блоки могут размещаться в любом месте объекта эксплуатации, что является преимуществом подобной компоновки, но при этом возрастают длины электрических соединений между блоками. Необходимо отметить, что в каждом конкретном случае выбор конструктивного исполнения блока решается комплексно и с учетом ограничений, накладываемых объектом эксплуатации.
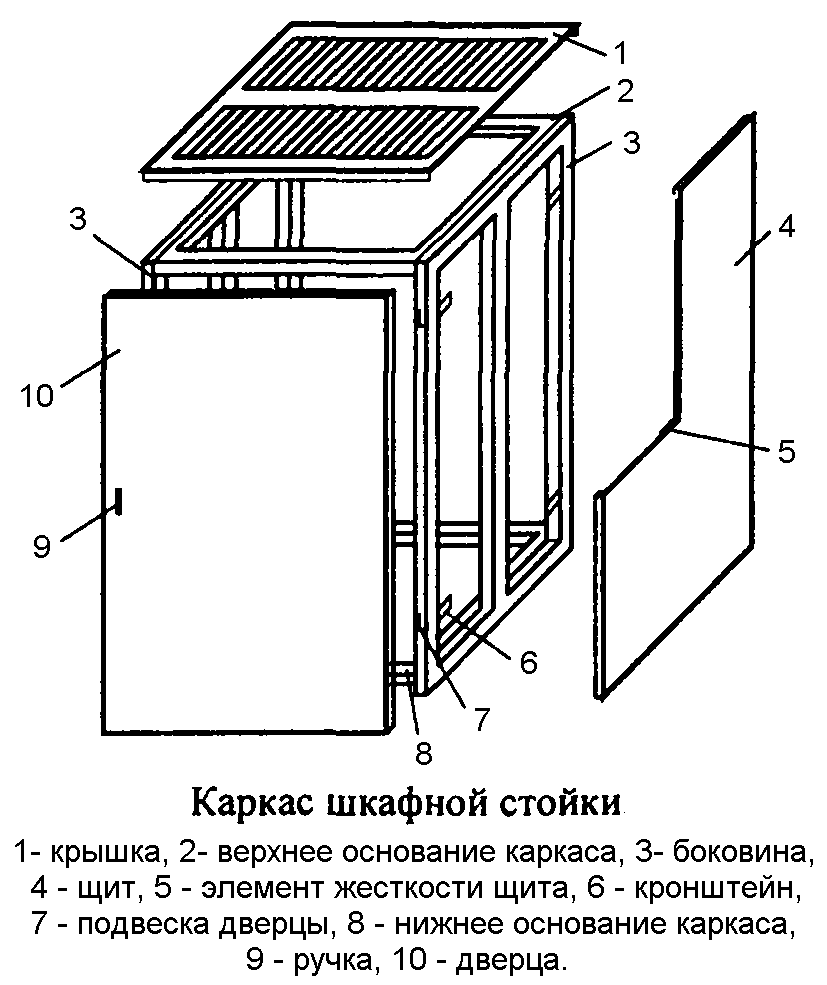 Модули
третьего уровня.
Модули
третьего уровня.
Модуль третьего уровня конструктивной иерархии - стойка, шкаф - предназначен для установки и коммутации блоков или рам (объединенных конструктивно блоков) и обеспечения их работоспособности в составе РЭА.
Конструктивной основой любой стойки является каркас, обычно изготавливаемый из стального уголкового профиля или труб прямоугольного или квадратного сечений. На рис. 7.5 представлен каркас шкафной стойки, который собирается из двух боковин 3,
нижнего 8 и верхнего 2 оснований каркаса. Боковины и основания сварены из труб и в единую конструкцию объединяются болтовым соединением. Для этого в трубы боковин и оснований в местах болтовых соединений помещаются вкладыши, имеющие форму и размеры поперечного сечения отверстий труб. Вкладыши обеспечивают требуемую жесткость соединения и предохраняют от сминания трубы при завинчивании болтов деталей каркаса. Чаще всего каркас стойки выполняется цельносварным.
На каркасе закрепляется крышка 1 с вентиляционными отверстиями, два боковых щита 4 и подвешиваются дверцы 10. Для придания жесткости с внутренней стороны поверхности щита и дверцы приваривается элемент жесткости 5, проходящий по всей высоте дверцы и щита. Щит 4 к боковине каркаса 3 закрепляется с внутренней стороны стойки винтовым соединением. Для этого по периметру боковин 3 каркаса приваривают кронштейны 6, и, напротив, в соответствующих местах щита - скобы с отверстиями под резьбу. Щит подтягивается к каркасу и фиксируется по всей плоскости боковины 3. Дверцы 10 подвешиваются на петлях к подвескам 7 и имеют кнопку-ручку 9, при нажатии на которую защелка выходит из фиксируемого положения и под действием отжимной пружины свободный край дверцы отходит от каркаса. К использованию магнитных защелок нужно подходить осторожно, так как при этом неизбежно появление магнитных полей и возможно их влияние на работающую аппаратуру.
Дверцы и щиты должны плотно прилегать к каркасу без щелей, через которые происходит утечка охлаждающего воздуха, а внутрь стойки проникает пыль, внешние электрические, магнитные и электромагнитные поля. По требованиям техники безопасности, а также из соображений экранирования стойки электрическое сопротивление между деталями каркаса, дверцами и щитами должно быть минимальным. Для этого детали каркаса, щиты, дверцы электрически объединяют оплеткой экранированного проводника с контактными лепестками «под винтовое соединение». На детали каркаса привариваются бобышки, на щиты и дверцы - скобы. В бобышках и скобах нарезают резьбовые отверстия, и устанавливают контактные лепестки оплетки.
Блоки в стойке коммутируют жгутом, закрепляемым на монтажной панели стойки. Этот же жгут подводит сигнальные цепи к соединителям внешней коммутации, размещаемым на боковых поверхностях или поддоне стойки.
Компоновка стоек вставными разъемными блоками широко используется при конструировании транспортируемой (бортовой) аппаратуры и стоек электропитания. Внешняя коммутация блоков осуществляется приборными или приборно-кабельными соединителями, обеспечивающими быструю замену блоков. Введение приборно-кабельного соединителя обеспечивает работу РЭА при частично выдвинутом или удаленном из стойки для контроля блоке, но приводит к увеличению длин соединений и, как следствие, понижению быстродействия.
Установка на блок приборного соединителя не удлиняет соединений, но для проверки его работоспособности в составе стойки требуется ее отключение, установка блока в переходное устройство, искусственно смещающее ответный соединитель монтажной панели к лицевым панелям блока, включение аппаратуры и собственно контроль. Подобные действия увеличивают время подготовки для выполнения операций контроля, а введение переходного устройства может привести к искажению сигналов.
При использовании приборно-кабельных соединителей приборная часть соединителя устанавливается на тыльную сторону блока, блок вставляется и фиксируется в стойке. В стойке отсутствует монтажная панель, а коммутация блоков обеспечивается кабелями, закрепляемыми в пазах стойки на стороне, противоположной лицевым панелям блоков. Ответные части кабельных соединителей вставляются в приборные блоки и фиксируются на блоках.
Часто в одной и той же стойке размещаются неразъемные и разъемные вставные блоки. Первые, как правило, осуществляют обработку информации, а вторые — охлаждение и снабжение электропитанием блоков обработки информации. Шкафная стойка рамной конструкции компонуется из блоков, глубина которых во много раз меньше глубины каркаса стойки. В этом случае блоки устанавливают в промежуточную конструкцию — раму. В стойке размещают вертикально несколько рам. Количество рам зависит от глубины стойки и рамы. Глубина рамы несколько больше глубины устанавливаемых в стойку блоков (с учетом объема межблочной коммутации). В единую конструкцию рамы объединяются каркасом стойки.
В двухрамной стойке для доступа к монтажным сторонам и лицевым панелям блоков одна или обе рамы выполняют поворачивающиеся вокруг оси подвески. При открытых дверцах и рамах, находящихся в рабочем вдвинутом состоянии, рамы ориентируют монтажными сторонами наружу, что позволяет контролировать сигнальные цепи блоков рамы контрольно-измерительной аппаратурой. Коммутацию в стойке рам между собой выполняют плоским объемным жгутом.
Лекция №9: «Электрические соединения в конструкциях ЭВТ».