

2.4.2 Расчет настроечных размеров

Рисунок 4 – Эскиз для расчета настроечного размера
Метод статистической настройки заключается в установе режущего инструмента по шаблонам на неработающем станке, либо вне его. При настройке на станке правильность положения инструмента проверяют с помощью щупа, вводимого между режущей кромкой инструмента и эталоном.
Необходимые размеры эталона и щупа определяют расточным путем. Настройку инструмента на станке принимают в тех случаях, когда невозможно обеспечить настроечный размер вне станка.
Статистическая настройка применяется как для агрегатных станков и станков автоматов, так и для станков с ЧПУ. Для настройки станков с ЧПУ применяют специальные устройства, обладающие большой универсальностью и гибкостью.
Погрешность, обусловленная методом статистической настройки можно определить по формуле:
ωрн= k
x
![]() =1,73
=1,73![]() 193мкм, (2.8)
193мкм, (2.8)
где ωэ =10-20мкм по размерам и 5-10мкм- по расположению поверхностей - погрешность изготовления и установки эталона [7]
ωрр- погрешность регулирования инструмента при настройке [7]
Определяем величину настроечного размера для вала и отверстия
Lнр h= lmin h +ωи+ ωрн/2+ωо- ∆n = 71+0,0185+0,193/2+0- 0,043= 71,072мм (2.9)
Lнр Н= lmax – ωи - ωрн/2- ωо+∆n =
= 71,074-0,0185-0,193/2-0+ 0,043= 71,002мм (2.10)
где ωи= 25% от Т (Т= 74мкм);
ωо= 0 - величина температурной деформации для деталей большой массы;
Δn – величина поправки.
∆n= ∆1+ ∆2+ ∆3= 9,4+3,2+30= 42,6мкм (2.11)
где Δ1,Δ2,Δ3 – составляющие величины поправки
∆1= 2 х Ру/j = 2 х 282,84/60= 9,4мкм (2.12)
где j= 0,06- жестокость технологической системы;
Ру= 282,84Н - радиальная составляющая силы резания.
∆2= I х Rа = 2 х 1,6=3,2мкм (2.13)
где I=2- количество проходов
Rа=1,6 – значение шерховатости
∆3=30мкм
Определяем размеры эталонов для вала и отверстия
Lэт h= Lнр- iH= 71,072-2 х 2=67,072мм (2.14)
Lэт H= Lнр H=+iH= 71,002+ 2 х 2= 75,002мм (2.15)
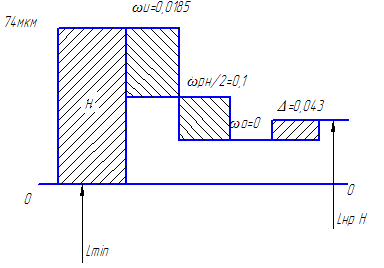
Рисунок 5 – Схема расположения настроечного размера
2.4.3 Расчет припусков
2.4.3.1 Расчет припусков расчетно-аналитическим методом
Расчет припусков на обработку размера Ф122-0,16
Исходные данные:
- Заготовка – пруток
- Чистота обработанной поверхности Ra 5
- Заготовка устанавливается в трехкулачковый патрон
Таблица 10 – Расчет припусков расчетно- аналитическим методом
Элемент поверх-ность детали и техмарш-рут ее обработ-ки |
Элементы припуска |
Расчет припуска 2z min |
Расчет миним размера |
До-пуск на изго-тов-ление |
Прин.размеры по переходам |
Получ.предель-ные припуски |
||||||
Rz |
h |
ρ |
ωу |
IT |
D max |
D min |
2z max |
2z min |
||||
Пруток |
1600 |
2000 |
190 |
- |
16 |
|
126.328 |
2500 |
128,83 |
126,33 |
|
|
Обдирка |
125 |
120 |
11,4 |
0 |
14 |
3790 |
122.538 |
870 |
123,41 |
122,54 |
5420 |
3830 |
Черновое точение |
63 |
30 |
|
0 |
12 |
512,8 |
122.026 |
350 |
122,38 |
122,03 |
1030 |
510 |
Чистовое точение |
30 |
30 |
- |
0 |
10 |
186 |
121.84 |
140 |
121,98 |
121,84 |
400 |
190 |
Ρз=![]() =190мкм (2.16)
=190мкм (2.16)
Рк=∆×lзаг= 0,5х380=190мкм (2.17)
Р1= Рзаг х0,06= 190х0,06= 11,4
Р2= Р1х0,05= 0,57
Определить погрешность установки
ωу=
![]()
При установке в самоцентрирующийся патрон погрешность установки равна нулю.
Расчет припуска
2zmin![]() =
2х(125+120+11,4)=512,8 (2.18)
=
2х(125+120+11,4)=512,8 (2.18)
2zmin![]() =
2х(63+30)= 186
=
2х(63+30)= 186
Определить расчетные размеры
Dmin![]() =
dmin
=
dmin![]() +zmin
=
121,84+ 0,186= 122,03 (2.19)
+zmin
=
121,84+ 0,186= 122,03 (2.19)
Dmin = dmin +zmin = 122,03+0,5128=122,54
Dmin![]() =dmin
+zmin
=122,54+3,790=126,33
=dmin
+zmin
=122,54+3,790=126,33
Тзаг – Тдет= ∑zmax -∑zmin
2500-140=6850-4530
2360=2360
Вывод: расчет выполнен верно
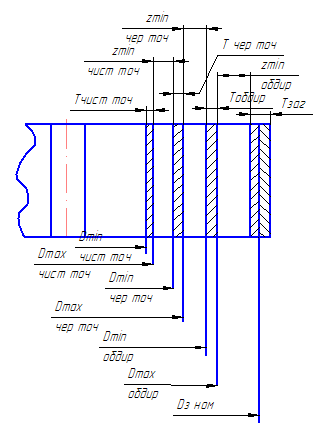
Рисунок 6 – Схема расположения допусков и припусков