

4. Анализ существующих методов изготовления.
В процессе эксплуатации вагона его детали и сборочные единицы, обусловленные чертежами и техническими условиями, изменяются вследствие естественного изнашивания или появления различного рода неисправностей. Все неисправности в вагоне и его частях можно разбить на конструктивного, технологического, аварийного и естественного происхождения.
Конструктивные неисправности проявляются в виде изломов, остаточных деформаций, выкрашивания, задиров и других механических повреждений, являющихся следствием неправильного установления размеров деталей, выбора материала и термообработки, не отвечающих требованиям нагрузочных характеристик и возможных дополнительных внешних перегрузок.
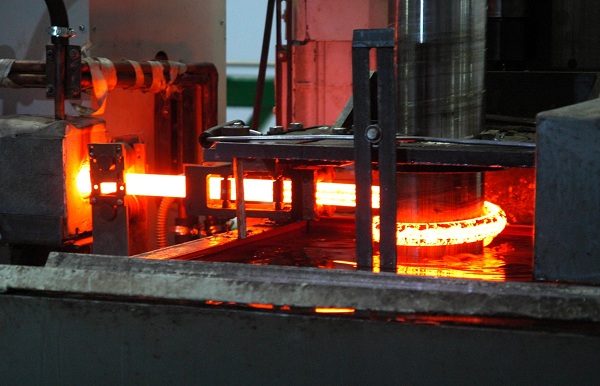
Навивка пружин в нагретом состоянии

Материал для пружин должен удовлетворять требованиям статической, динамической и ударной прочности, обладать высоким пределом выносливости, достаточной пластичностью и сохранять свои упругие свойства в течение срока службы пружины.
Цилиндрические винтовые пружины изготовляют из кремнистых рессорно-пружинных сталей марок 55С2 и 60С2.
Технология изготовления цилиндрических винтовых пружин предусматривает выполнение следующих операций:
- контроль пружинной стали перед пуском в производство,
- резка прутков,
- оттяжка концов заготовки,
- нагрев под навивку и навивка,
- термообработка,
- упрочнение,
- сжатие для снятия остаточной деформации,
- обработка торцов,
- испытание,
- контрольная проверка и окрашивание с последующей сушкой.
Пружинную сталь перед пуском в производство выборочно контролируют по длине прутков, диаметру и состоянию поверхности. Контролю подлежит не менее 3% прутков с замерами сечения не менее чем в пяти местах (по середине и концам). Заготовки нарезают в холодном или нагретом до температуры 750— 900°С состоянии на пресс-ножницах или эксцентриковых прессах. Разрешается прутки диаметром 30 мм и более резать по разметке газокислородной резкой. Перед завивкой концы заготовок нагревают в щелевых печах до- температуры 900—950° С. Печь перед нагревом должна быть прогрета до температуры 1150—1250° С. Длина нагреваемого конца заготовки не менее 0,8 длины оттяжки.
Температура в конце оттяжки не менее 800° С. Продолжительность нагрева 8—15 мин в зависимости от диаметра прутка. Концы оттягивают на молоте или на ковочных (обжимных) вальцах. Для прутков диаметром 13мм и меньше можно концы не оттягивать. Длина оттянутого конца пружины должна составлять не менее 2/3 витка, высота не более 1/3 диаметра прутка, а ширина не менее 0,7 диаметра прутка. После оттяжки на боковую поверхность оттянутого конца пружины в горячем состоянии наносят маркировку: порядковый номер по системе нумерации предприятия-изготовителя; год и месяц; марку стали. Пружины с диаметром прутка 16 мм и менее не маркируют. Пружины навивают и закаливают с одного нагрева заготовки до температуры 900—950° С в полуметодической печи. Продолжительность нагрева должна быть 10—30 мин в зависимости от диаметра прутка заготовки пружины. Навивку нагретых прутков выполняют на специальных станках. Для мелкосерийного производства используют токарно-винторезные станки, оборудованные соответствующими приспособлениями для навивки. После навивки выравнивают шаг витков на калибровочном прессе, поджимают концы пружины и проверяют ее высоту, а при помощи угольника определяют перпендикулярность пружины к ее опорной поверхности по высоте. Затем пружину подают в закалочный барабан, частота вращения которого устанавливается с учетом времени на закалку пружины в зависимости от диаметра ее прутка. Температура закалки 830—870° С. Если технологически невозможно навить и закалить пружину с одного нагрева, то после навивки ее повторно нагревают под закалку. При массовом производстве пружин операции нагрева и закалки механизируют, для чего в цехе устанавливают печь с подвижным подом и рядом с ней располагают закалочный бак с конвейером.
Пружины из нагревательной печи скатываются по наклонной плоскости на конвейер, а затем в бак, где закаливают ся. Закалочная среда — вода при температуре 30—40 °С (для пружин с диаметром прут-ка более 25 мм) или трансформаторное или веретенное масло при температуре не выше 60 °С.
Для улучшения механических свойств и устранения внутренних напряжений все пружины после закалки подвергают отпуску в двухзонных конвейерных печах.
При этом наибольший интервал между закалкой и отпуском допускается не более 4 ч. Температура отпуска должна быть в пределах 480—520 °С. Охлаждают в воде, температура которой не должна превышать 100 °С, или на воздухе в закрытом помещении.
Твердость металла после отпуска должна составлять НВ 370—440 (HRC 40—47). Остаточную деформацию снимают после охлаждения пружины однократным сжатием до соприкосновения витков с выдержкой 5—8 с.
Торцы пружин с диаметром более 8 мм обрабатывают на лобовых и торцовых шлифовально-обдирочных станках с охлаждающей жидкостью, с диаметром прутка до 8 мм на токарных станках.
Термически и механически обработанные пружины тщательно осматривают, обмеряют и направляют на упрочнение.
При серийном производстве пружины с диаметром прутка 14 мм и более и наружным диаметром более 80 мм подвергают упрочнению—наклепу в специальной дрэбеметной установке. Режим наклепа устанавливают такой, при котором каждая точка поверхности пружины находится под действием потока дроби в течение 20—30 с.
Подача дроби 70—100 кг/мин, диаметр дробин 0,8—1,2 мм. После наклепа пружины должны иметь поверхность светлого (серебристого) цвета без зон с черновиками. Кроме дробеметной обработки, для упрочнения пружин применяют заневоливаиие, заключающееся в выдерживании пружин в сжатом состоянии в течение определенного времени, и метод многократного обжатия с последующим наклепом дробью.
При этом пружины навивают таким образом, что расстояние между витками делается намного больше, чем по чертежу, и высота некоторых пружин после навивки увеличивается против номинала до 100 мм.
При заневоливании пружину после термической обработки сжимают до отказа и выдерживают в таком состоянии 20—40 ч и затем разгружают.
При методе многократного обжатия пружину подвергают 5—10-кратной нагрузке-разгрузке на прессе также до соприкосновения витков.
В результате пружина получает остаточную осадку и приобретает окончательную высоту в свободном состоянии, соответствующую чертежу, а в самой пружине создаются остаточные напряжения обратного знака, вследствие чего при ее работе истинные напряжения оказываются меньше, чем они были бы без заневоливания.
Пружина приобретает способность выдерживать большую нагрузку и имеет увеличенный рабочий прогиб при тех же габаритных размерах.