11. Номера позиций
11.1. На сборочном чертеже всё детали, входящие в сборочную единицу, обозначают в соответствии с номером позиции, указанным в спецификации.
11.2. Номера позиций наносят на полках линий, выносок, проведенных от изображения детали.
11.3. Номера позиций располагают параллельно основной надписи чертежа вне контура изображения и группируют их в колонку или в строчку по возможности в одну линию.
11.4. Номера, позиций наносят на чертеже, как правило, один раз. Допускается повторно указывать номера позиций одинаковых составных частей. В этом случае все повторявшиеся номера позиций выделяют двойной полкой.
11.5. Размер шрифта, номеров позиций должен быть на один два размера больше, чем размер шрифта, для размерных чисел на том же чертеже.
11.6. Номера позиций указывают на тех изображениях, на которых соответствующие составные части выявлены наиболее понятно, как правило, на основных видах и заменяющих их разрезах.
11.7. Размер (длина) полки равна 5…10 мм.
12. Пример выполнения эскизов деталей
И СБОРОЧНОГО ЧЕРТЕЖА ВЕНТИЛЯ С НАТУРЫ
Вентиль предназначен для регулирования подачи жидкости. Он присоединяется к трубопроводу при помощи резьбы, нарезанной на внутренней поверхности входного и выходного отверстий корпуса. Сверху к корпусу привинчивается крышка (поз. 2), через которую пропущен шпиндель (поз. 4). На верхний конец шпинделя надет маховичок (поз. 7), а на нижнем закреплен клапан (поз. 5). Конец шпинделя имеет форму конуса. При сборке он вводится в цилиндрическое углубление, имеющееся в клапане. Стенки клапана в верхней части обжимаются, благодаря чему клапан удерживается на
8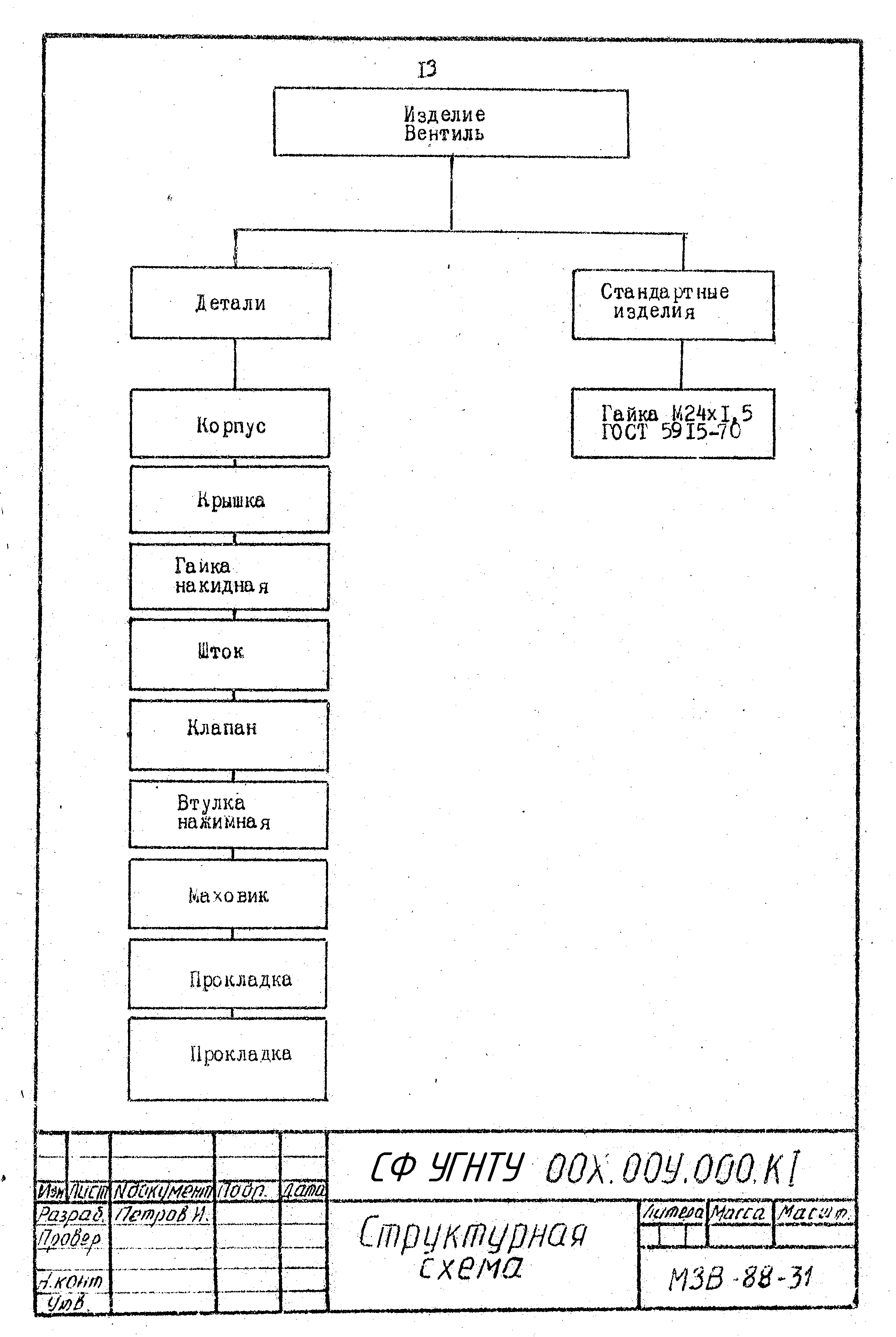
шпинделе. Вращением маховичка в ту или иную сторону клапан поднимается или опускается, регулируя при этом количество жидкости, проходящей через вентиль.
Для предотвращения просачивания жидкости между крышкой и корпусом имеется прокладка (поз. 8) Для устранения течи вдоль шпинделя предназначен сальник, состоящий из цилиндрической выточки в верхней части крышки. Полость между крышкой и шпинделем заполняется сальниковой набивкой (поз. 11), Набивка уплотняется сальниковой втулкой (поз. 6), которую прижимает навинчивающаяся сверху накидная гайка. На сборочных чертежах принято втулку сальника ставить в самое верхнее положение, предполагая, что набивка ею еще не сжата.
13. Типовые сборочные узлы общего назначения
При выполнении сборочных чертежей вентилей, пробковых кранов, задвижек, насосов встречаются однотипные по своему назначению узлы.
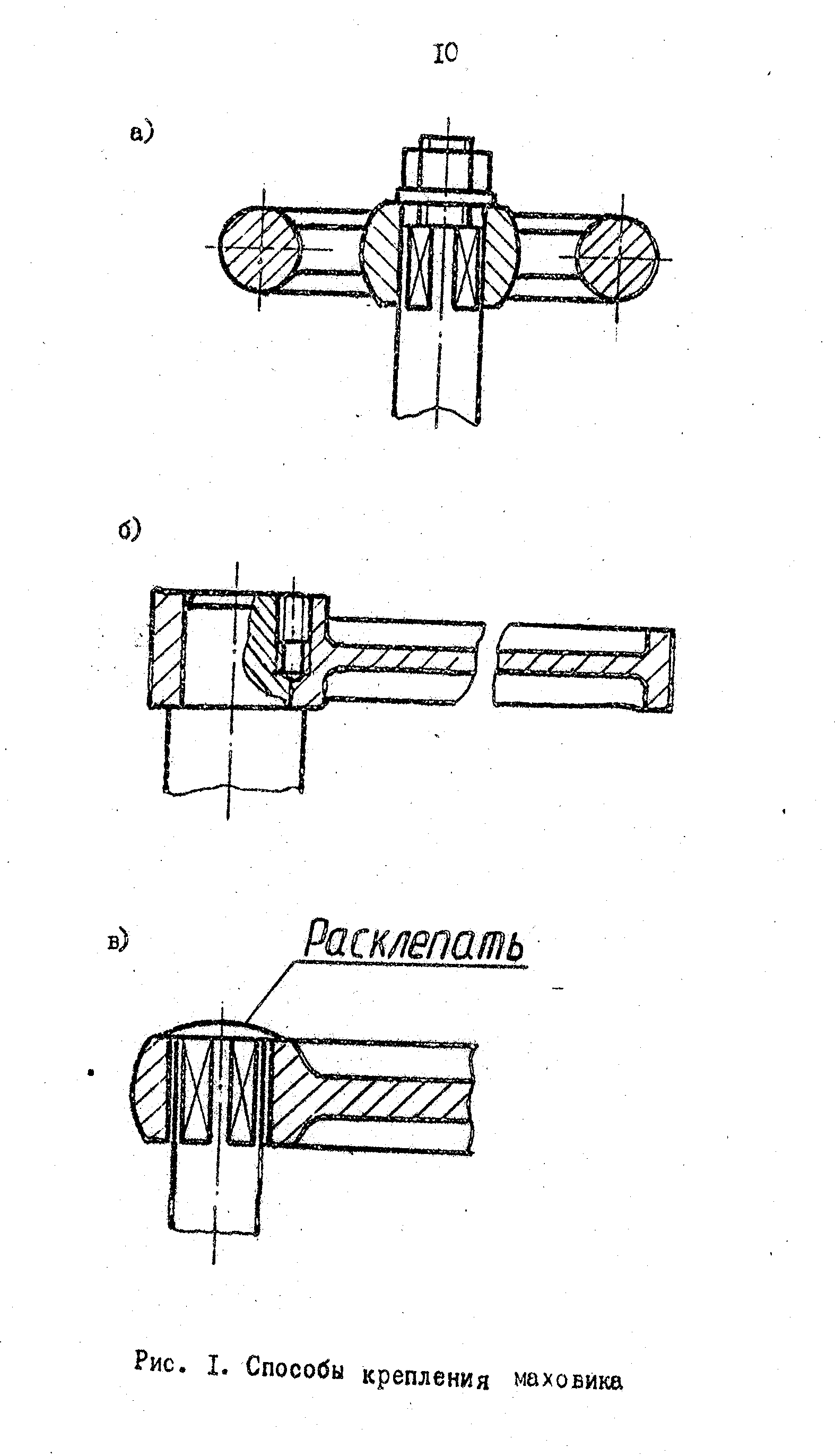
13.1. Крепление маховичков и рукояток на штоках.
Маховички и рукоятки могут быть съемными и постоянно установленными. Такие соединения выполняют путем посадки маховичков и рукояток на лыску или квадрат штока. Для предупреждения осевого смещения деталей используют стандартные гайки, которые навинчивают на нарезанный хвостовик штока или вала (рис. 1,а). Для арматуры с малыми проходами допускается производить расклепку хвостовика штока (рис. 1,в) или стопорение винтом (рис. 1,б).
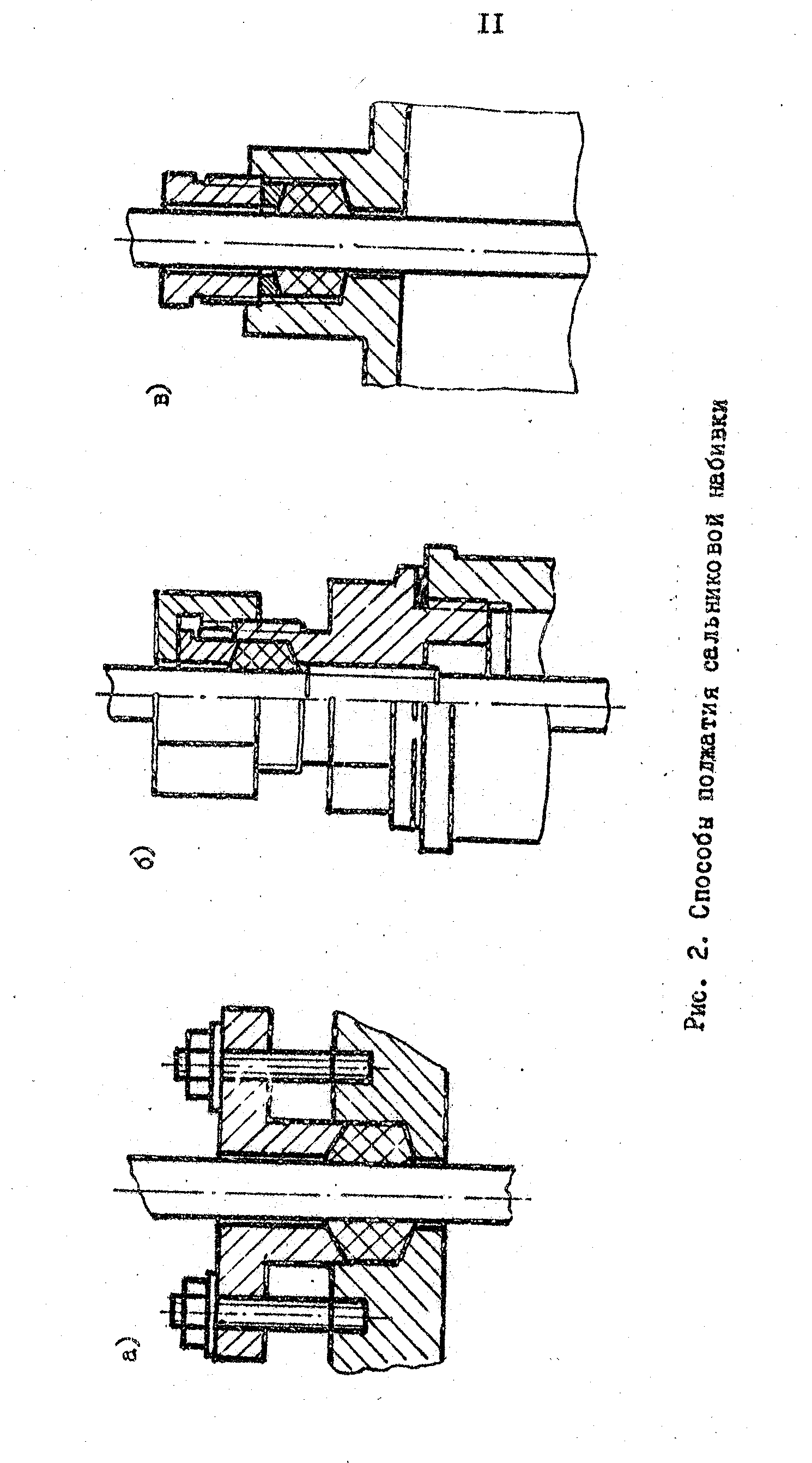
13.2. Сальниковые устройства
Для предупреждения просачивания пара или жидкости через неплотности между корпусом и подвижными деталями узла ставят специальные уплотняющие устройства, называемые сальниковыми. В качестве набивки в них применяется просмоленная пенька, жгут, асбест, резина, набор колец из сминающихся материалов.
Набивка, помещается в кольцевой полости между подвижной деталью и стенками сальника. Нажимная втулка сдавливает ее в осевом направлении, при этом набивка, плотно прилегая к цилиндрической поверхности штока или вала, устраняет имеющиеся зазоры, Нажимная втулка опускается при подтягивании гаек на шпильках (рис.2а) при завинчивании втулки в корпус. В этом случае между набивкой и нажимной втулкой помещается специальное кольцо (рис.2,в) или при помощи накидной гайки (рис. 2,б). При изображении сальниковых устройств в разрезе набивка изображается условно и заштриховывается по типу неметаллических материалов (рис. 2).
9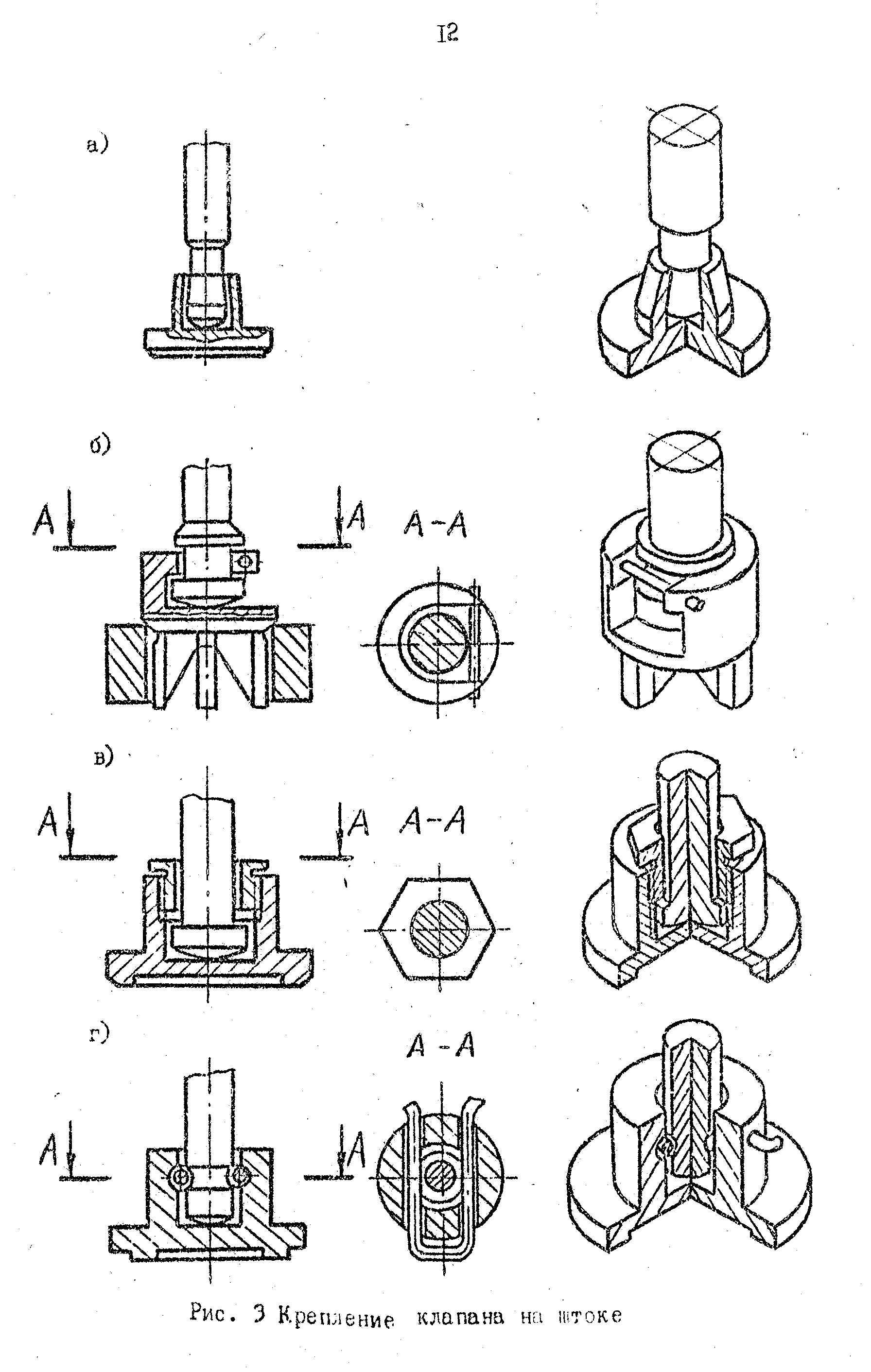
13.3. Крепление клапанов на штоках
Крепление клапанов на головке штока или шпинделе должно обеспечивать свободный поворот клапана. Для узлов с малыми условными проходами крепление клапанов осуществляется путем обжима втулки клапана (рис.3,а) или при помощи проволочного соединения (рис.3,г). Для узлов больших размеров крепление клапанов происходит при помощи втулки (рис.3,в) или штифта (рис.3,б).