

Моделі 6652
Загальна характеристика верстату
Призначення верстату. Верстат призначений для фрезерування великогабаритних заготовок або для одночасної обробки декількох деталей середніх розмірів і ваги, закріплених на столі в одну лінію. Фрезерувати можна як з однією, так відразу з двох або трьох сторін. У роботі можуть брати участь від однієї до чотирьох шпиндельних бабок Верстат застосовується в індивідуальному і серійному виробництві для обробки стали і чавуну фрезами з твердосплавними, а також швидкорізальними ножами.
Технічна характеристика верстата
Розміри робочої поверхні столу, мм .................................1250X4250
Максимальний поздовжній хід столу, мм ......................................4500
Максимальна вага оброблюваної заготовки, Н ..........................80000
Кількість шпиндельних бабок ...........................................................4
Число швидкостей обертання шпинделів....................................12
Межі чисел оборотів шпинделів за хвилину ........................37,5—475
Потужність приводу в кожній з шпиндельних бабок, КВт...............20
Максимальний діаметр фрези, мм ..............................................400
Межі кута нахилу ВІсі шпИнделів, град. .........................................±30
Потужність приводу подач, Квт ...................................................10
Межі швидкостей подач, мм/хв:
шпиндельних бабок ......................................11,8—590
столу ..................................23,5—1180
Потужність приводу швидких переміщень, КВт .............................10 Швидкість швидких переміщень шпиндельних бабок,мм/мін . ....1800
Швидкість швидкого переміщення столу, мм/мін ........................3500
Потужність приводу переміщення траверси, КВт ..........................14
Швидкість переміщення траверси, мм/мін .....................................800
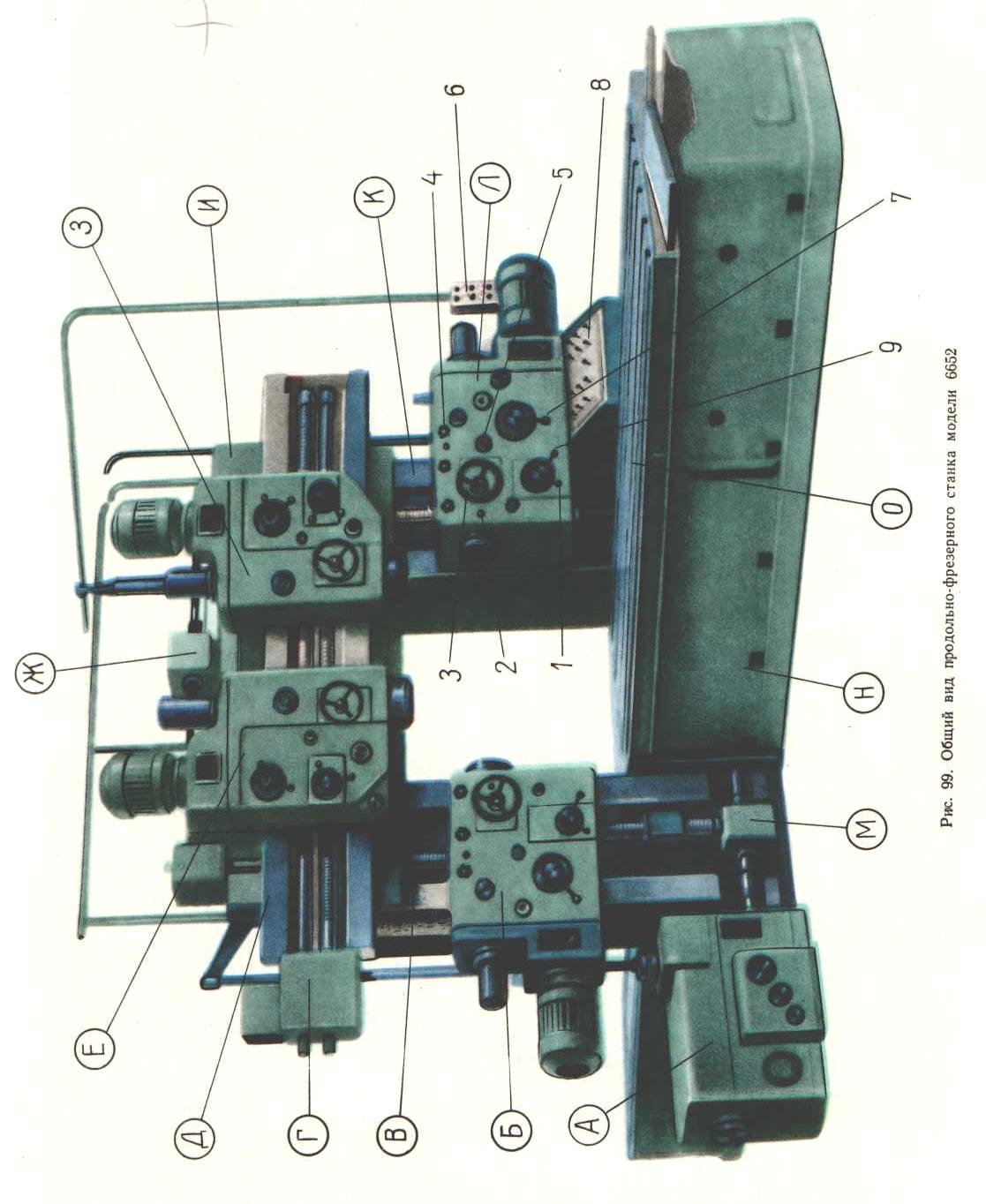
Основні вузли верстата (мал. 88 ). А — привод подач і швидких переміщень столу і шпиндельних бабок; Б— ліва горизонтальна шпиндельна бабка; У — ліва стійка; Г—механізм переміщення верти-кальних шпиндельних бабок; Д — траверса; Е — ліва вертикальна шпиндельна бабка; Ж — привод переміщення траверси; 3 — права вертикальна шпиндельна бабка; И — портал; К — права стійка; Л — права горизонтальна шпіндельна бабка; М — механізм переміщення горизонтальних бабок; Н — станина; О — стіл.
Органи управління. / — рукоятка перемикання подвійного рухомого блоку шестерень Б1, 2 — затиски поворотної частини шпиндельної бабки; 3 — маховичок ручного переміщення гільзи зі шпинделем; 4 — затиски гільзи шпинделя; 5 — місце установки руко-ятки для ручного переміщення шпиндельної бабки; 6 - підвісний
пульт управління; 7 — рукоятка управління потрійним рухомим блоком шестерень Б3; 8 — центральний пульт управління; 9 — рукоятка управління подвійним рухомим блоком шестерень Б2. Решта елементів управління верстатом гідрофіціровані.
На кожній бабці є затиски для її закріплення, затиск для закріплення гільзи і фіксатор нульового положення шиінделю.
Рухи у верстаті. Рухи різання — обертання кожного з чотирьох шпинделів з фрезами. Рухи подач: повздовжнє поступальне переміщення столу суміснеоз оброблюваними заготовками; вертикальне поступальне переміщення правою і лівою горизонтальних шпиндельних бабок; горизонтальне поступальне переміщення правою і лівою вертикальних шпіндельних бабок. Допоміжні рухи: швидкі переміщення столу і шпіндельних бабок у тих же напрямках; ручні переміщення шпиндельних бабок; ручні повороти шпіндельних бабок; ручні поступальні переміщення гільз зі шпинделями; вертикальне поступальне переміщення траверси; рухи механізму затиску траверси.
Принцип роботи. На шпинделі зазвичай встановлюють торцеві фрези, но можуть бути використовані також хвостові та деякі інші типи фрез.
бабками повздовжньо-фрезерувального верстату мод. 6652
Верстат моделі 6652 може працювати при наступних наладках:
обробка деталей з подачею столу; бабки і траверса при цьому
затиснуті;
обробка деталей з подачею бабок; стіл і траверса при цьому
затиснуті;
фрезерування деталі з одночасною подачею столу й однієї з бабок;
4) фрезерування з переходом від подачі столу до подачі бабками.
Конструктивні особливості верстата. Верстат має високу потужність приводу різання і достатню швидкохідність. Для безступінчатої зміни швидкості подач застосовано електропривод за системою: генератор — двигун, з діапазоном зміни швидкості при електричному регулю-ванні, що дорівнює 18.
Управління верстатом проводиться з центрального пульту по електрогід-
равлічній системі. Всі самостійні кінематичні ланцюги приводу подач і установчих переміщень забезпечені окремими запобіжними кульковими муфтами.
Кінематика верстату моделі 6652
Рухи різання. Приводи усіх чотирьох шпіндельних бабок майже однакові, тому досить розглянути кінематику однієї з шпіндельної бабки. Привод руху різання складається з першої і останньої знижуючих передач і 12-ступінчастої коробки швидкостей з рухомими блоками шестерень (див. мал. 89 ).
Обертання від валу електродвигуна потужністю 20 КВт через колеса 40—78 передається валу / коробки швидкостей. Подвійний пересувний блок шестерень Б1 передає обертання валу // або шестернями 22—44 (як показано на схемі ), або шестернями 33—33. Вал /// отримує обертання від валу // за допомогою подвійного рухомого блоку Б2 через шестерні 20—52 або 44—28. Далі обертання передається вихідному валу IV коробки швидкостей тройным подвижным блоком шестерен Б3. Шпиндель V, як видно з графіку швидкостей ( мал. 89 ), має 12 різних швидкостей обертання від 37,5 до 475 об/хв через циліндрічну зубчасту передачу 31—61. Шиіндель змонтовано в рухомій гільзі і пов'язано з приводною шестернею 61 шліцьовим з'єднанням. Від валу / за допомогою коліс 24-54 отримує обертання ексцентрик Э, який приводить в дію масляний насос НП. Останній забезпечує мастилом привод ланцюгу руху різання.
Максимальне число обертів шпинделя n max визначається з рівняння:

Рухи подач. Привод подачі (мал. 89 ) шпиндельних бабок і столу здійснюється електродвигуном постійного струму потужністю 10 КВт, що живиться від перетворювача, який складається з асинхроного електродвигуна потужністю 14 КВт і генератора постійного струму потужністю 13,5 КВт. Електрична система дозволяє змінювати число обертів валу приводного електродвигуна від 97 до 1800 об/хв.
Механічна частина приводу подач складається із знижуючої передачі, двоступінчастого редуктора, планетарного механізму і з проміжних і гвинтових передач.
Обертання від валу електродвигуна постійного струму через вал IX, шестерні 25—95, вал X, подвійний пересувний блок шестерень Б1, вал XI, кулькову запобіжну муфту MП1 і черв'ячну передачу /—30 передається центральній шестерні 30 планетарного механізму. Остання знаходиться в постійному зачепленні з сателітами 30, встановленими на валах XII. На протилежних кінцях цих валів закріплені сателіти 20, що зчіплюються з другим центральним колесом 40.
При русі подачі центральне колесо 40 залишається нерухомим. У цьому випадку сателіти 20, обкочуючи колесо 40, надають обертання водилу В0 і пов'язаному з ним валу XIII.
Подача столу запозичується від розподільчого валу XII1 через шестерні 38—69—21, вал XV, конічну передачу 24—29, вал XVI, кулачкову муфту М4, шестерні 24—30—24, вал XVII і черв'ячно-рейкову передачу з рейкою т=12 мм.
Вертикальна подача горизонтальних шпиндельних бабок здійснюється ходовими гвинтами XVIII і XIX, які получають обертання від валу XV за допомогою комбінованих кулачкових муфт M1 і М2 з кульковим запобіжним пристроєм і конічних передач 47—25.
Горизонтальна подача вертикальних шпиндельних бабок виконується ходовими гвинтами XXIV і XXV. Останні приводяться в рух від розподільчого валу XIII шестернями 38—30—24, валом XX, конічною передачею 43—36; валом XXI, муфтою М3, конічними шестернями 34—28, валом XXII і шестернями 57—51—36. Для включення подачі правої або лівої бабок вводиться у зачеплення з шестернею 51 відповідно верхнє або нижнє колесо 36. Для запобігання поламків кожне з рухомих коліс 36 забезпечено кульковим запобіжним пристроєм.
Допоміжні рухи. Швидкі переміщення столу і шпіндельних бабок здійс-
нюються по тих же кінематичних ланцюгах, що і подачі, але від асинх-роного електродвигуна потужністю 10 КВт за допомогою валу XIV, черв'ячної передачі 1—30 і планетарного механізму. В цьому випадку у планетарному механізму гальмується центральна шестерня 30 і його передавальне відношення зростає удвічі.
Переміщення траверси здійснюється від електродвигуна потужністю
14 КВт через триступінчастий редуктор з шестернями 21-77, 36-28, 17-80, вал XXIX, конічні передачі 23—40 і ходові гвинти XXX і XXXI.
Ручне установче переміщення гільзи зі шпинделем здійснюється маховичком МХ1 (мал. 89 ) через валик VI, шестерні 14—16, вал VII, черв'ячну передачу /—35, вал VIII і рейкову шестерню 13 з рейкою m =4 мм.
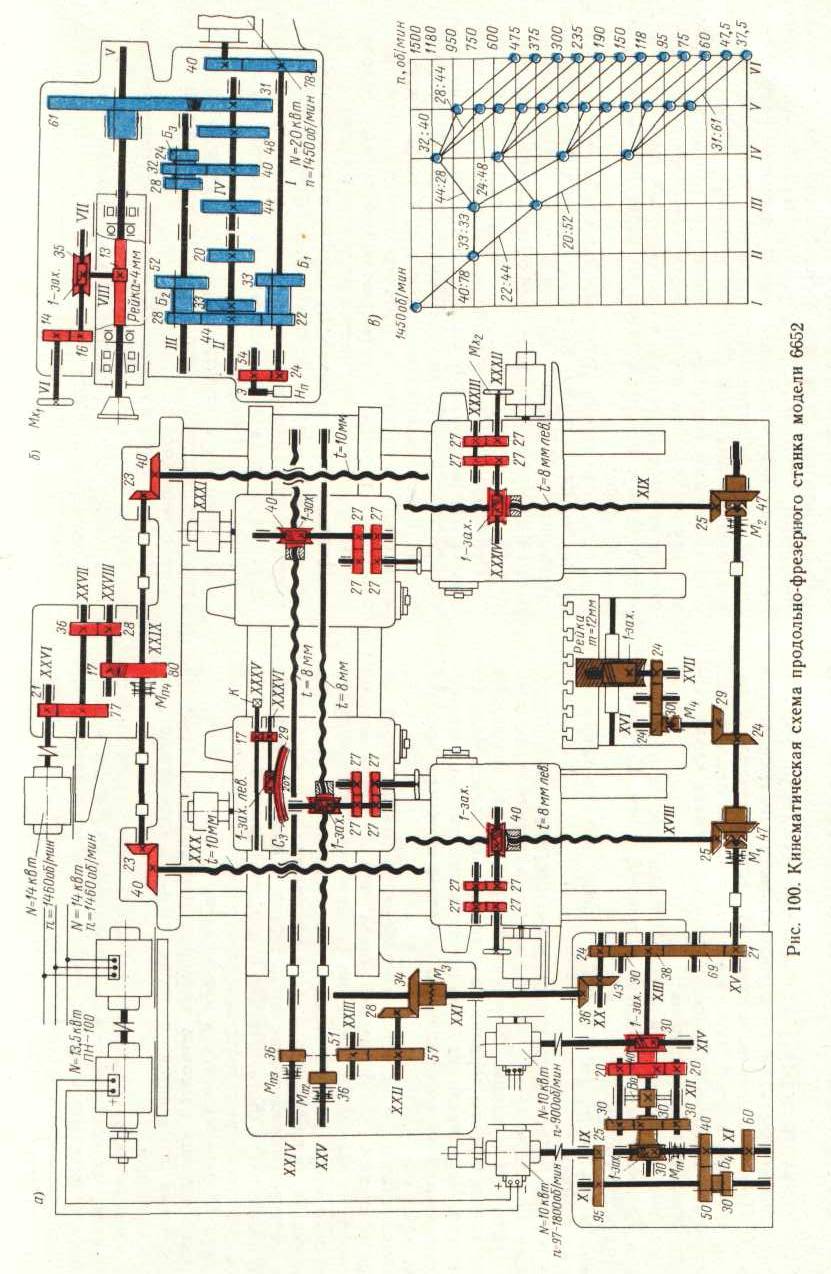
Мал. 89. Кінематична схема повздовжньо-фрезерувального верстату
мод.6652
Ручні установчі переміщення шпіндельних бабок проводяться махович-ками. Наприклад, права горизонтальна бабка переміщується маховичком МХ2, який через вал XXXII, шестерні 27—27, вал XXXIII, шестерні 27—27, вал XXIV і однозахідний черв'як приводить в обертання черв'ячне колесо-гайку.
Ручний поворот на кут ±30° мають усі шпиндельні бабки. Для прикладу механізм повороту наведено на лівій вертикальній шпиндельній бабці. Обертанням валу XXXV за допомогою квадрата К приводиться у рух через колеса 17—29 черв'як, який знаходиться в зачепленні з черв'ячним сектором С3.
Демонструються відеофайли : 81-84 – робота шпонково-фрезерувальних,
барабанно-фрезерувальних, карусельно-фрезерувальних та фрезерно-
центрувальних напівавтоматів
Демонструються відеофайли для самостійної роботи: 85-90- робота
верстатів IV групи.