

Безцентровий круглошліфувальний верстат моделі 3180
Загальна характеристика верстата
Призначення верстата. Верстат призначений для зовнішнього шліфування гладких циліндрічних деталей типу валиків, поршневих
Мал. 66. Круглошліфувальні верстати
пальців, стрижнів, кілець, роликів і інших .подобных деталей методом повздовжньої подачи и, крім того, для зовнішнього шліфоувания тіл обертання фасоного профілю та циліндрічених деталів ступенчастої форми методом радіальної подачі. Верстат призначено для використовування в умовах серійного та масового виробництв.
Технічна характеристика верстата
Діаметр шліфування, мм:
найбільший .............................................................75
найменший . .............................................3
Найбільша довжина шліфування, мм ............................................180
Відстань між вісями кругів, мм:
найбільше .........................................530
найменше .........................................330
Найбільше переміщення каретки, мм .........................................120
Найбільше переміщення бабки ведучого круга, мм:
без салазків .............................................................80
з салазками .........................................200
Число обертів шліфувального круга в хвилину .......................1200 Межі чисел обертів ведучого круга в хвилину при
гідравлічному приводі ..................................25—225
Межі чисел обертів ведучого круга в хвилину при
механічному приводі . ....................................13—94
Число обертів ведучого круга в хвилину при правці ..................300
Найбільший кут повороту ведучого круга, град . . ...................6
Потужність електродвигуна шліфувального круга, КВт ........14
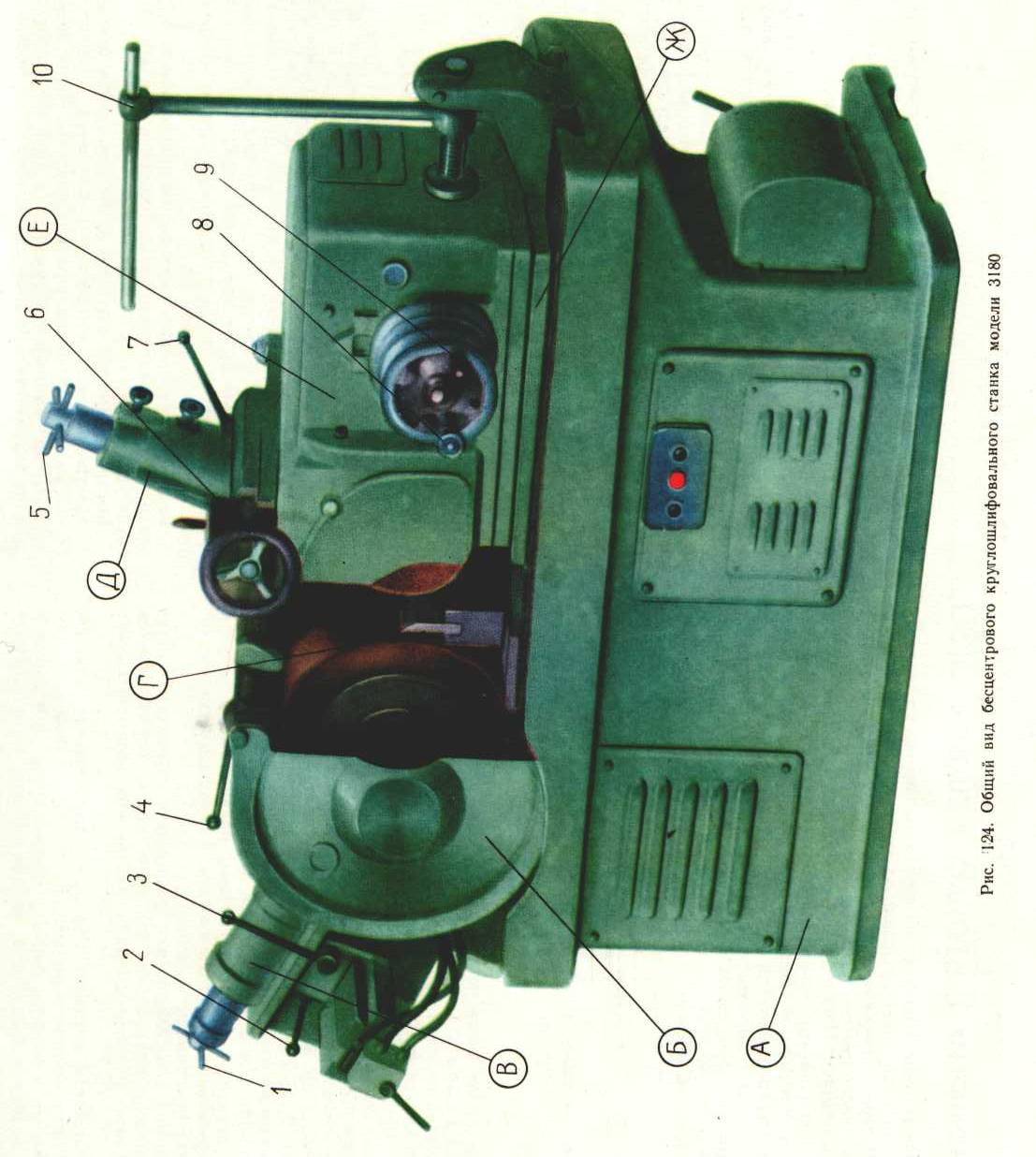
Мал. 67. Загальний вигляд безцентрово-шліфувального верстату мод. 3180
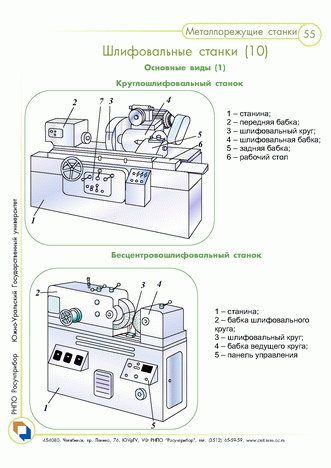
Основні вузли верстата (мал. 67, 68 ). А — станина; Б — бабка шліфувального круга; У — пристосування для правки шліфувального круга; Г — опорний ніж; Д — пристосування для правки ведучого круга; Е — бабка ведучого круга; Ж — салазки бабки ведучого круга.
Органи управління. 1, 2, 3 — рукоятки управління пристосуванням для правки шліфувального круга; 4 — рукоятка управління вимірювальним пристроєм; 5, 6, 7 — рукоятки управління пристосуванням для правки ведучого круга; 8 — грибок для мікрометричної радіальної ручної подачі бабки ведучого круга; 9- маховичок для установчого переміщення бабки ведучого круга; 10 — важіль швидкого ручного підведення і відведення бабки ведучого круга.
Рухи у верстаті. Рух різання — обертання шліфувального круга, Рухи подач — обертання і вісьове переміщення оброблюваної заготовки і радіальне переміщення бабки ведучого круга. Допоміжні рухи — тонке установче переміщення бабки ведучого круга, швидке обертання шпинделя для правки ведучого круга і переміщення пристосувань для правки шліфувального і ведучого кругів.
Принцип роботи. Оброблювану деталь встановлюють між шліфувальним і ведучим кругами на опорному ножі Г так, щоб центр деталі був декілька вище за лінію центрів обох кругів. Шліфувальному кругу надається швидкий обертальний рух, окружна швидкість якого повинна відповідати прийнятій для шліфувальних операцій швидкості різання і повинна бути направлена в точці дотику з деталлю у бік опорного ножа.
Ведучому кругу також надається обертальний рух у тому ж напрямку, що і шліфувальному кругу, але із значно меншою швидкістю, відповідній швидкості кругової подачі деталі. Система сил, що діє на деталь з боку абразивних кругів і опорного ножа, примушує її обертатися з окружною швидкістю, практично рівній окружній швидкості обертання ведучого круга.
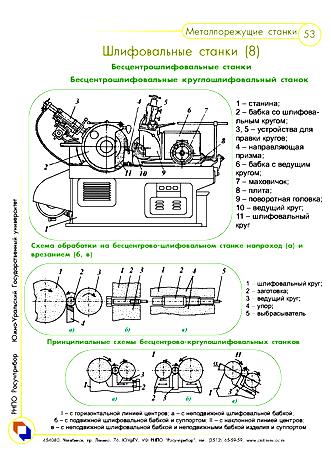
Мал. 68. Схеми обробки на бесцентрово-шліфувальних верстатах
Салазки з опорним ножем і бабкою ведучого круга встановлюють так,
щоб відстань між абразивними кругами точно відповідала заданому діаметру оброблюваної деталі.
При роботі методом повздовжньої подачі вісь ведучого круга встановлюють під невеликим кутом (1—6°) до вісі деталі, внаслідок чого з'являється вісьова складова окружного зусилля, під дією якого деталь переміщується уздовж своєї вісі.
При роботі методом радіальної подачі вісь ведучого круга розташовують паралельно вісі деталі або під незначним кутом нахилу (не більш за Г). Повздовжня подача в цьому випадку відсутня. Радіальна подача надається бабці ведучого круга. Обробка при цьому методі шліфування проводиться по жорсткому упору, який встановлюють відповідно до заданого діаметру оброблюваної деталі. Для відновлення правильної геометричної форми абразивних кругів, на верстаті передбачені два пристосування: для правки шліфувального та ведучого кругів.
Кінематика верстата моделі 3180
Рух різання. Шліфувальний круг, укріплений на шпінделі VI (мал. 69 ), отримує обертання від електродвигуна потужністю 14 КВт через клиноремінну передачу 158—190 і обертається з постійним числом обертів.
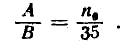
Рухи подач. Привід механічної кругової подачі. Ведучий круг, укріплений на шпінделі ///, передає оброблюваній деталі кругову подачу та сам приводится до руху електродвигуном потужністю 1 КВт через ланцюгову передачу 17—23, вал /, змінні колеса гітари колеса А/В, вал // та черв'ячну передачу /—30, що приводить у рух шпиндель /// при включеній муфті M1.
Підбір
змінних
колес А
/В
здійснюється
за
формулою
настроювання:

Число обертів ведучого круга безступінчато змінюється в межах від 25 до 225 об/хв поворотом дроселя Д1.
Повздовжня подача. Величина повздовжньої подачі деталі визначається кутом повороту вісі ведучого круга по відношенню до вісі деталі і швидкістю кругової подачі. Поворот бабки ведучого круга здійснюється вручну за допомогою механічного пристрою (на схемі не показано).
Необхідна для шліфування фасонних та ступінчастих деталей радіальна подача бабки ведучого круга здійснюється тільки вручну з використанням механізмів допоміжних рухів.
Допоміжні рухи. Радіальне переміщення бабки ведучого круга проводиться важелем Pi або маховичком Мх1. Для швидкого відведення і підведення бабки ведучого круга використовується важіль Р1, жорстко закріплений безпосередньо на поперечному ходовому гвинті /V.
Тонке переміщення бабки ведучого круга здійснюється маховичком Мх1. Через вал V і черв'ячну передачу 2—24 маховичок Мх1 передає обертання втулці-гайці Вг, яка змонтована в бабці на прецизійних кулькових упорних підшипниках. В цьому випадку поперечний ходовий гвинт IV закріплюється в кронштейні станини за допомогою стопора Ст.
Відлік тонких переміщень бакиі ведучого круга проводиться по лімбу Л, вільно встановленому на валу V. На лімбі Л є круговий паз для закріплення переставного упору Уп.
При обробці партії однакових деталей нерухомий упор Ун ставлять, як показано на схемі, в робоче положення, і тонке переміщення (радіальна подача) бабки ведучого круга припиниться тоді, коли переставний упор Уп дійде до нерухомого упору Ун.
Для компенсації зносу шліфувального круга є грибок Гр, який через зубчасту передачу 16—184 пов'язаний з лімбом Л і відповідно з переставним упором Уп. Грибок Гр з”єднано з маховичком Mx1 дрібнозубчастою муфтою, що має 22 зуби.
Найменша величина переміщення бабки Sk для компенсації зносу шліфувального круга при повороті грибка Гр на один зуб складе:

Механізми правки кругів. Шліфувальний круг правиться пристосуванням, що приводиться в рух гідроприводом. З кареткою пристосування пов'язаний шток з поршнем, циліндр Ц якого закріплено на станині нерухомо. Масло, що накачується насосом Н, через реверсивний кран К1 поступає в одну з порожнин циліндра, переміщаючи поршень і каретку. Дросель Д2 призначений для зміни швидкості руху пристосування. Напрямок руху каретки залежить від положення крана К1, що повертається вручну. Вісьове переміщення шпинделя пристосування виконується вручну маховичком Мх2.
Ведучий круг правиться другим пристосуванням. Повздовжнє та вісьове переміщення пристосування виконується тільки вручну. .
Швидке обертання ведучого круга для правки здійснюється від електродвигуна потужністю 1 КВт через ланцюгову передачу 17—23, вал /, пару циліндрічних гвинтових коліс 16—55, шпиндель ///, при вимкненій муфті М1. При цьому муфта М1 виведена із зачеплення з черв'ячним колесом 30, а косозубе колесо 55 введено в зачеплення з шестернею 16.
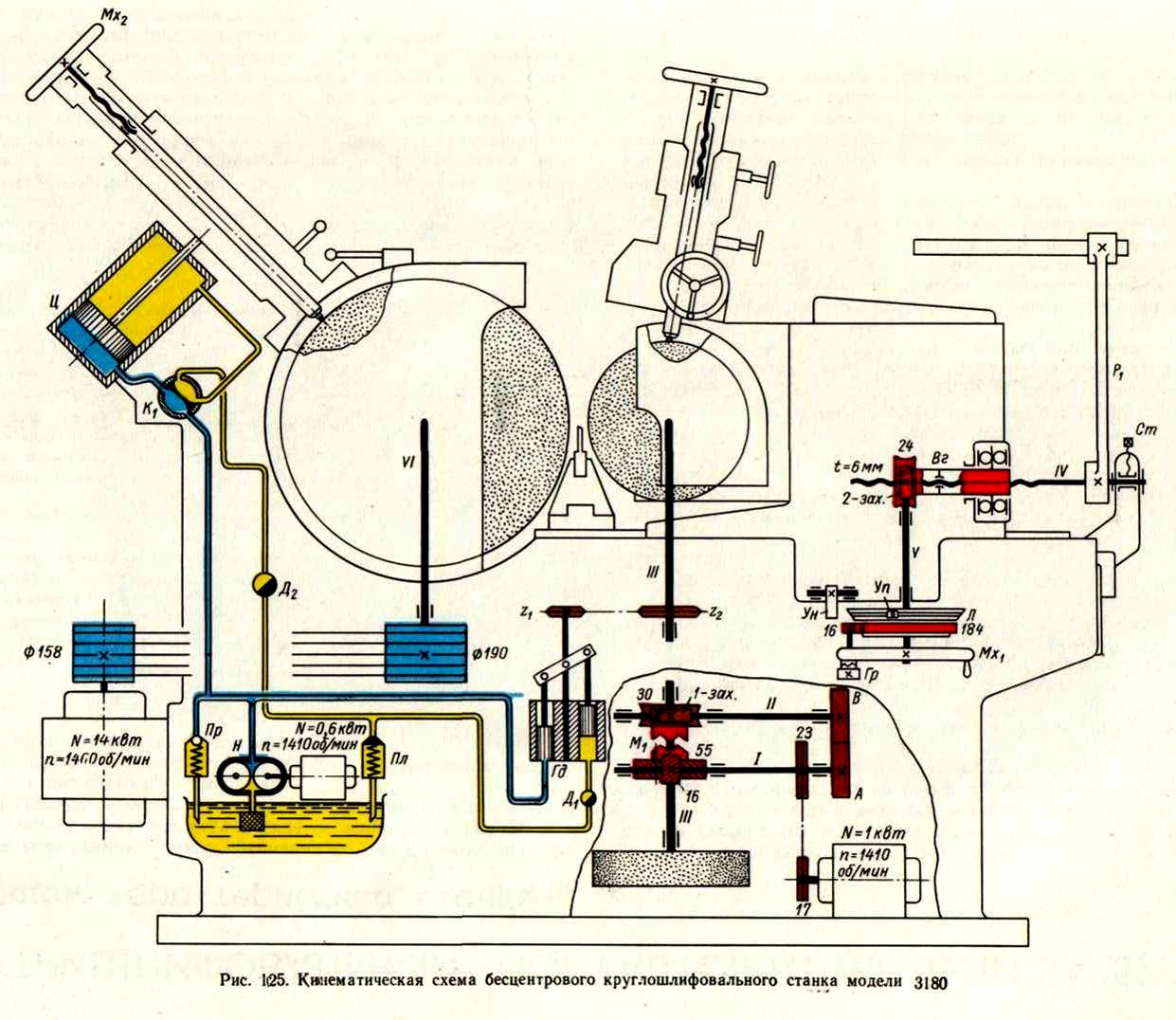
Мал. 69.Кінематична схема безцентрово-шліфувального верстату мод. 3180
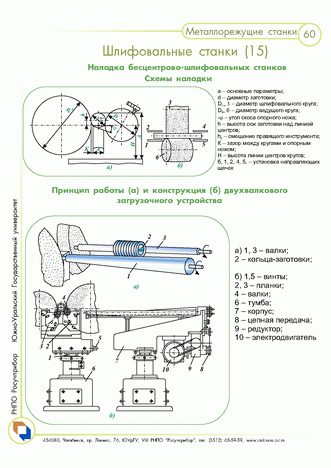
Мал. 70. Налагоджування бесцентрово – шліфувальных верстатів