

Лекція 8. Кінематичні структури, схеми та настроювання верстатів
II групи: розточувальні верстати
Область використання, характерні рухи та операції, види оброблюваних поверхонь, інструментальне забезпечення горизонтально-розточувальних та координатно-розточувальних верстатів. Інші типи розточувальних верстатів [1-3, 7, 10, ].
Завдання на самостійну роботу.
Загальна характеристика верстату
Призначення верстату. Верстат призначений для свердлування, розточування ( як різцями, так і кінцевими фрезами ), зенкерування та розгортування точних і взаємозв'язаних отворів, підрізування торців ( раді-альним супортом ), фрезерування площин, бобишок та пазів у них, нарізання резей у отворах розточувальним шпинделем в умовах індивіду-ального і серійного виробництв.
Демонструються файли:46-55 – робота верстатів 2 групи
Технічна характеристика верстату
Діаметр розточувального шпинделя, мм ........................................85
Розміри робочої поверхні столу,мм.................................800 — 1000
Найбільша маса оброблюваної деталі, кг ....................................2000
Відстань вісі шпинделя до поверхні столу, мм............... 45 ....800
Число швидкостей обертання шпинделя.....................................18
Межі чисел оборотів шпинделя, об/хв...............................20—1000
Число швидкостей обертання планшайби....................................14
Межі чисел оборотів планшайби, об/хв...............................10 — 200
Кількість величин подач робочих органів..................................18
Межі величин повздовжніх і поперечних подач
столу на один оберт шпінделя, мм/об............................0,025 — 8
Межі величин вісьових подач шпинделя, мм/об............ 0,05 — 16 Меж величин вертикальних подач бабки шпинделя
на один оберт шпинделя, мм/об......................................0,025—8
Межі величин подач радіального супорта
на один оберт планшайби, мм/об........................................0,025—8
Межі величин повздовжніх і поперечних подач
столу на один оберт планшайби, мм/об...........................0,05—16
Межі вертикальних подач бабки шпинделя
на один оберт планшайби, мм/об......................................0,05—16
Потужність головного електродвигуна, КВт 6,5/ 7
Число нарізуваних метричних різей........................................... 16
Межі кроків метричних різей, мм ..........................................1—10
Число нарізуваних дюймових різей...........................................14
Межі чисел ниток на 1" ......................................................4—20
Основні вузли верстата (мал. 56 ). А — задня стійка; Б — люнет
з опорним підшипником; У — розточувальна бабка з коробкою швидкостей та коробкою подач; Г — передня стійка; Д — повздовжні салазки; Ј — поперечні салазки столу; Ж — стіл; 3— станина; І — радіальний супорт; До — планшайба.
Органи управління. / — кнопкова станція; 2 — маховичок точного ручного переміщення шпинделя супорта, планшайби, бабки шпинделя та сто- лу; 3 — рукоятка управління коробкою швидкостей; 4 — рукоятка затиску шпинделя; 5 — маховичок ручного переміщення радіального супорту; 6 — штурвал ручного переміщення шпинделя; 7 - рукоятка включення механіч-ної подачі розточувальної бабки та столу; 8- рукоятка ручного поперечного
переміщення столу; 9 - рукоятка ручного повздовжнього переміщення столу.
Рухи у верстаті. Рухи різання — обертання шпинделя або шпинделя і планшайби. Рухи подач: вісьове поступальне переміщення шпинделя, повздовжнє переміщення столу, поперечне переміщення столу, вертикальне переміщення розточувальної бабки і радіальне переміщення супорта планшайби. Взаємопов'язаний рух — поступальне переміщення розточувального шпинделя при нарізуванні внутрішньої різі різцем.
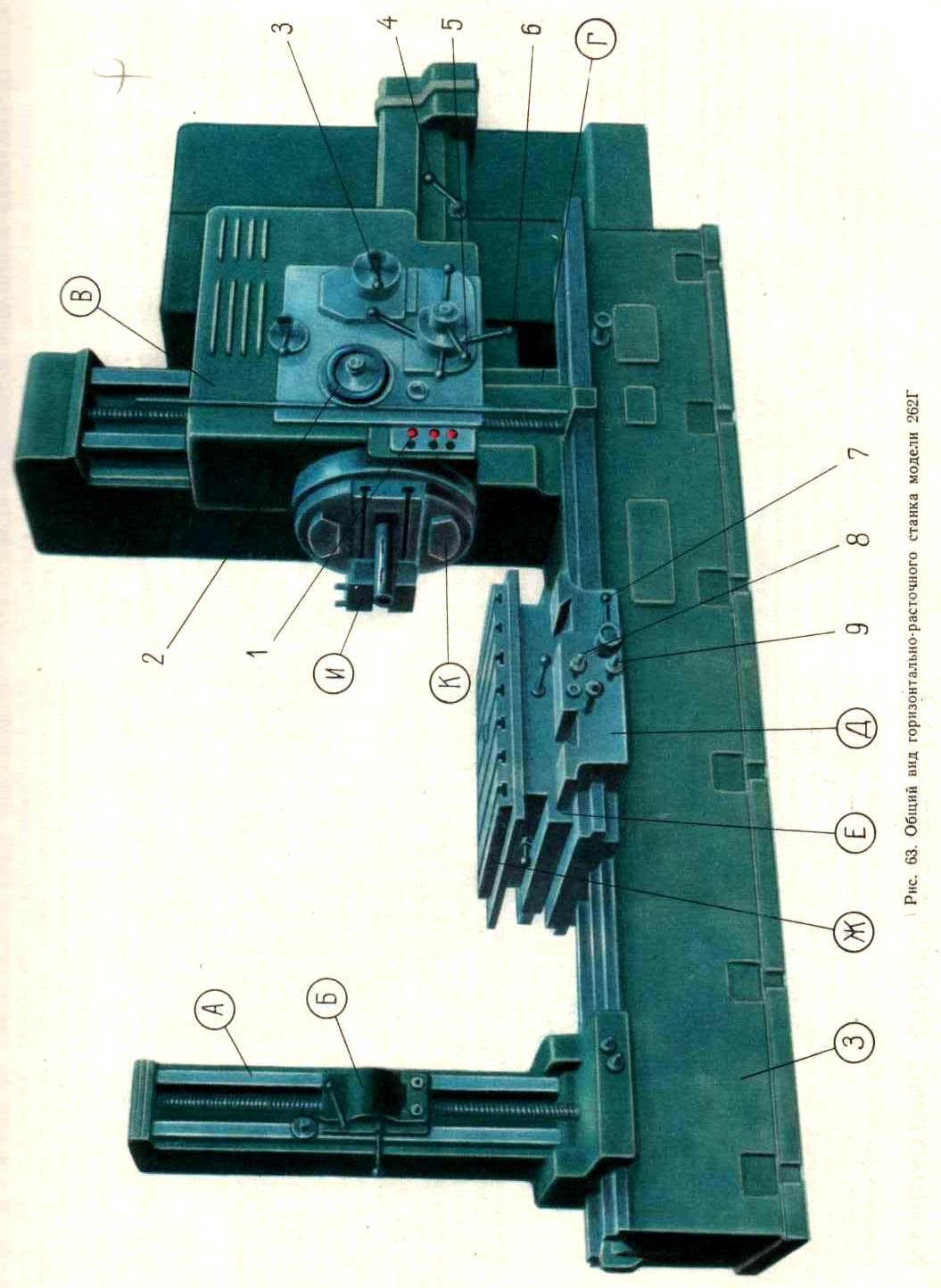
Мал. 56. Загальний вигляд горизонтально – розточувального верстата.
Допоміжні рухи: переміщення задньої стійки ( люнету ) в повздовжньому напрямку; швидкі переміщення столу, розточувальної бабки та шпинделю; ручне переміщення розточувальної бабки, столу, шпинделю, радіального супорту і точне установче переміщення опорного люнету.
Конструктивні особливості. Застосовано преселективне однорукояткове керування коробками швидкостей та подач. Встановлено привод швидкого переміщення робочих органів верстата. Є спеціальний механізм точних ручних переміщень робочих органів.
Принцип роботи. Оброблювана деталь закріплюється безпосередньо на столі верстата або у відповідному пристосуванні. Ріжучі інструменти встановлюються в шпинделі на планшайбі або у різцеутримувачі радіального супорту.
При розточуванні коротких отворів подача здійснюється шпинделем; при обробці довгих і співвісних наскрізних отворів за допомогою борштанги, другий кінець якої вводиться у втулку опорного підшипника люнету, подача, як правило, здійснюється столом в повздовжньому напрямку. У разі нарізання різей, шпинделю надається за одного його оборот вісьове поступальне переміщення, рівне кроку нарізуваної різі.
При фрезеруванні рух подачі надається поперечному столу або бабці шпинделя у вертикальному напрямку.
При підрізуванні торців і розточуванні канавок рух різання надається планшайбі з радіальним супортом: одночасно обертається планшайба та в радіальному напрямку відносно вісі планшайби переміщується радіальний супорт.
Кінематична структура верстату надана на мал. 57.
Кінематика горизонтально-розточувального верстату модели 262Г.
Рухи різання. Шпинделю та планшайбі верстату надаються обертальні рухи ( головні рухи різання ) двошвидкісним електродвигуном потухністю 6, 5/ 7 КВт через клиноремінну передачу 90—270 та коробку
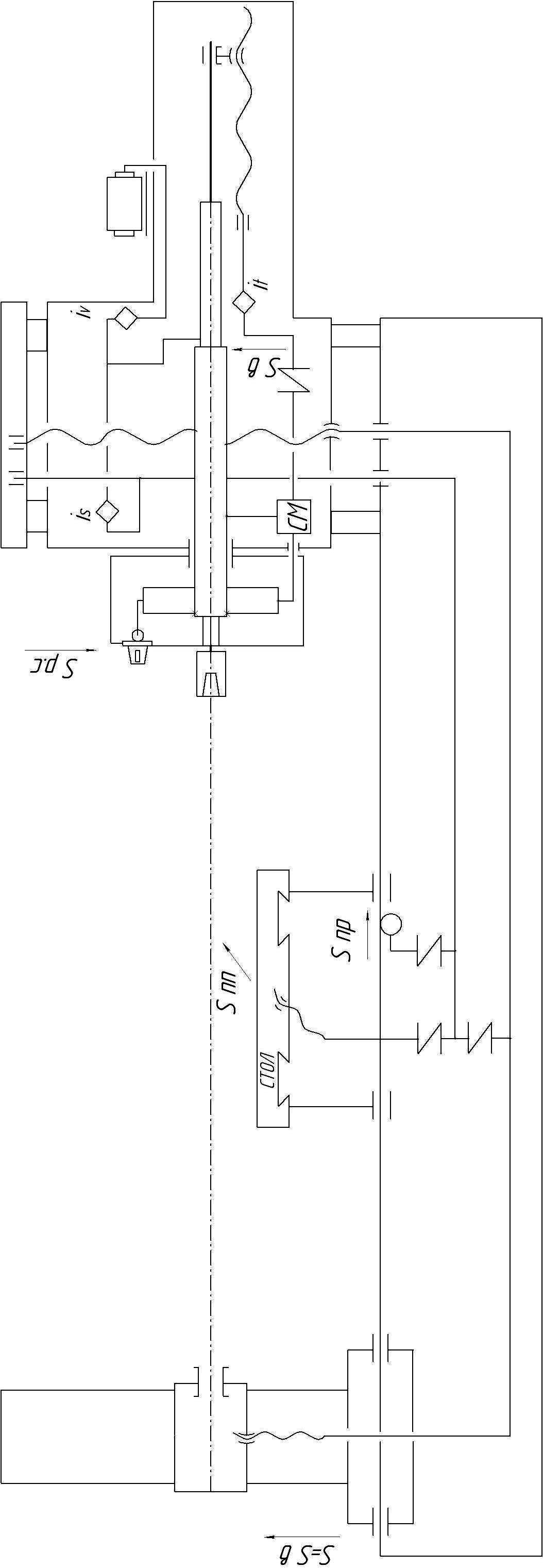
Мал. 57. Кінематична структура горизонтально – розточувального верстату
швидкостей. Остання має два трьохвінцевих блоки шестерень - Б1 та Б2, що забезпечують а 9 передач, а в сукупності з двошвидкісним двигуном це дозво-ляє надати шпинделю VII через колеса 43—58 вісімнадцять різних чисел обертів за хвилину ( мал. 58 ). Найбоільше число обертів шпинделя nmax
з урахуванням пружного ковзання реміня:


Рухи подач. Ці рухи запозичуються від валу IV. Обертання передається через шестерні 35—56, вал VIII, колеса 42—42, вал IX, блок шестерень Б3, вал X, блок шестерень Б4, вал XI, блок шестерень Б5, порожнистий вал XII, блок шестерень Б6 і вал XIV. Від валу XIV через запобіжну муфту Мп, циліндрічні шестерні 39—45 і конічні колеса 21—42 приводиться в обертання вертикальний вал XVI.
Вісьова подача шпинделя здійснюється від валу XVI через черв'ячну передачу 4—29, вал XVII, конічний реверс 47—47— 47 з муфтою М3, шестерні 33—24, вал XVIII, колеса 48—33, вал XIX, муфту А16, шестерні 50—69 та тризахідний гвинт XX, гайка якого з”єднана повідком зі шпин-делем. Максимальна вісьова подача шпинделя S ш мах визначається так:

При настроюванні верстата для нарізування різей муфта М6 знімається, а вал XIX з'єднується з ходовим гвинтом XX гітарою змінних коліс а, б, с і d.

Мал. 58. Кінематична схема горизонтально – розточувального верстата.
Вертикальна подача бабки шпинделя, а також повздовжня і поперечна подачі столу здійснюються від вертикального валу XVI, обертання від якого через конічні шестерні 19—27, вал XXV, колеса 22—44, вал XXVI і конічний реверс 36—36—36 з муфтою А14 передається валу XXVII. При зчепленні кулачкової муфти М5 з колесом 36 обертання через конічні колеса 36—36, вал XXX, шестерні 33—29 передається валу XXXI. Останній приводить в рух з однаковою швидкістю бабку шпинделя і люнет задньої стійки. Бабка шпинделя отримує рух від валу XXXI через конічні колеса 18—48 і двозахідний гвинт XXXII з кроком 8 мм. Опорному люнету рух повідомляється від валу XXXI конічною передачею 22—44 і двозахідним гвинтом XXXIV з кроком 6 мм.
Для включення повздовжньої подачі муфта М5 зчіплюється з шестернею 48; при цьому через черв'ячну передачу 2/52 отримує обертання рейкова шестерня 11, що зчіплюється з косозубой рейкою, яка закріплена на станині верстата.
Для включення поперечної подачі муфта М5 встановлюється в нейтральне положення, а муфта М7 включається, унаслідок чого від валу XXVII приводиться в рух пара циліндрічних шестерень 33—29 і поперечний ходовий гвинт XXVIII з кроком 6 мм.
Радіальна подача супорта планшайби запозичується від гільзи V планшайби і здійснюється через диференціальний механізм. З одного боку корпус диференціала отримує обертання безпосередньо від гільзи V через шестерні 58—22. З іншого боку сонячна шестерня 20 диференціала приводиться в рух від гільзи V через шестерні 58—22, кулачкову муфту М1, вал IV, шестерні 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4 / 29, вал XVII, кулачковую муфту М2, шестерні 57—43 и вал XXI. Диференціал, сумуя ці обидва обертання, передає сумарне обертання валу XXII и далі через шестерні 24—116—22, черв”ячну передачу 1/22 и рейкову передачу 16 радіальному супорту планшайби.
Допоміжні рухи. Швидкі переміщення всіх робочих органів верстата здійснюються від окремого електродвигуна потужністю 2,8 КВт, обертання від якого через запобіжну муфту Мn2, редуктор з колесами 31—58 і 45—51 передається валу XXV і далі по раніше розглянутих кінематичних ланцюгах до робочих органів верстата.
Для ручного переміщення бабки шпинделя і опорного люнету задньої стійки служить рукоятка Р3, встановлена на кінці валу XXXIII.
Ручне переміщення столу в повздовжньому напрямку здійснюється рукояткою Р4, встановленою на валу XXIX, при нейтральному положенні муфти М5, через шестерні 42—48, черв'ячну передачу 2/52 і косозубу рейкову передачу.
Задня стійка переміщується в повздовжньому напрямку рукояткою Р6, встановленою на валу XXXV, через гвинтові колеса 11—34, вал XXXVI і рейкову передачу.
Точна установка опорного люнету для забезпечення його співісності зі шпинделем здійснюється маховичком МХ- через черв'ячну передачу 1/44.
КООРДИНАТНО-РОЗТОЧУВАЛЬНИЙ ВЕРСТАТ МОДЕЛІ 2450
Загальна характеристика верстату.
Призначення верстату.
Верстат призначений для обробки отворів, з точною міжвісьовою відстанню без застосування розмітки і кондукторів, для чистового фрезерування, а також для точного вимірювання відстані між отворами готових виробів в умовах індивідуального і дрібносерійного виробництва, головним чином в інструментальних та экспериментальных цехах.
Технічна характеристика верстата
Розміри робочої поверхні столу, мм:
довжина ............................................................................................1100
ширина....................................................................................................... 630
Найбільші переміщення столу, мм:
повздовжнє............................................................................................1000
поперечне ................................................................................................ 600
Найбільше вертикальне переміщення шпинделя, мм .....................250
Найбільше переміщення коробки шпинделя,..................................... 250
Відстань від торця шпінделя до столу, мм:
найбільше ................................................750
найменше ................................................250
Відстань від вісі шпинделя до стійки, мм .....................................700
Межі чисел оборотів шпинделя за хвилину ................................50—1900
Межі величин вісьової подачі шпинделя, мм/об ..................0,04—0,16 Найбільший діаметр, мм:
при розточуванні ...................................................250
при свердуванні .............................................................................40
Точність установки столу по координатам, мм .........................±0,01
Швидкість подачі столу у повздовжньому і поперечному напрямках, мм/мін .................................................36
Швидкість швидких переміщень столу в пвзодовжньому
і поперечному напрямках, мм/хв ....................................................1000
Потужність, КВт:
головного електродвигуна ...................................................2
електродвигуна .привода столу .................................................0,4
При обробці отворів зазвичай подачу здійснюють вісьовим переміщенням шпинделя, при чистовому фрезеруванні подача надається столу (мал. 59 ).
Рухи у верстаті.
Рух різання — обертання шпинделя з інструментом.
Рухи подач— вісьове переміщення шпинделю, повздовжнє і поперечне переміщення столу
Допоміжні рухи: ручне вертикальне установче переміщення бабки шпинделя; установче переміщення столу в повздовжньому і поперечному напрямках; ручне вертикальне переміщення гільзи зі шпинделем.
Принцип роботи верстату
Оброблювана деталь встановлюється на столі верстату. Ріжучий інструмент закріплюється у шпинделі. Вісі оброблюваних отворів суміщуються з віссю шпинделя переміщенням столу в повздовжньому і поперечному напрямках відповідно до заданих координат. Відлік величини переміщення столу проводиться за допомогою оптичних систем з точністю до 0,01 мм.
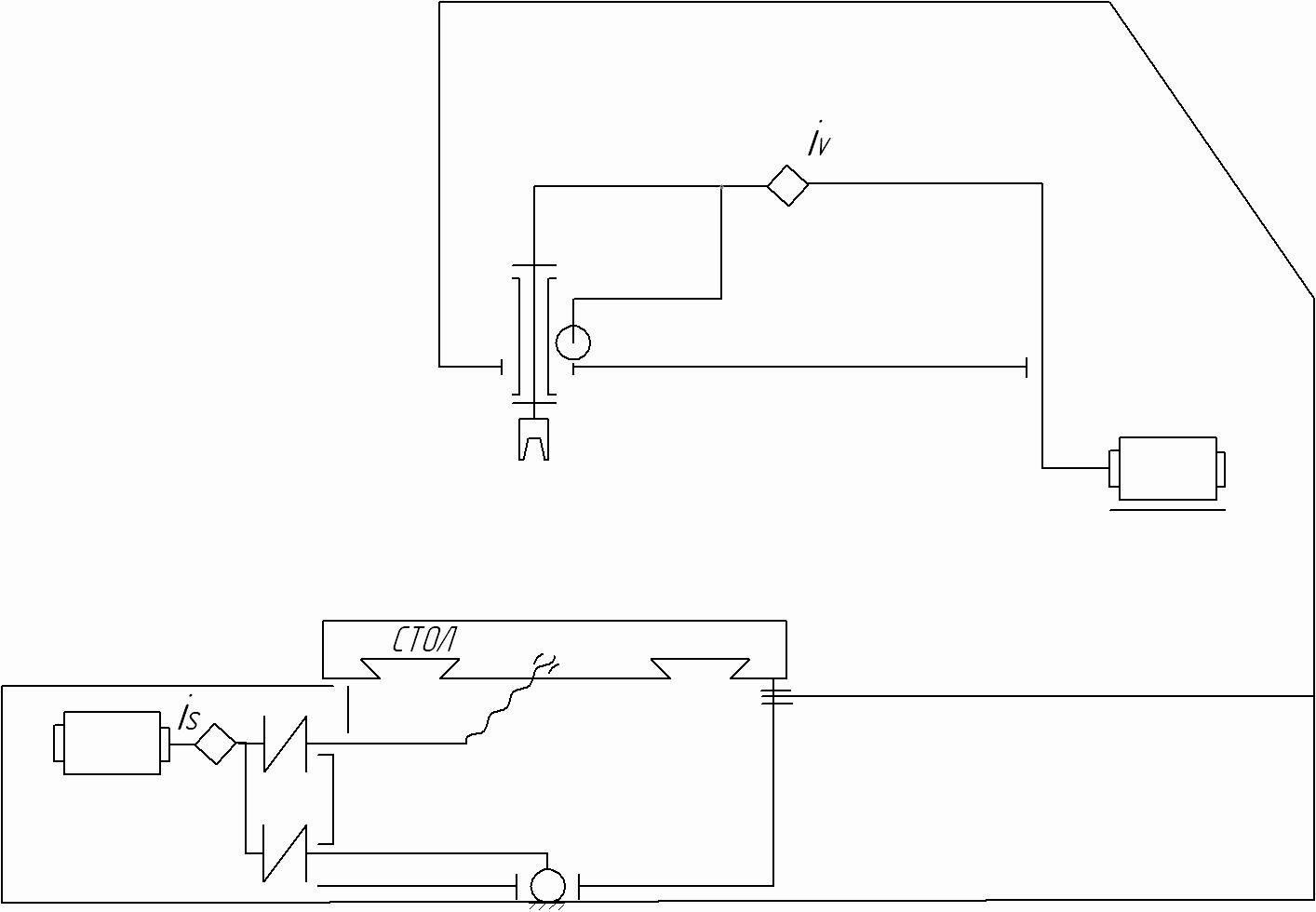
Мал. 59. Кінематична структура координатно –розточувального верстату
Основні вузли верстата (мал. 60). А — бабка шпинделя; Б -стойка з коробкою швидкостей і варіатором подач; У — стіл; Г — поперечні салазки; Д — станина; Е — привід переміщень столу.
Органи управління. / — маховичок для точних ручних переміщень столу; 2 — рукоятка включення швидких і повільних переміщень столу; 3 — рукоятка включення поперечної механічної подачі столу; 4—рукоятка включення повздовжньої механічної подачі столу; 5 — маховичок для установки столу в подовжньому напрямку; 6 — маховичок для установки столу в поперечному напрямку; 7 — рукоятка швидкого ручного переміщення і включення механічної подачі шпинделя; 8—маховичок ручного вертикального переміщення шпинделя; 9 — маховичок перемикання коробки швидкостей; 10 — маховичок переміщення бабки шпинделя; 11 — рукоятка для закріплення бабки шпинделя.
Конструктивні особливості
Верстат має роздільні механізми приводу шпинделя і робочого столу. Він забезпечений універсальним поворотним столом, що дозволяє здійснювати обробку отворів в полярній системі координат із відліком кутів по лімбах, ділення кола на рівні частини за допомогою ділильних дисків, а також обробку похилих отворів. Верстат моделі 2450 є одноколонним, з вертикальним переміщенням висувного вузлу шпинделя і прямокутним столом з переміщенням в повздовжньому і поперечному напрямках.
Швидкість обертання шпинделя змінюється безступінчато від регульованого електродвигуна постійного струму.
Зміна величини подачі шпінделя на верстаті моделі 2450 також проводиться безступінчато. Для цієї мети в приводі подач шпінделя встановлено варіатор з розсувними конусами і сталевим кільцем. Для обробки отворів на задану глибину верстат забезпечено спеціальним .автоматичним вимикачем подачі.

мод. 2450.
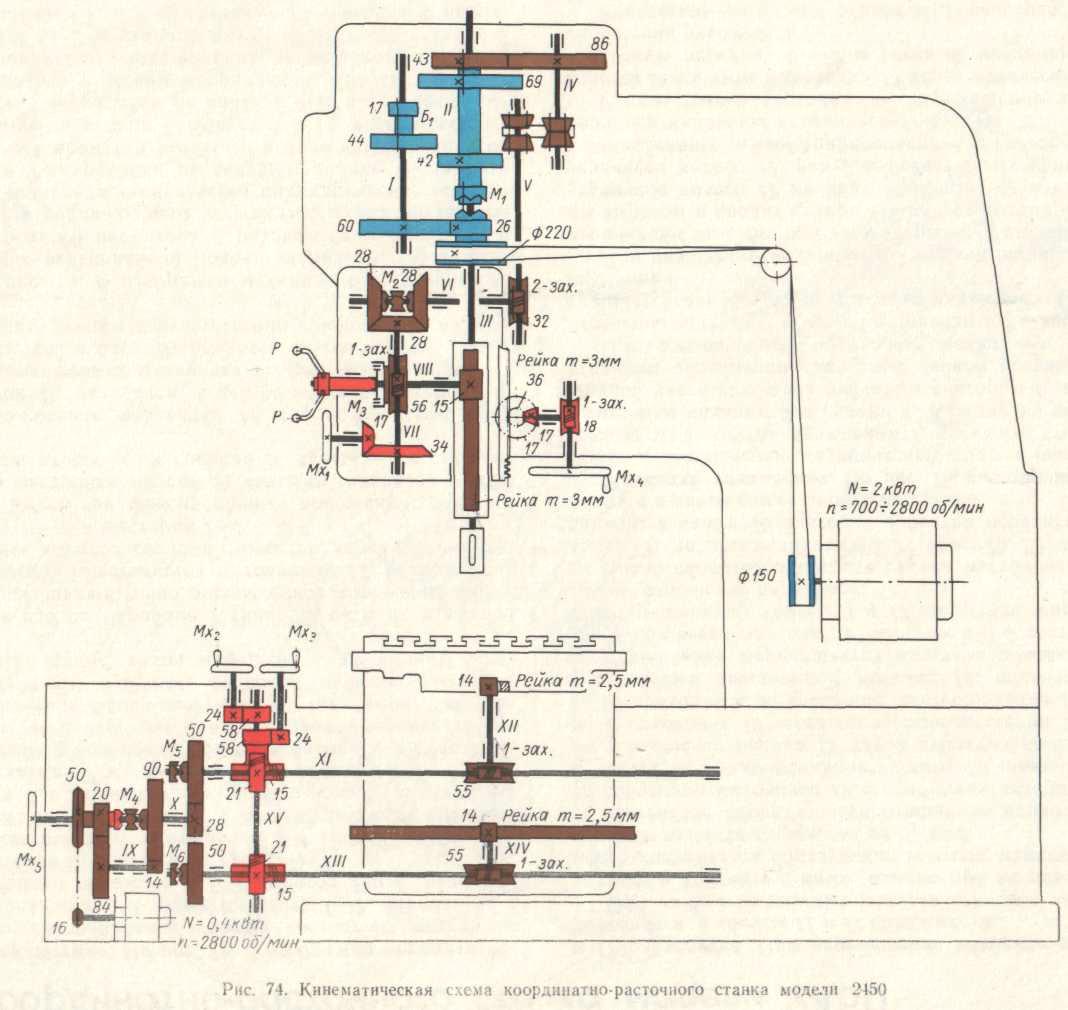
Мал. 61. Кінематична схема координатно-розточувуального верстату
мод. 2450.
Движение резания.
Привод движения резания состоит из электродвигателя, плоскоременной передачи и двойного перебора (рис. 61).
От электродвигателя постоянного тока мощностью 2 КВт с бесступенчатым изменением скоростей в диапазоне 1: 4, через угловую ременную передачу 150—220 вращение сообщается полому валу, находящемуся на шпинделе /// и несущему на себе шестерню 26.
Верхние числа оборотов сообщаются шпинделю /// при включенной муфте Mi. Две другие ступени скорости осуществляются при выключенной муфте Afi через перебор, имеющий двойной подвижный блок шестерен Б\.
Для включения первой ступени перебора блок Б1 смещается вверх так, что его венец 17 зацепляется с колесом 69, закрепленным на полом валу //, а муфта М1 выключается. Вращение от приводного шкива 220 передается шестерням 26—60, валу / и далее шестернями 17—69 полому валу //, связанному со шпинделем шлицевым соединением.
Вторая ступень перебора включается при смещении блока Б1 вниз, когда его венец 44 входит в зацепление с шестерней 42. Вращение от приводного шкива 220 передается шпинделю шестернями 26—60, валом / и шестернями 44—42. В этом случае муфта М| также должна быть выключена.
В пределах каждой ступени числа оборотов шпинделя /// плавно изменяются электродвигателем. Наименьшее число оборотов шпинделя nmln может быть определено из выражения

Движения подач. Подача шпинделя заимствуется от полого вала //, от которого движение передается через шестерни 43—86, вал IV, вариатор с раздвижными конусами и стальным кольцом, вал V, червячную передачу 2—32, вал VI. конический реверс 28— 28—28, управляемый муфтой М2, вал VII, червячную передачу 1—56, фрикционную муфту М3, вал VIII и реечную шестерню 15, находящуюся в зацеплении с рейкой т=3 мм, закрепленной на гильзе шпинделя.
Механический вариатор с раздвижными конусами и стальным кольцом обеспечивает бесступенчатое изменение скоростей подачи шпинделя в диапазоне 1: 4. Минимальное передаточное отношение вариатора равно 1/2, а максимальное — 2. Наименьшая подача шпинделя smin определяется из выражения

Механічна подача столу в повздовжньому і поперечному напрямках, що використовується при тонкому фрезеруванні, здійснюється реверсивним електродвигуном потужністю 0,4 КВт. Рух передається через ланцюгову передачу 16—50, перебір 20—84 і 14—90 (при правому положенні муфти М4), вал X, шестерні 28— 50—50, черв'ячні і рейкові передачі.
Для здійснення повздовжньої подачі включається муфта М5, при цьому обертання передається валу XI, черв'ячній передачі 1/55, валу XII і рейковій шестерні 14, що знаходиться в зачепленні з рейкою t=2,5 мм, прикріпленою до повздовжніх салазків столу. Поперечна подача столу включається муфтою М6, при цьому ланцюг руху аналогічний поперед-нім: приводиться в рух вал XIII, черв'ячна передача 1/55, вал XIV і рейкова шестерня 14, що зачіплюється з рейкою t = 2,5 мм, прикріпленою до поперечних салазків столу. Величина S повздовжньої та поперечної подач столу визначаються за таким рівнянням кінематичного балансу:

Допоміжні рухи
Для надання столу швидких переміщень, муфта М включається вліво, при цьому рухи передаються столу безпосередньо від валу X,оминая перебір. Швидкість таких переміщень столу в повздовжньому і поперечному напрямках може бути визначена з виразу:

Для ручного установчого переміщення столу в поперечному напрямку служить маховичок Мх, обертання від якого передається через шестерні 24—58, вал XV, гвинтові колеса 15—21, вал XIII и черв'ячну передачу 1/55 рейковій шестерні 14. Поворотом маховичку Мх3 за аналогічним кінематичним ланцюгом стіл переміщується у повздовжньому напрямку.
Ручне установче переміщення бабки шпинделя досягається поворотом маховичка Мх через черв'ячну передачу 1/18, конічні колеса 17—17 і рейкове колесо 36, що знаходиться в зачепленні з рейкою t = 3 мм, прикріпленої до корпусу бабки.
Швидке ручне переміщення шпинделя досягається обертанням рукоятки Р при включеній муфті М.
Ручне точне переміщення шпинделя здійснюється маховичком Мх при нейтральному положенні муфти М2 через конічні колеса 17- 34, вал VII, черв'ячну передачу 1/56, муфту М3 і рейкову передачу.