

Метод вакуумной инфузии
Процесс вакуумной инфузии смолы - это технология, при которой смола подаётся на ткань с помощью вакуума. Сухой пакет материалов укладывается в матрицу. Прежде чем вводить смолу, конструкция герметично накрывается вакуумной плёнкой или помещается в вакуумный мешок. После этого к ней подсоединяется вакуумный насос. Как только достигнут вакуум, необходимый в зависимости от выбранного типа смолы и рекомендации производителя, смола с введенным в нее отвердителем, подаётся на ткань через подсоединённую трубку, опущенную в ёмкость со смолой, рис.9.
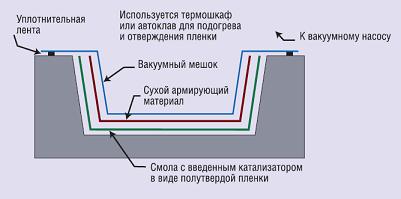
Рис. 9 Схема создания ПКМ методом инфузионного формования
Не маловажным является место ввода смолы. Возможны два варианта, рис.10. Первый предполагает ввод смолы в центр изделия. Второй - с периферийной его части. Для получения качественного изделия используют второй метод. Это позволяет смоле лучше войти в материал и течь по нему.
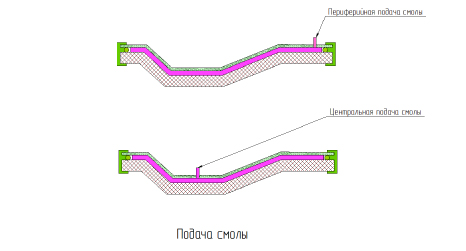 Рис.
10. Регулирование системы подачи смолы
Рис.
10. Регулирование системы подачи смолы
Соотношение волокна и смолы, достигнутое в процессе вакуумной инфузии, лучшее, чем результаты типичной ручной пропитки, комбинированной с последующим вакуумным откачиванием, производимым после нанесения смолы. Сама по себе смола очень хрупкая, поэтому любой избыток смолы значительно ослабляет деталь. Результат откачивания зависит от разных переменных, включая давление, тип смолы и продолжительность процесса.
Преимущества технологии вакуумной инфузии:
Позволяет автоматизировать производство, что уменьшает случайный характер вмешательства человека
Сокращает и контролирует количество используемого сырья
Снижает влияние материла на экологию
Улучшает условия труда
Позволяет создавать относительно прочные изделия, за счет лучшей пропитки.
Относительно дешевое оборудование
Процесс вакуумной инфузии имеет и ряд недостатков, требующих определенных расчетов.
Большой разброс в свойствах материала
Внутренние воздушные пустоты
Изменения вязкости смолы в процессе пропитки
Предполагают, что смола, заполняющая пространство армирующего материала, подчиняется закону Дарси (течение жидкости в пористой среде).
Течение смолы
через армирующий наполнитель моделируется
законом Дарси, который устанавливает
линейное отношение между скоростью
потока и градиентом прикладываемого
давления. С учетом гравитационных сил,
которые необходимо учитывать при
моделировании вакуумной инфузии
крупногабаритных изделий, закон Дарси
записывается следующим образом:
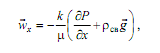
где k – эффективная проницаемость наполнителя, м2
µ – динамическая вязкость связующего, Па*с;
ρ – плотность связующего, кг/м3
g – вектор ускорения свободного падения, м/с
wх – вектор скорости движения связующего в пористой среде, м/с;
P – давление, Па.
В уравнение движения, описывающее течения связующего сквозь армирующий наполнитель входит вязкость связующего µ, которая в процессе термического отверждения композитов на основе термореактивных связующих может быть представлена уравнением в виде температурной зависимости Аррениуса. Она в значительной мере зависит от температуры и степени отверждения и содержит реологические характеристики системы связующее–наполнитель: энергию активации вязкого течения Eµ(β), эффективную или структурную составляющую вязкости связующего при отверждении µ(β) , а также коэффициент проницаемости наполнителя kтк или впитывающего материала kвс, которые можно определить экспериментально.
Из приведенных характеристик µ(β) и Eµ(β) являются функциями степени отверждения, две других – kтк, kвс – константами.
В результате вводится только минимальное количество смолы, необходимое на пропитку изделия. Это снижает вес, повышает прочность и улучшает соотношение волокон и смолы.
Данная технология широко применяется на практике не только в формостроении, но и при изготовлении непосредственно конечных изделий в кораблестроении, ветроэнергетике, автомобилестроении, в частности при тюнинге.
Несмотря на то, что время подготовки не ограничено, она достаточно сложная. Необходимо сделать подвод вакуума и входы смолы, а также разведение смолы по изделию. Размещение вакуумных и смоляных линий на разных деталях производится по-разному, и нет единой методики по их установке. Эти решения должны быть приняты до выкладки армирующего вещества в оснастку. Неверные расчеты могут привести к порче изделия.