

Вариант 7
Вычертите диаграмму состояния железо-цементит, опишите превращения и постройте кривую охлаждения в интервале температур от 1600 до 0 °С для сплава, содержащего 3,4 % С.
Термомеханическая обработка (ТМО) арматурной стали. Виды и их назначение. Влияние ТМО на структуру и свойства стали.
Расшифруйте марки сплавов: СтЗГпс, 12Г2СМФ, У10, А-II, Амг6, укажите свариваемость и способы сварки сталей первых двух марок.
Изложите сущность процессов газовой сварки и газовой резки металлов. Аппаратура для газовой сварки и резки. Способы механизации процесса газовой резки.
Вариант 8
Вычертите диаграмму состояния железо-цементит, опишите превращения и постройте кривую охлаждения в интервале температур от 1600 до 0 °С для сплава, содержащего 4,3 % С.
Поверхностное упрочнение металлов химико-термической обработкой. Краткая сущность процессов цементации и азотирования, цианирования и диффузионного насыщения металлами.
Расшифруйте марки сплавов: СтЗпс, 40XH, 20, Вр-I, Д16 Укажите свариваемость и способы сварки сталей первых двух марок.
Опишите основные способы сварки арматуры железобетонных конструкций и закладных изделий.
Вариант 9
Вычертите диаграмму состояния железо-цементит, опишите превращения, и постройте кривую нагрева в интервале температур от 1600 до 0 °С для сплава, содержащего 4,3 % С.
Что такое наклеп (нагартовка)? Как изменяются механические и физические свойства металла при наклепе? Приведите примеры, когда нагартовка металла является частью технологического процесса.
Расшифруйте марки сплавов: 30, 12ГН2МФАЮ, Ат-VI, ХВСГ, Бр0ЦС4-4-2,5. Укажите свариваемость и способы сварки сталей первых двух марок.
Особенности сварки низко-, средне- и высокоуглеродистых низколегированных сталей. Укажите способы их сварки.
Вариант 10
Вычертите диаграмму состояния железо-цементит, опишите превращения и постройте кривую охлаждения в интервале температур от 1600 до 0 °С для сплава, содержащего 5 % С.
Перегрев и пережог стали. Их влияние на структуру и свойства стали. Какой вид термической обработки применяют для устранения перегрева.
Расшифруйте марки сплавов: 20, 18Г2АФпс, У11А, Aт-V, ЛКС80-3-3. Укажите свариваемость и способы сварки сталей первых двух марок.
Опишите основные способы резки металлов, бетона и железобетона.
Часть II (вопрос № 5)
Варианты № 1-2
Ручная дуговая сварка
Разработайте процесс ручной электродуговой сварки двутавровой балки (рис.1) из стали (табл. 1). Шов прерывистый l/t =100/200. Производство единичное. Укажите тип соединения, форму разделки кромок под сварку и дайте эскиз сечения шва с указанием его размеров. Подберите тип, марку электродов и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, электроэнергии и время сварки балки. Укажите методы контроля качества сварного шва.
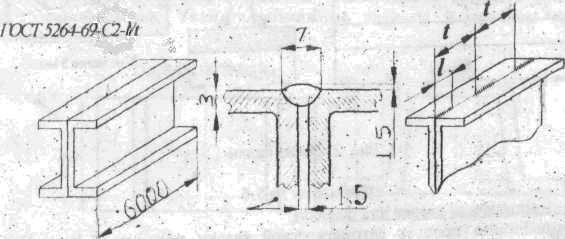
Рис 1. Эскиз балки
Таблица 1
Исходные данные к вариантам № 1-6, 9, 10
№ варианта |
Сталь по ГОСТ 2772-88 |
Марка стали |
1, 3, 5, 9 |
C255 |
СтЗпс по ГОСТ 380-88 |
2, 4, 6, 10 |
С440 |
16Г2АФ по ГОСТ 19282-73 |
Варианты № 3-4
Механизированная сварка в среде углекислого газа
Разработайте процесс механизированной сварки в среде углекислого газа балки (рис. 2) из стали (табл. 1). Производство – мелкосерийное. Укажите тип соединения и форму разделки кромок под сварку. Дайте эскиз сечения шва с указанием его размеров. Выберите марку и диаметр электродной, проволоки. Подберите режим сварки. Укажите вылет электрода, род и полярность тока. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь, защитного газа и электроэнергии, а также время сварки балки. Укажите методы контроля качества сварного шва.
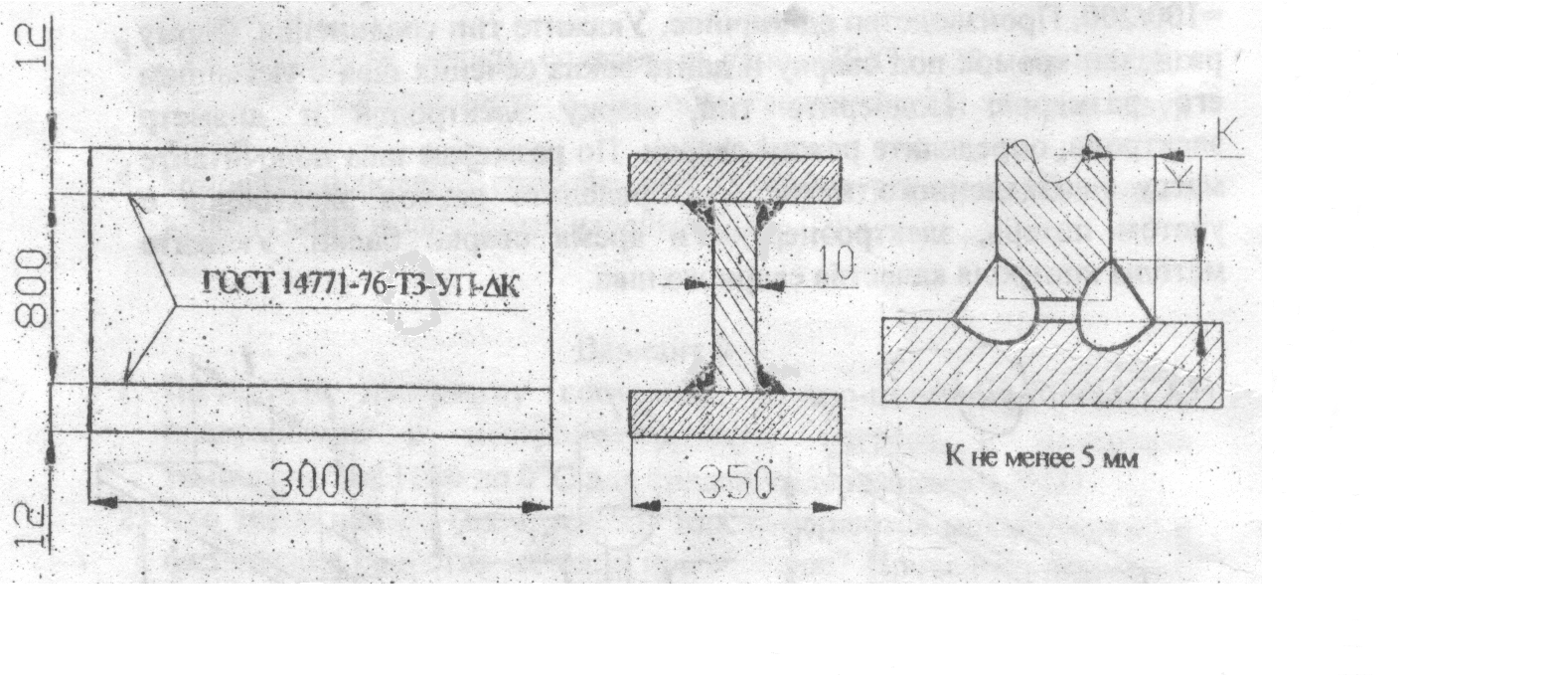
Рис. 2. Эскиз балки
Варианты № 5-6
Автоматическая сварка под флюсом
Разработайте процесс автоматической сварки под слоем флюса балки (рис. 3) из стали (табл. 1). Производство - крупносерийное. Укажите тип соединения и форму разделки кромок под сварку. Дайте эскиз сечения шва с указанием его размеров. Выберите марку и диаметр электродной проволоки и флюса. Подберите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки и флюса с учетом потерь и электроэнергии, а также время сварки балки.
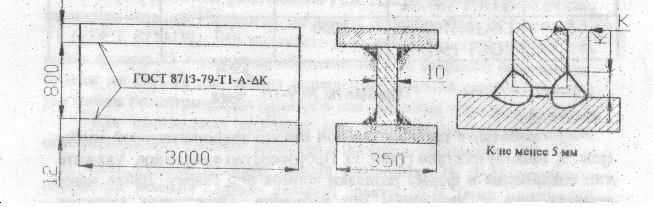
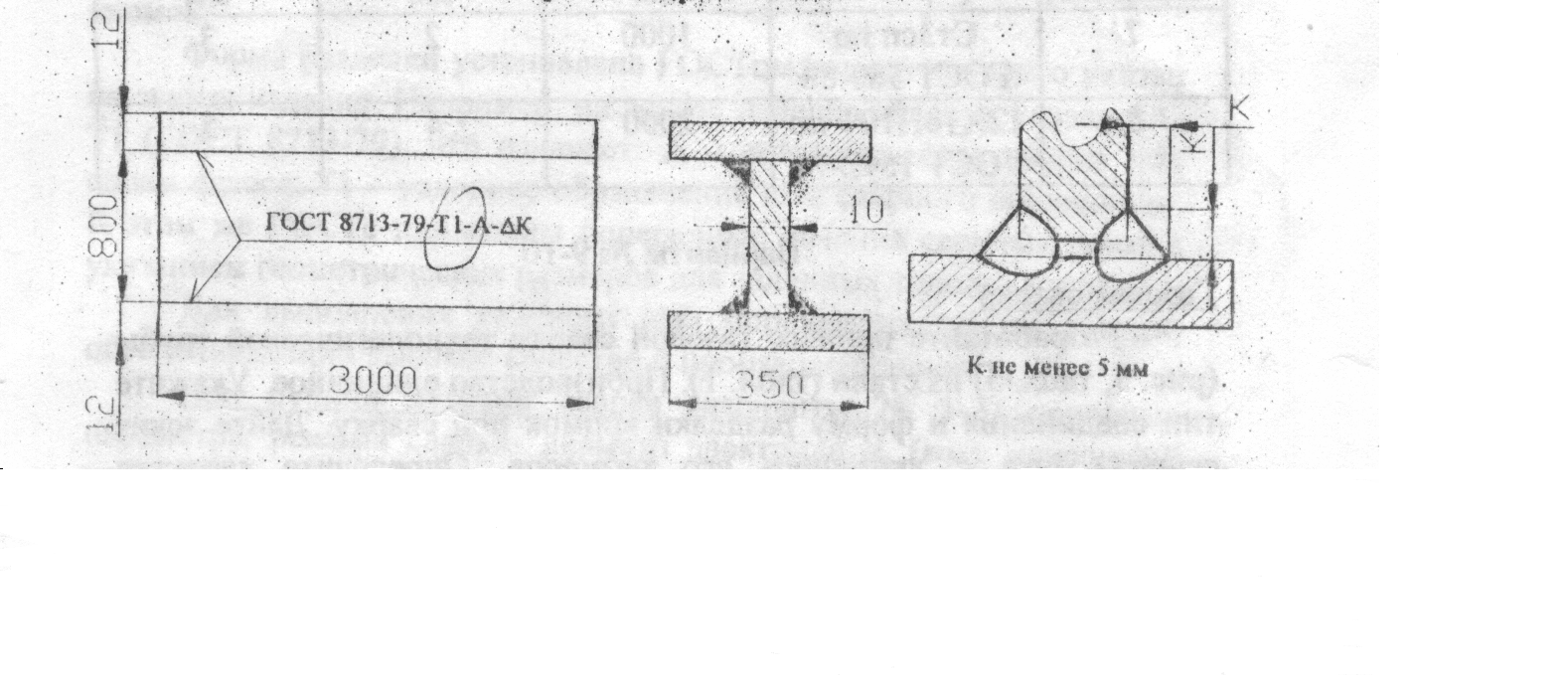
Рис.3. Эскиз балки
Варианты № 7-8
Электроконтактная точечная сварка
Разработайте процесс электроконтактной точечной сварки балки (рис. 4) из стали (таблица 2). Шаг точек t=5dm. Производство массовое. Укажите подготовку заготовок под сварку. По толщине свариваемых заготовок выберите тип машины и укажите её технические данные. Рассчитайте площадь контактной поверхности электрода. По значениям j (А/мм2) и p (МН/м2) определите сварочный ток Iсв (А) и усилие Р (МН), приложенное на электродах. Определите время сварки изделия. Начертите и опишите цикл точечной сварки. Укажите возможные дефекты и причины их возникновения.
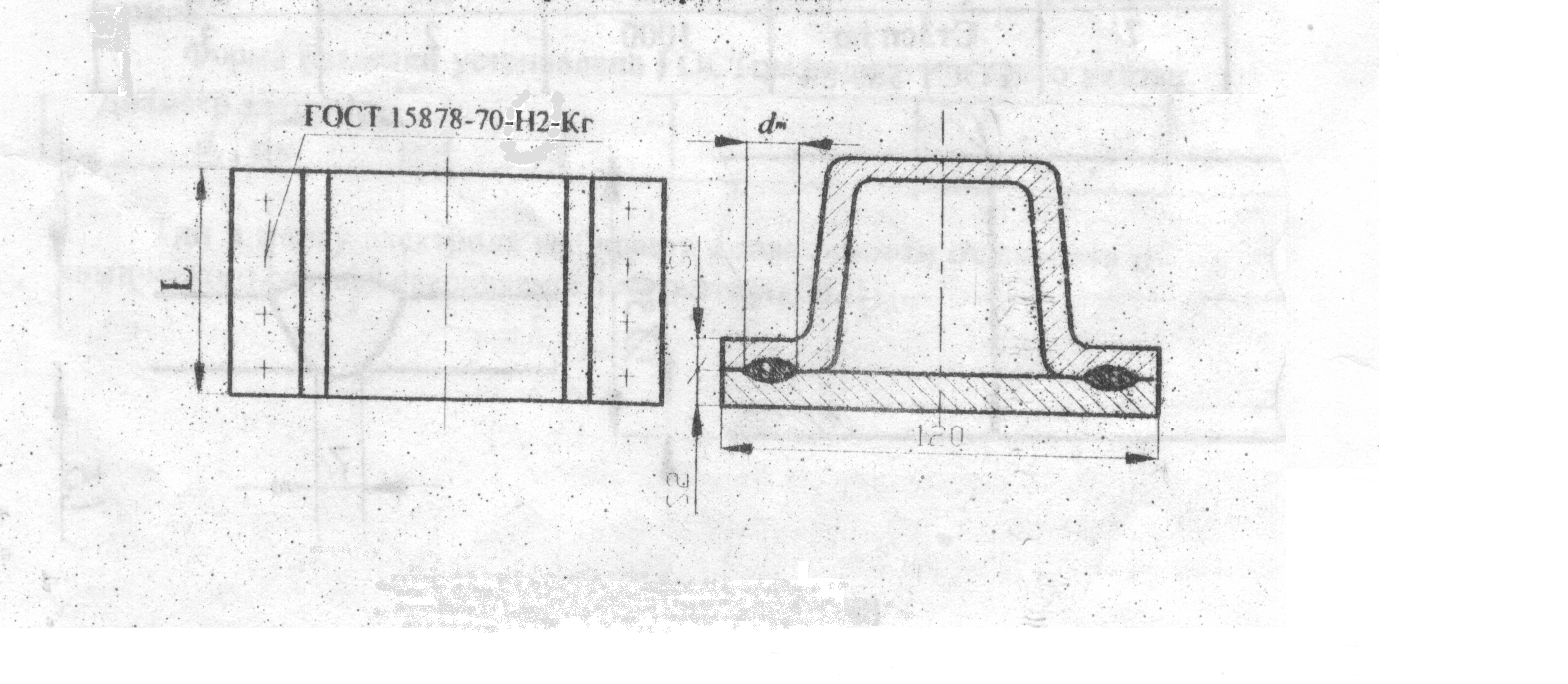
Рис. 4. Эскиз сварной балки
Таблица 2
Исходные данные к вариантам № 7-8
№ варианта |
Марка стали |
L, мм |
S1, мм |
S2, мм |
7 |
СтЗсп по ГОСТ З80-88 |
1000 |
2 |
3 |
8 |
12Х18Н10Т по ГОСТ 1542-71 |
2000 |
4 |
5 |
Варианты № 9-10
Газовая сварка
Разработайте процесс газовой сварки технологической трубы (рис. 5, табл. 3) из стали (табл. 1). Производство единичное. Укажите тип соединения и форму разделки кромок под сварку. Дайте эскиз сечения шва с указанием его размеров. Определите характер пламени газовой сварки, тип горелки и ее мощность. Выберите марку и диаметр присадочной проволоки. Укажите состав флюса (если он необходим), и способ сварки (левый или правый). По размерам шва определите массу наплавленного металла. Установите расход присадочной проволоки с учетом потерь, кислорода, ацетилена, карбида кальция и времени сварки. Укажите методы контроля качества сварного шва.
Таблица 3
Исходные данные к вариантам № 9-10
№ варианта |
S, мм |
9 |
4 |
10 |
6 |
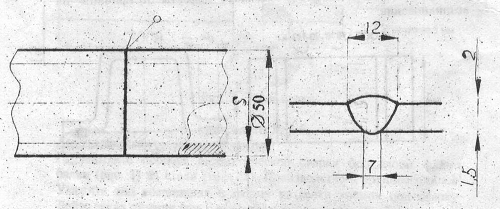
Рис. 5. Эскиз сварной трубы
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К РАЗДЕЛУ II (вопрос № 5)
Разработку процесса дуговой сварки (варианты № 1-6) начинать с указания типа сварного соединения и формы разделки кромок.
Форма разделки установлена ГОСТом, номер которого указан на эскизе изделия. Например: на эскизе изделия задания указано А-Т1 (ГОСТ 8713-79), что означает: А - автоматическая сварка под слоем флюса; Т1 - условное обозначение шва сварного соединения. В этом же ГОСТе приведены поперечные сечения сварных швов с указанием геометрических размеров для заданных толщин металла.
Для выполнения сварного шва определяют режим сварки, обеспечивающий высокое качество и производительность.
При ручной дуговой сварке (варианты № 1-2) основные параметры режима сварки: диаметр электрода dэ (мм), сварочный ток Iсв (А), напряжение дуги UД (В) и скорость сварки Vсв (м/ч). Определение режима начинают с выбора диаметра электрода, его типа и марки. Диаметр электрода выбирают в зависимости от толщины S (мм) свариваемого металла при сварке стыковых соединений и от катета шва K (мм) при сварке тавровых, угловых и нахлесточных соединений (табл. 4).
Таблица 4