

32.3. Оборудование для литья выжиманием
Способ литья выжиманием применяют для получения тонкостенных отливок больших габаритных размеров из алюминиевых и магниевых сплавов.
Схема работы машины дана на рис. 32.9. Металл, залитый в полуоткрытую металлическую форму, кристаллизуется тонким слоем на ее станках. Образовавшиеся пленки металла соединяются, излишки металла выливаются, и дальнейшая кристаллизация заканчивается в замкнутой металлической форме.
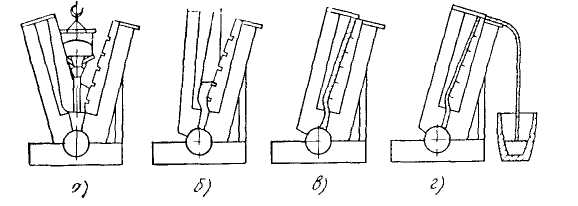
а — заливка металла; б, в — постепенное смыкание; г — замыкание и слив металла
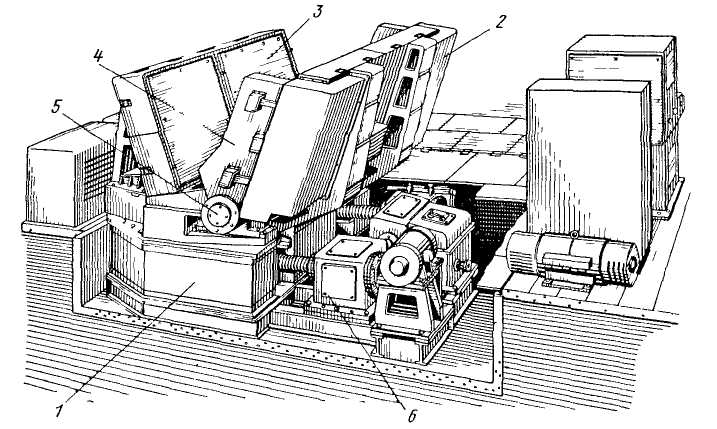
Рис. 32.10.Машина для литья выжиманием:
1 — рама, 2,3 — соответственно подвижная и неподвижная створы (плиты), 4 — боковые щеки, 5 — вал металлоприемника, 6 — привод поворота подвижной створы
На рис. 32.10 показана машина для литья выжиманием крупногабаритных тонкостенных деталей панельного типа из алюминиевых сплавов на предприятиях с серийным и массовым характером производства. Подвижная и неподвижная створы состоят из четырех секций, соединенных между собой болтами. В створы вмонтированы пневмоцилиндры выталкивания отливки и электрические нагреватели. На подвижной створе установлены чугунные боковые щеки, имеющие два пневмоцилиндра подъема и два пневмоцилиндра поворота.
Рама машины сварная. Для предотвращения проворачивания тянущих винтов поворота подвижной створы на раме укреплены направляющие. Чугунный вал металлоприемника полый; он установлен на трех подшипниках скольжения из антифрикционного чугуна. Внутри вала помещаются электрические нагреватели.
Привод подвижной створы электромеханический. Он состоит из электродвигателя постоянного тока, электромагнитной муфты, редуктора, дифференциала с тормозным устройством, двух конических и двух винтовых пар. Редуктор обеспечивает быструю переналадку машины на любой из трех режимов работы. Дифференциал служит для плавного изменения скорости при смыкании створ в конце цикла работы.
Машина работает в следующей последовательности: закрытие боковых щек, заполнение металлоприемника металлом, поворот подвижной створы (смыкание створ), при этом происходит выжимание металла вверх и заполнение формы, выдержка (кристаллизация металла), раскрытие щек, отвод подвижной створы (размыкание створ), выталкивание отливки из формы. Угол поворота подвижной створы 30° (угол между створами в раскрытом состоянии).
Отливку снимают с машины краном, обслуживающим участок. Перед новым циклом рабочие поверхности оснастки подготовляют (очищают и окрашивают).
Управляют машиной с пульта, расположенного со стороны подвижной створы. Режим работы машины полуавтоматический и наладочный. Машину обслуживают два человека.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
А втоматические
и
комплексно-механизированные линии для
литейного производства.
Каталог. М.:
НИИмаш,
1983. 59 с.
втоматические
и
комплексно-механизированные линии для
литейного производства.
Каталог. М.:
НИИмаш,
1983. 59 с.
Аксенов Н. П. Оборудование литейных цехов. Учебник для вузов. 2-е изд. М.: Машиностроение, 1977. 510 с.
Вереш А. Очистка отливок. Пер. с венг. М.: Машиностроение, 1982. 256 с.
Зайгеров И. Б. Оборудование литейных цехов. Учебное пособие для вузов. Минск: Вышейшая школа, 1980. 440 с.
Матвеенко И. В., Тарский В. Л. Оборудование для литейных цехов. Учебник для техникумов. М.: Машиностроение, 1977. 440 с.
Немировский Р. Г. Автоматические линии литейного производства. Учебное ш собис для вузов. Киев—-Донецк: Вища школа, 1981. 208 с.
Робототехника./ Ю. Д Андрианов, Э П. Бобриков, В. Н. Гошыренко и др.; Под ред Е. П Попова, И Е Юревича. М.: Машиностроение, 1984. 288с.
Степанов Ю. А., Баландин Г. Ф., Рыбкин В. А. Технология литейного проиэ-подства. Специальные виды литья. Учебник для вузов. М.: Машиностроение, 1983. 287 с.
Титов Н. Д., Сергеев Л. Н. Основы автоматизации литейного производства и вычислительная техника. Учебное пособие для техникумов. М.: Машиностроение, 1983. 151 с.