

28.4. Центробежные машины для отливки труб
Чугунные водопроводные и канализационные трубы из серого чугуна изготовляют главным образом на центробежных машинах. В соответствии с ГОСТом изготовляют канализационные трубы длиной 2 м, диаметром 50—100 мм при толщине стенок 4—5 мм и водопроводные трубы длиной 2—5 м, диаметром 50—1000 мм с толщиной стенок 7,5—30 мм.
Имеется несколько типов машин для центробежной отливки труб.
По типу применяемых изложниц различают машины с металлическими охлаждаемыми изложницами и с футерованными изложницами. По характеру использования изложниц различают машины с постоянно установленной изложницей на машине и машины со сменными изложницами.
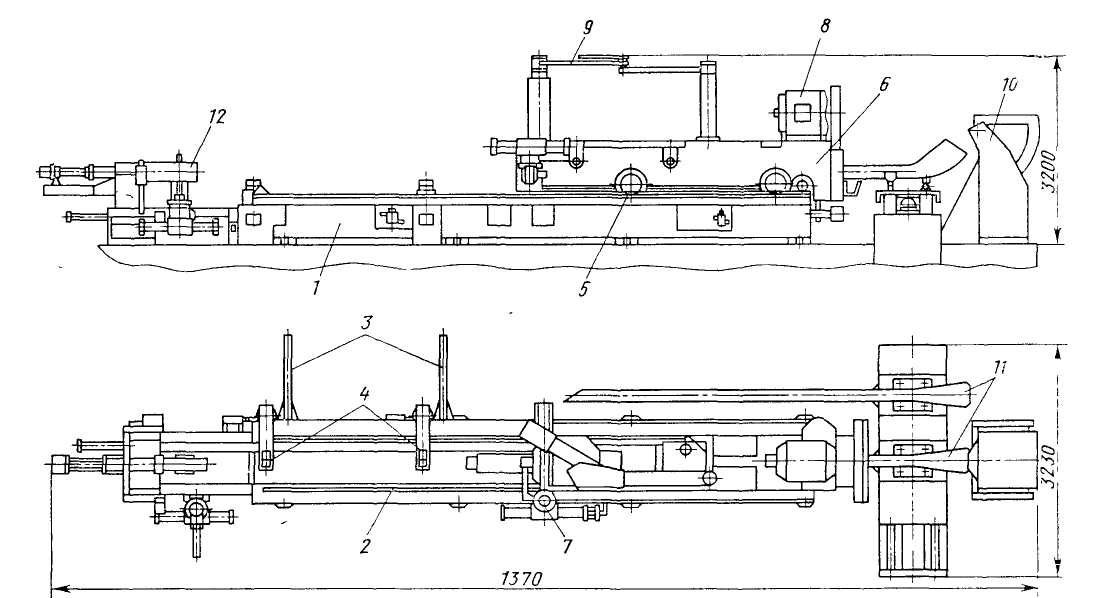
Рис. 28.5. Центробежная машина для литья чугунных водопроводных труб
В нашей стране наибольшее распространение получили центробежные машины для литья водопроводных труб с металлической интенсивно охлаждаемой изложницей с перемещением последней вдоль продольной оси при заливке из специального заливочного желоба. Преимущества машин этого типа — отсутствие в литейном цехе формовочной смеси и простота литейной технологии, недостаток— необходимость отжига труб для устранения хрупкости.
Примером машин этого типа может служить серийно выпускаемая центробежная машина для литья чугунных водопроводных труб (рис. 28.5).
На машине изготовляются раструбные трубы в металлических формах, интенсивно охлаждаемых водой. Контуры раструба выполняют стержнем, устанавливаемым на металлическом поддоне.
Основные узлы машины: М-образная чугунная станина 1 со сменными стальными направляющими 2, на которой смонтированы кантователь; пневмопанель; скаты 3 для труб; две направляющие 4 для поддержки труб; шарнирный механизм 9; гидроцилиндр перемещения корпуса и клещи 12 для извлечения отлитых труб. Скаты и направляющие предназначены для уборки отлитых труб.
Полый корпус 6 с помощью четырех ходовых колес 5 перемещается по стальным направляющим станины. В корпусе предусмотрены три опоры для установки металлической формы.
На корпусе со стороны раструбной части металлической формы расположен механизм 7 установки стержней, а со стороны гладкой части формы на шарнирно закрепленной плите — электродвигатель 8 вращения формы.
Подвод воды в корпусе для охлаждения формы, а также подвод электроэнергии и отсос газов, образующихся в процессе работы, осуществляется с помощью шарнирного механизма, один конец которого закреплен на станине, а другой на корпусе. На раструбном конце металлической формы закреплена кулачковая группа для прижима стержня, на гладком конусе — коническая втулка, ограничивающая длину отливаемой трубы, и приводной шкив.
Для заливки чугуна па машине имеется заливочный стенд 10 представляющий собой жесткую сварную стойку с шарнирно закрепленной люлькой, на которую свободно устанавливается ковш. Два желоба 11 смонтированы на подвижной тележке. Ковш и желоба являются сменными. Частота вращения формы в пределах 10— 20 с-1.
Усилие извлечения трубы диаметром до 150 мм и длиной до 4000 мм составляет у машины 15 кН, а трубы диаметром до 300 мм и длиной до 5000 мм — 46 кН.
На машине можно отливать трубы диаметром 100, 125 и 150 мм и длиной 4000 мм.
Масса отливаемых труб 89—156 кг в зависимости от их диаметра. Производительность машины около 30 труб в час.
Выпускается машина для изготовления труб диаметром 200, 250 и 300 мм, длиной 5000 мм. Частота вращения форм у этой машины в пределах 240—550 об/мин. Масса отливаемых труб до 490 кг.