

2. Расчет потребности в инструменте
Под нормой расхода понимается количество инструмента, необходимого для выполнения определенного объема работы: в массовом и крупносерийном производстве норма устанавливается обычно на 1000 (или на 100) деталей, в единичном и мелкосерийном — на 1000 (или на 100) часов работы оборудования.
В массовом и крупносерийном производстве норма расхода режущего инструмента определяется по формуле:
 ,
,
где tм – продолжительность работы инструмента при обработке одной детали, мин;
Тиз - полный период стойкости инструмента, ч;
Ку — коэффициент случайной убыли инструмента. (1,3..1,05).
Обычно Тиз инструмента каждого наименования устанавливается нормативами.
Норму расхода измерительного инструмента можно установить по формуле
 ,
,
где с — количество промеров на одну деталь;
Кв — коэффициент, отражающий долю выборочного контроля (при сплошном контроля Кв=1);
Мст — стойкость инструмента, т. е. количество измерений до его предельного износа.
Стойкость измерительного инструмента зависит от его назначения, типа, материала измеряемой детали, точности обработки.
В единичном и мелкосерийном производстве норма расхода инструмента устанавливается на 1000 часов работы по каждому типу оборудования:
Нр = 1000 Кз Км Кд Ко / Тпз,
где Кз — плановый коэффициент загрузки оборудования;
Км — коэффициент, характеризующий долю машинного времени в штучном;
Кд — коэффициент, характеризующий долю машинного времени работы с инструментом данного типоразмера; Ко — коэффициент одновременности использования инструментов.
Располагая нормами расхода конкретных видов инструментов, можно рассчитать потребность их на годовую программу выпуска продукции:
U = NH/1000, или U = FH/1000,
где N — программа выпуска деталей данного наименования (для массового и крупносерийного производства), шт.;
F - годовой объем работы оборудования данного вида, ч;
Н — норма расхода соответствующего вида и типа инструмента, шт.
3. Организация хранения, учета и выдачи инструмента
Выполнение функций по приемке, хранению, учету и выдаче инструмента в целом на предприятии возлагается на центральный инструментальный склад (ЦИС), а в цехах — на инструментально-раздаточные кладовые (ИРК).
Весь новый инструмент, полученный от поставщиков и изготовленный в инструментальных цехах завода, хранится в ЦИС. На каждый инструмент заполняется карточка и отводится определенная ячейка (полка) для его хранения.
ЦИС осуществляет выдачу инструмента в ИРК цехов на основе их требований или лимитно-заборных карт. Выдачу инструмента на рабочие места ИРК осуществляет в обмен на затупленный или изношенный. Затупленный инструмент ИРК направляет в заточку, а изношенный — сдает на ЦИС. Кругооборот инструмента и взаимосвязь отдельных подразделений завода показаны на рис. 15.1.
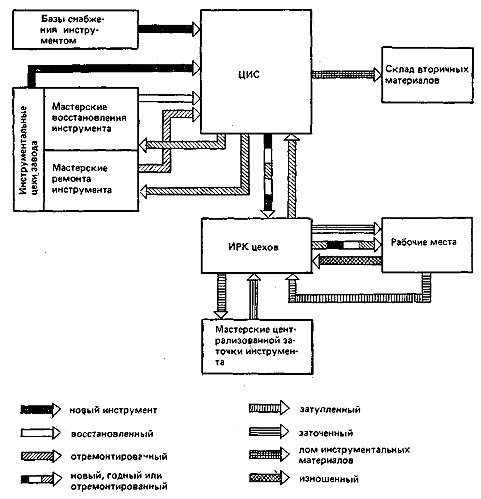
Рисунок 15.1 - Схема обращения инструмента на машиностроительном заводе
Для каждого цеха на каждый инструмент определенного типоразмера, потребность в котором возникает периодически, должен быть установлен лимит расхода на установленный период времени. Выдача инструмента цехам производится в пределах установленного лимита по требования или лимитно-заборным картам. Преимущественно применения лимитно-заборных карт заключается в постоянном контроле за расходом инструмента, что приводит к его экономии, и в сокращении документации по оформлению. Выдача и учет инструмента на рабочие места, и возврат его в ИРК организуются в зависимости от его применяемости, типа производства и принятой системы обслуживания. Главное требование к организации системы обслуживания рабочих мест — сокращение до минимума потерь рабочего времени основных производственных рабочих на получение и смену инструмента. В зависимости от участия в этом процессе основного рабочего различают активную и пассивную системы обеспечения рабочих мест инструментом. При активной системе все необходимые инструменты периодически доставляются на рабочие места; при пассивной — производственный рабочий осуществляет доставку необходимых инструментов из ИРК на свое рабочее место.
Смена режущего инструмента может производиться принудительно или в зависимости от его износа. При принудительной смене инструмент заменяется через отрезки времени, равные его стойкости. Смена инструмента в результате его износа осуществляется при появлении его признаков и затуплении инструмента.
В массовом производстве наиболее прогрессивной является активная система с принудительной сменой инструмента.
В единичном и мелкосерийном производстве для учета инструмента (режущего, измерительного, специальных приспособлений), выдаваемого для временного пользования, применяются марочные системы.
Сущность марочной системы состоит в том, что рабочему выдается определенное количество марок-жетонов (обычно до 10), на которых выбит его табельный номер. В обмен на эту марку лично или через вспомогательного рабочего он имеет право получить из ИРК необходимый ему инструмент для временного пользования.
При одно-марочной системе принятая от рабочего марка помещается в ячейку стеллажа инструментальной кладовой. Таким образом, можно легко установить количество инструмента, находящегося на рабочем месте, и рабочего, которому он выдан, хотя трудно определить, какое общее количество инструмента находится у рабочего, так как его марки размещены в разных ячейках.
При двух марочной системе на инструмент каждого типоразмера заводится индексная инструментальная марка, на которой выбивается индекс и размер. Кроме того, в ИРК заводится контрольная доска, где указаны табельные номера рабочих и вывешиваются марки. При выдаче рабочему инструмента индексная марка извлекается из ячейки, где хранится данный инструмент, и навешивается под табельным номером рабочего, а марка с табельным номером помещается в соответствующую ячейку, как и при одно-марочной системе. При двух марочной системе можно легко установить, какой инструмент и в каком количестве получен рабочим.
Инструмент постоянного пользования (ключи, рукоятки, патроны, оправки и др.) во всех типах производства выдается рабочему, при этом производится запись в инструментальную книжку.