

2. Гибкие производственные системы
Структура и состав ГПС
Под гибкой производственной системой понимается совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования:, в автоматическом режиме в течение заданного интервала времени. ГПС могут автоматически переналаживаться при производстве изделий произвольной номенклатуры в установленных пределах значении, их характеристик./ГОСТ 26228-85/.
Стандартом предусматривается три вида ГПС: гибкая автоматизированная линия: /ТАЛ/, гибкий автоматизированный участок /ГАУ/, гибкий автоматизированный цех /ГАЦ/. В некоторых ШС основной составной единицей может быть роботизированный технологический комплекс /РТК/ или ГПМ и РТК. В отличие от гибкого модуля, РТК кроме технологического оборудования, может иметь дополнительно промышленный робот, а также устройство накопления, ориентации, поштучной выдачи объектов производства и другие устройства, обеспечивающие его функционирование.
Гибкий модуль представляет собой технологическую единицу оборудования /в мехобработке это станок с ЧПУ/, оснащенную манипуляторами, роботами, налетами для загрузки и выгрузки деталей, магазином инструмента. Главные функции модуля - работа беж участия человека и способность встраиваться в систему высшего ранга. Гибкая линия отличается от модуля тем, что она состоит из нескольких модулей, имеет транспортно-накопительную часть и управляется микроЭВМ. Гибкий участок является разновидностью гибкой линии, отличающийся взаимозаменяемостью технологического оборудования и видом транспорта.
Гибкие модуль и линия представляют собой единые виды технологического оборудования, спроектированные и построенные как самостоятельные единицы для построение гибких производств.
В гибких автоматизированных производствах имеют место два потока: материальный и информационный.
Материальный поток обеспечивает подачу заготовок, инструмента, контроль обработки и состояния инструмента, уборку отходов и подачу смазочно-охлаждающей жидкости.
Информационный поток обеспечивает передачу программ обработки непосредственно к исполнительным органам станка, программу работы станков, роботов, складов, передаточных механизмов, групповое управление станками, управление работой транспортно-накопительных систем, программу работы центральной ЭВМ по управлению вспомогательными материалами, планово-диспетчерские функции.
Укрупнено структура ГПС для, механической обработки представлена на рис.9.1. Опыт проектирования ГПС показывает, что можно выделить десять самостоятельных подсистем: механической обработки деталей группового управления станками с ЧПУ; транспортно-накопительную; управления транспортно-накопительной подсистемой, подсистемы планирования, учета; технологического обеспечения; инструментального обеспечения; загрузки-выгрузки деталей; автоматизированного удаления отходов.
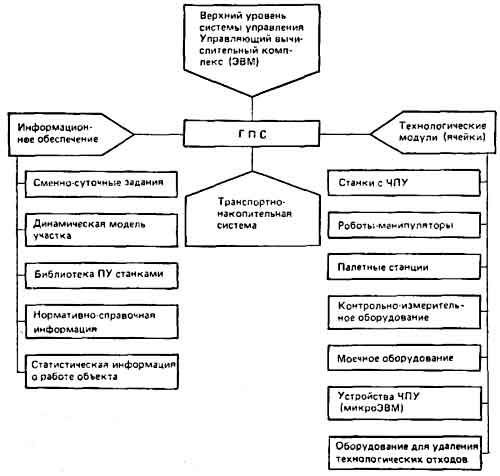
Рисунок 9.1 - Структура схема ГПС
Одним из важнейших элементов ГПС является центральное управление всем комплексом, увязывающее в единое целое работу всех механизмов, оборудования, роботов, транспортных средств и работающее по специально разработанной программе.
Каждой из подсистем обеспечивается решение нескольких этапов подготовки производства. Например, подсистемой механической обработки: выбор технологии, определение видов металлорежущего оборудования, оснастки, подбор инструмента, контрольных приспособлений, разработка наладочных карт и управляющих программ.
Транспортно-накопительная система состоит из рольгангов, самодвижущихся тележек, транспортеров, палетных станций, складов, штабелеров, передающих механизмов.
С помощью подсистемы инструментального обеспечения определяется набор необходимого режущего инструмента, размещение комплекта инструмента в определенных ячейках склада, организация участка настройки инструмента вне станка и определение способа подачи его к станку. При полностью автоматизированном производстве инструмент хранится в сменных магазинах и подается на специальных автоматических тележках комплектно к станкам, где магазины сменяются автоматически. Подсистема включает также и способы контроля износа инструмента, поднастройки его на размер. Одним из широко распространенных способов контроля является установка датчиков в подшипниках шпинделей; которые дают сигналы о перегрузках и останавливают работу станков или дают команду на замену инструмента исправным.
С помощью подсистем планирования и учета разрабатывается программа работы производства, включая расчет партии деталей, запускаемой в производство, транспортны партий, очередности запуска, заделов, графиков выпуска продукции, закрепления деталей за оборудованием и других задач.
Для успешного функционирования ГПС требуется разработка подробных проектов каждой из подсистем. Сложность и многообразие подсистем ГПС требует принятия решений при их создании. Такие типовые решения для транспортно-накопительных устройств. Транспортные средства и склады, системы управления ими могут быть созданы для деталей определенных размеров и применяться в различных отраслях машиностроительного комплекса, например, в станкостроении, автомобилестроении и др.
Для ускорения разработки управляющих программ при обработке деталей на станках с ЧПУ применяются типовые системы автоматизированного проектирования (САПР), помогающие создавать программы обработки технологом-программистом не вручную, а с помощью ЭВМ по типовой программе, в которую подставляются только данные о детали. Применение САПР способствует ускорению подготовки производства в 10…20 раз. Типовыми могут быть робототехнические комплексы, используемые в ГПС, подсистемы центрального управления, управляющие вычислительные комплексы (УВК) или ЭВМ.