

1. Структура производственного цикла
Календарный период, в течение которого происходит превращение предметов труда в готовый: продукт под воздействием технологических и естественных процессов, с момента начала производственного процесса и до выхода на него в готовом виде называется: длительностью производственного цикла или производственным циклом. Время выполнения технологических операции в производственном цикле составляет технологический цикл.
Понятие длительности производственного цикла относится как к изготовлению машины в целом »так и отдельным ее сборочным единицам и деталям. Время выполнения одной операции, в течение которого изготавливается одна деталь, партия одинаковых или несколько различных деталей называется операционным циклом.
Определение длительности производственного цикла необходимо для согласования, во времени начала и конца обработки деталей, сборки узлов и машин на различных стадиях производственного процесса и в различных цехах. На основе расчетов длительности производственного цикла устанавливается, на сколько дней раньше должна быть начата обработка заготовок и деталей, в заготовительном и механическом цехах с тем, чтобы они были поданы в сборочный цех по графику. Таким образом, производственный цикл служит основой для построения календарных планов - графиков работы отдельных цехов и участков, определения размеров незавершенного производства, правильной разработки производственной программы.
Затраты времени, включаемые в состав производственного цикла, представлены на рисунке 5.1.
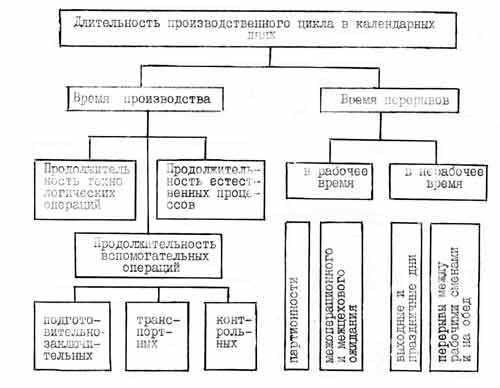
Рисунок 5.1 - Состав производственного цикла
Длительность производственного цикла обычно исчисляется в календарных днях, так как она зависит и от количества нерабочих дней в периоде производства.
Время производства -Тпр состоит из продолжительности выполнения технологических операций Ттех, естественных процессов tе и вспомогательных операций: подготовительно-заключительных t п-з, транспортных tr, контрольных tк.
Время перерывов Тпер делится на перерывы в рабочее время и в не рабочее время, так называемые регламентированные перерывы. Перерывы в рабочее время состоят из перерывов партионности и перерывов межоперационного tмо и межцехового tмц ожидание.
Перерывы партионности связаны с обработкой предметов труда партиями. Детали партии обрабатываются не одновременно, а по одной или несколько штук. Каждая деталь ждет своей очереди на обработку, после чего ожидает конца обработки всей партии. Перерывы партионности рассчитываются не отдельно, а совместно с продолжительностью технологических операций, составляя операционный цикл Т0.
Перерывы ожидания наступают в том случае, если поступившие на рабочее место предметы труда не могут обрабатываться из-за его занятости. Перерывы ожидания возникают также при разновременном изготовлении деталей, входящих, в один комплект. Их иногда называют перерывами ожидания комплектации, они могут быть внутрицеховыми (межоперационными) tмо и межцеховыми tмц. Перерывы в рабочее время определяются режимом работы предприятия (выходные и праздничные дни, перерывы между рабочими сменами и на обед).
Структура производственного цикла, т.е. состав и соотношение входящих, в него элементов зависят от особенностей продукции, технологических процессов ее изготовления, типа производства и ряда других факторов. В непрерывных производствах /химических, металлургических и т.п./ наибольший удельный вес в производственном цикле занимает время производства. В дискретных производства перерывы составляют нередко 70-75 % общей длительности производственного цикла. По мере повышения серийности производства удельный вес перерывов снижается.