

Машини і обладнання для формування глиняного бруса.
Призначення формування полягає у наданні форми, достатньої міцності і максимальної щільності напівфабрикату для проведення наступних технологічних операцій: сушіння і обпалювання.
Необхідна вологість визначається способом формування, мінеральним складом, глиняної складової, її кількість в масі і вмістом повітря в цій масі. З метою запобігання значної усадки при сушінні і обпалюванні, що приводить до утворення тріщин і деформацій, пористість і вологість мають бути мінімальними.
До напівфабрикатів пред’являють вимоги:
Рівнощільність.
Висока механічна міцність.
В
ідсутність внутрішніх тріщин і раковин, текстурування.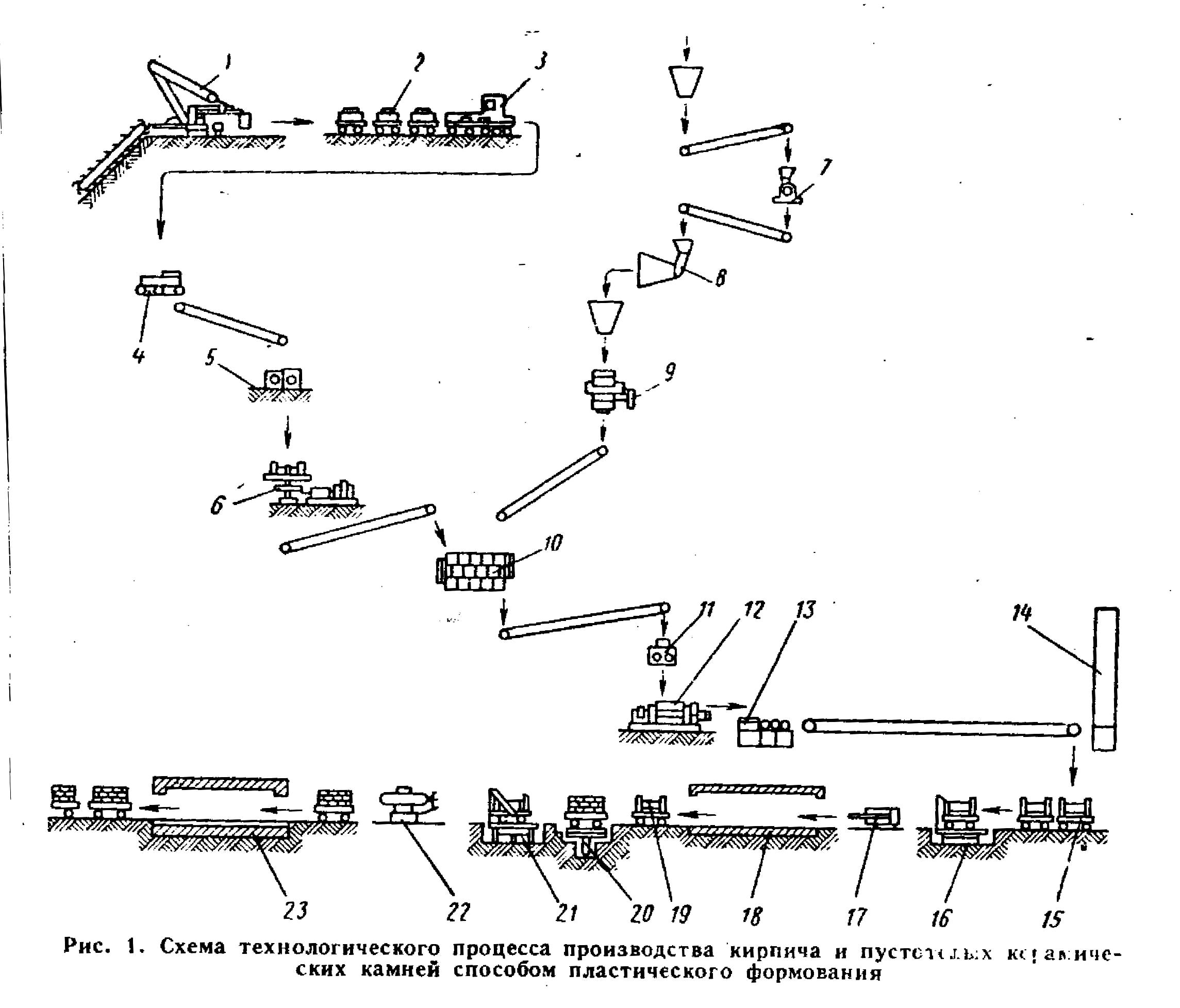
Рис.1.
1 - Багатоківшевий екскаватор. 2 - Вагонетки. 3 - Електровоз. 4- Ящиковий живильник. 5 - Вальці для вилучення каміння. 6 - Бігуни. 7 - Дробарка. 8 - Грохот. 9 - Тарілчастий живильник. 10 - Глиномішалка. 11 - Вальці тонкого помелу. 12 - Вакуум-прес. 13 - Різальний автомат. 14 - Автомат-укладальник. 15,19.Сушильні вагонетки. 16,21.Електропередаточний візок. 17,22.Штовхач. 18.Сушило. Гідравлічний знижувач з пічною вагонеткою. 23.Піч.

Рис.2.
1 - Прес. 2 - Різальний автомат. 3,8.Укладальний автомат. 4. Автомат подачі рамок. 5. Сушильний візок. 6,7. Електропередаточний візок. 9. Пічний возик.
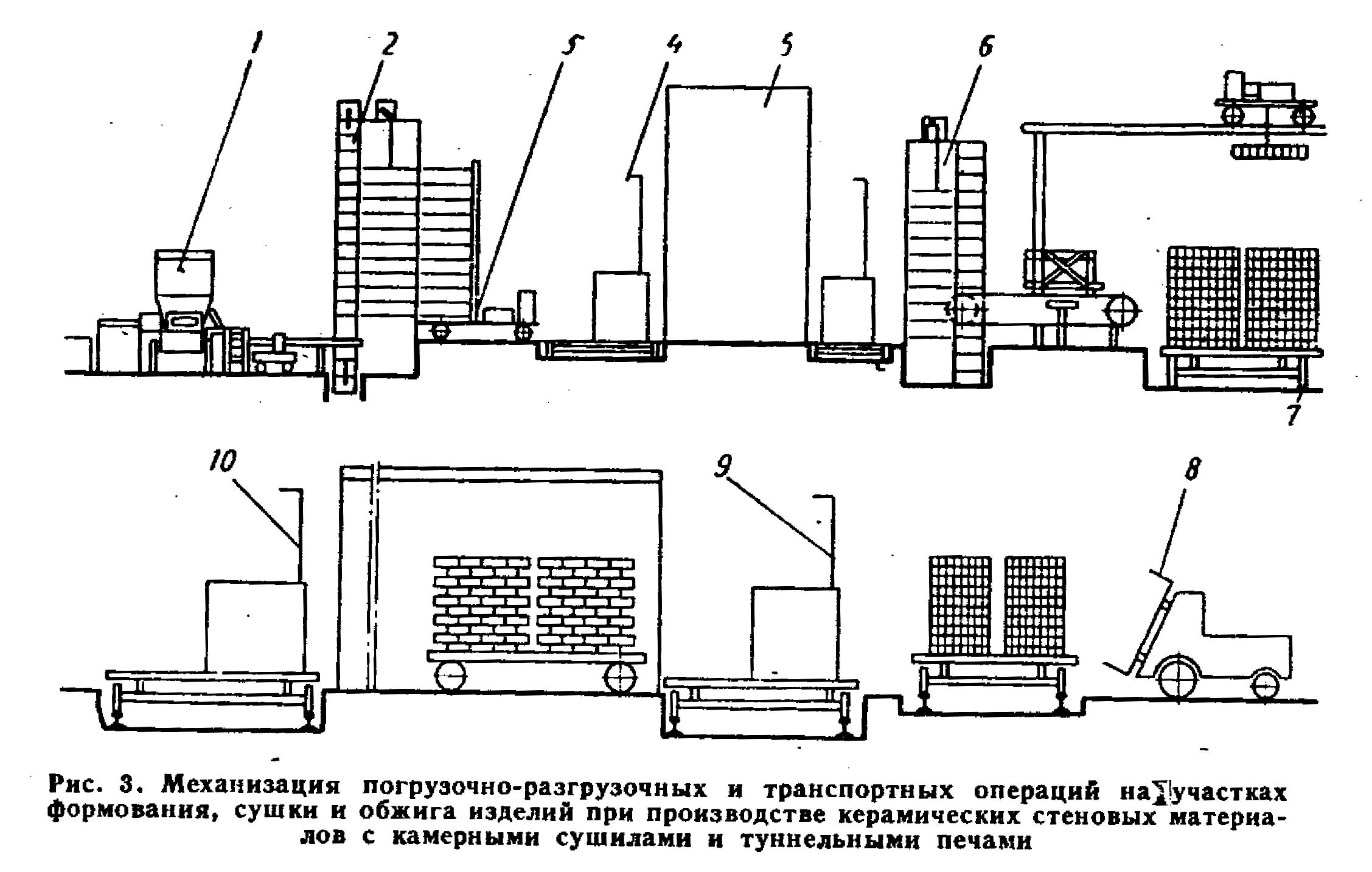
Рис.3.
1 - Стрічковий прес. 2 - Різальний автомат-укладальник. 3 - Сушильний візок. 4 - Електропередаточний візок. 5 - Камерне сушило. 6 - Автомат-усадчик. 7 - Пічний возик. 8 - Автонавантажувач. 9,10. Електропередаточні возики.
Стрічкові преси.
За технологічною ознакою преси бувають:
без вакуумні;
з вакуум-камерою.
За конструктивною ознакою:
По розташуванню лопатевого вала:
горизонтальні;
вертикальні.
За конструкцією шнекового вала:
з неперервною спіраллю;
з переривистою спіраллю.
По формі корпуса:
з циліндричним;
конічним;
ступінчастим.
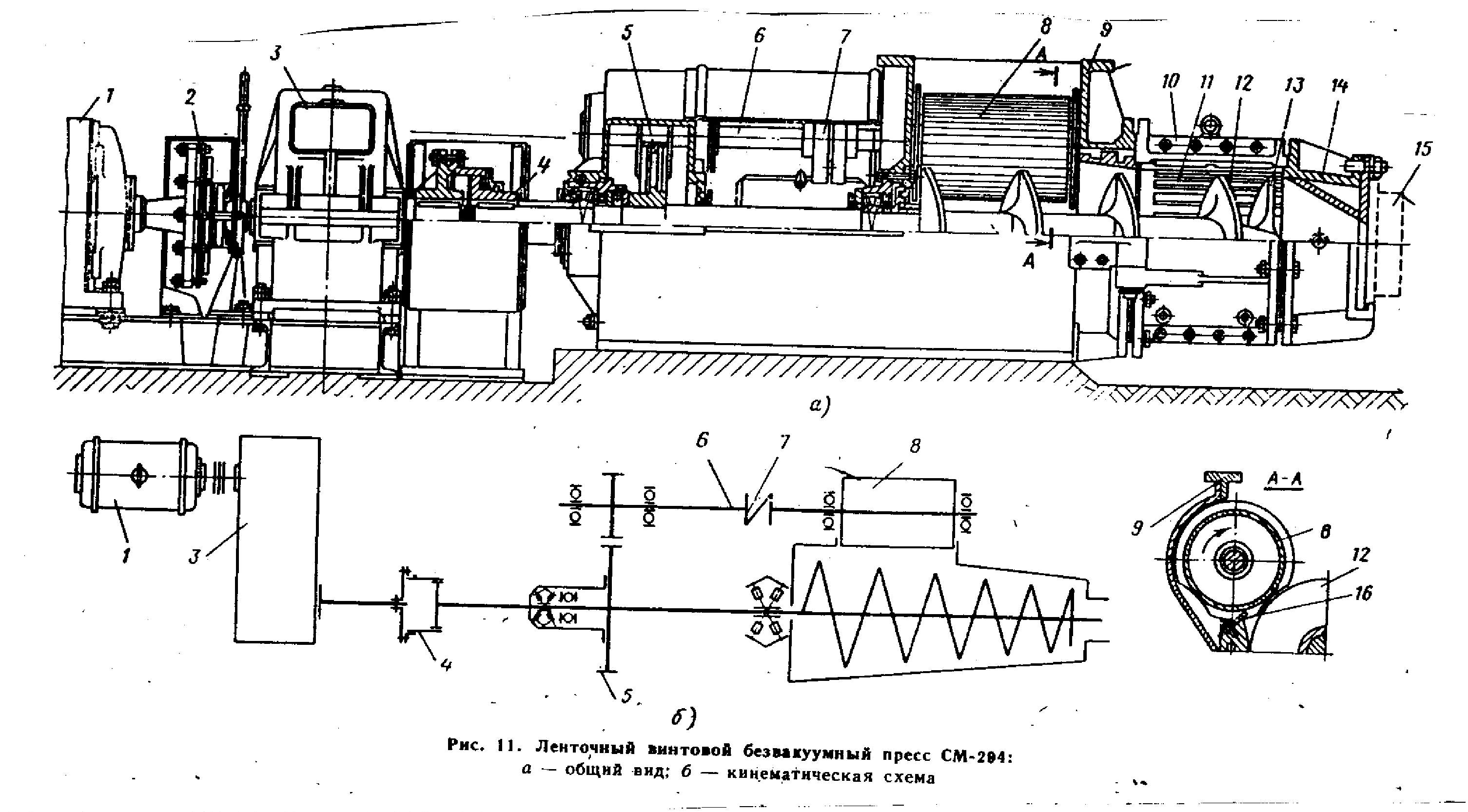
Рис.11.
2 - Двигун. 2,4.Муфта. 3. Редуктор. 5 - Передача на вал живильного валка. 6 - Верхній вал. 7 - Муфта. 8 - Живильний валок. 9 - Приймальна коробка. 10 - Корпус. 11 - Рубашка. 12 - Шнек. 13 - Випорна лопать. 14 - Головка преса. 15 - Мундштук. 16.Скребок.
Приймальна коробка служить для прийняття маси.
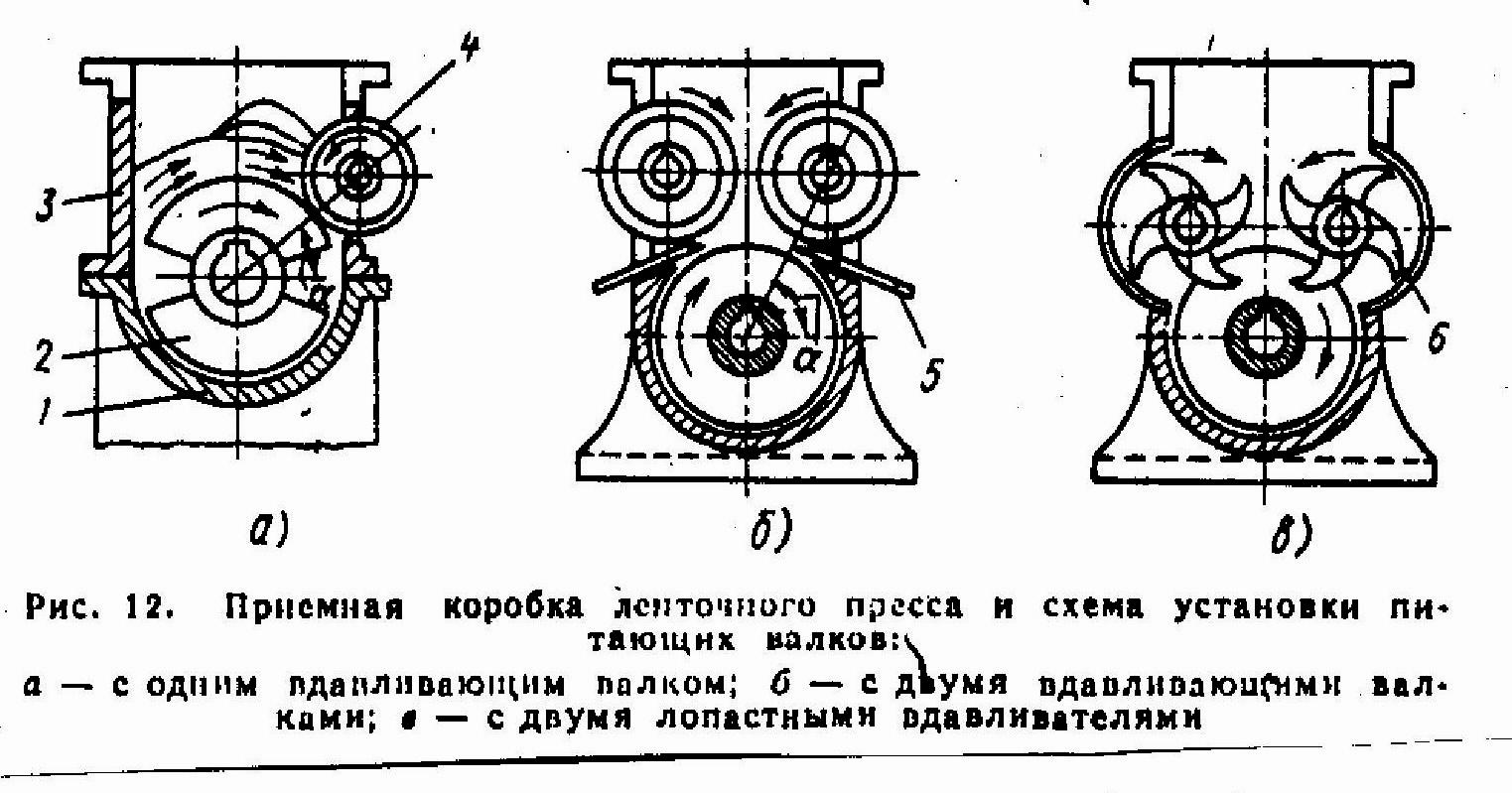
Рис.12.
Умова
роботи
![]() ,
– кут тертя;
=35…50о;
dвалка(0,7…0,75)Dшнека
,
– кут тертя;
=35…50о;
dвалка(0,7…0,75)Dшнека
nвалка(2…3)nшнека
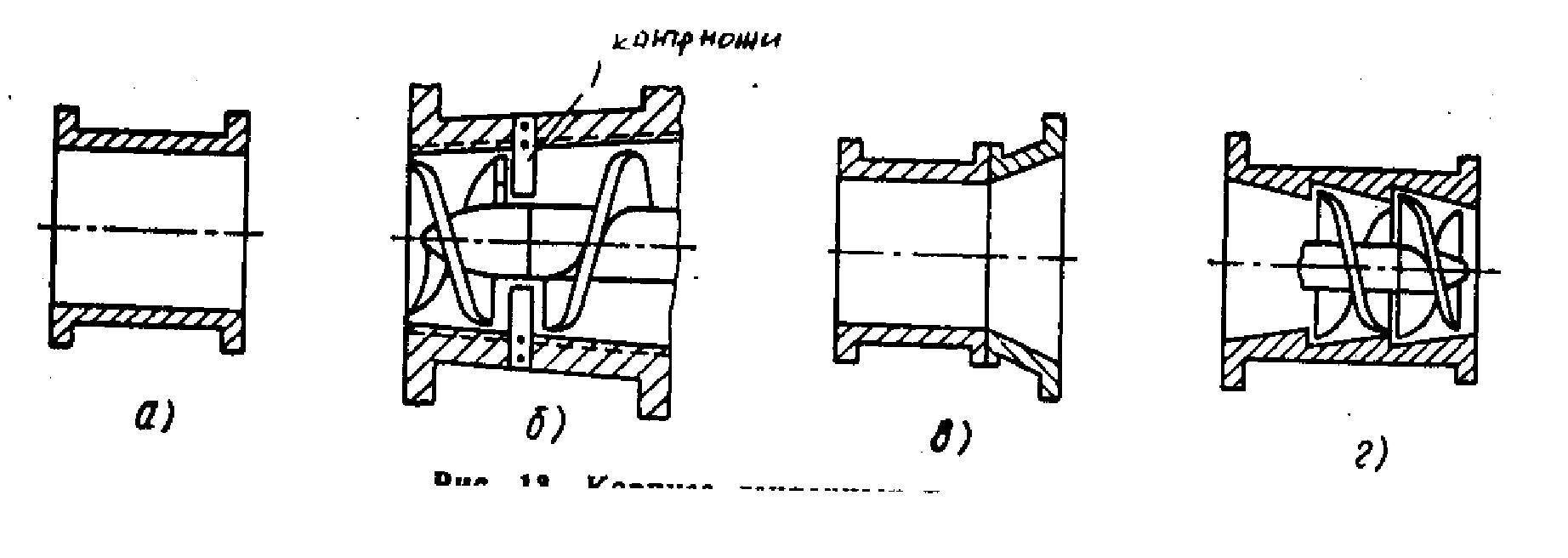
Рис.13.
Корпуси є:
Циліндричні;
Конічні;
Комбіновані;
Ступеневий.
![]() –
зазор
між шнеком і корпусом;
–
зазор
між шнеком і корпусом;
Z = 2…2,5 – витка.
а) для пластичних глин;
б) для пістних;
в) для комбінованих середньої пластичності.
Корпуси футерують чавунними рубашками.
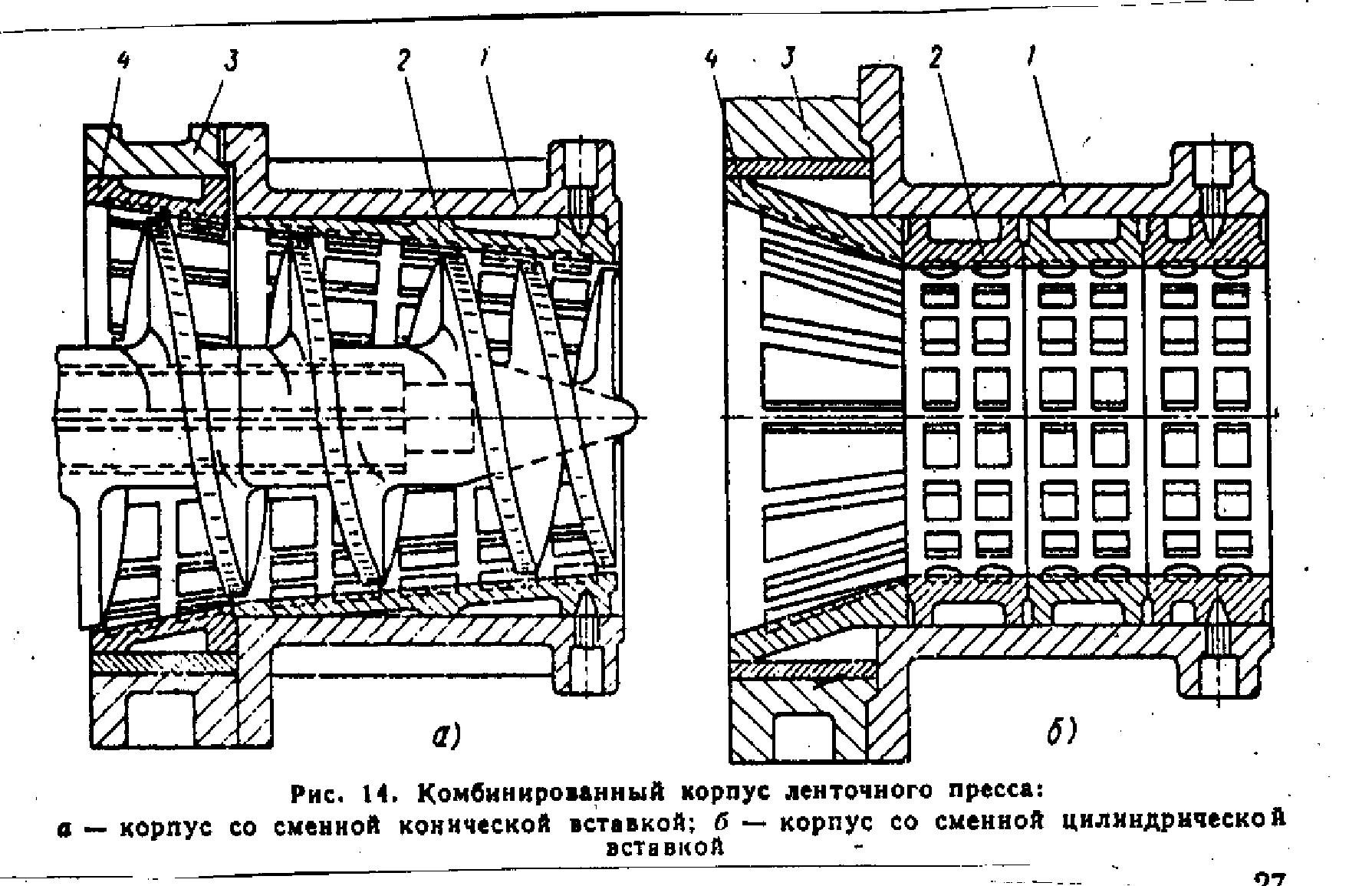
Рис.14.
1 - Корпус. 2 - Змінна рубашка. 3 - Проміжне кільце. 4 - Конічна вставка.
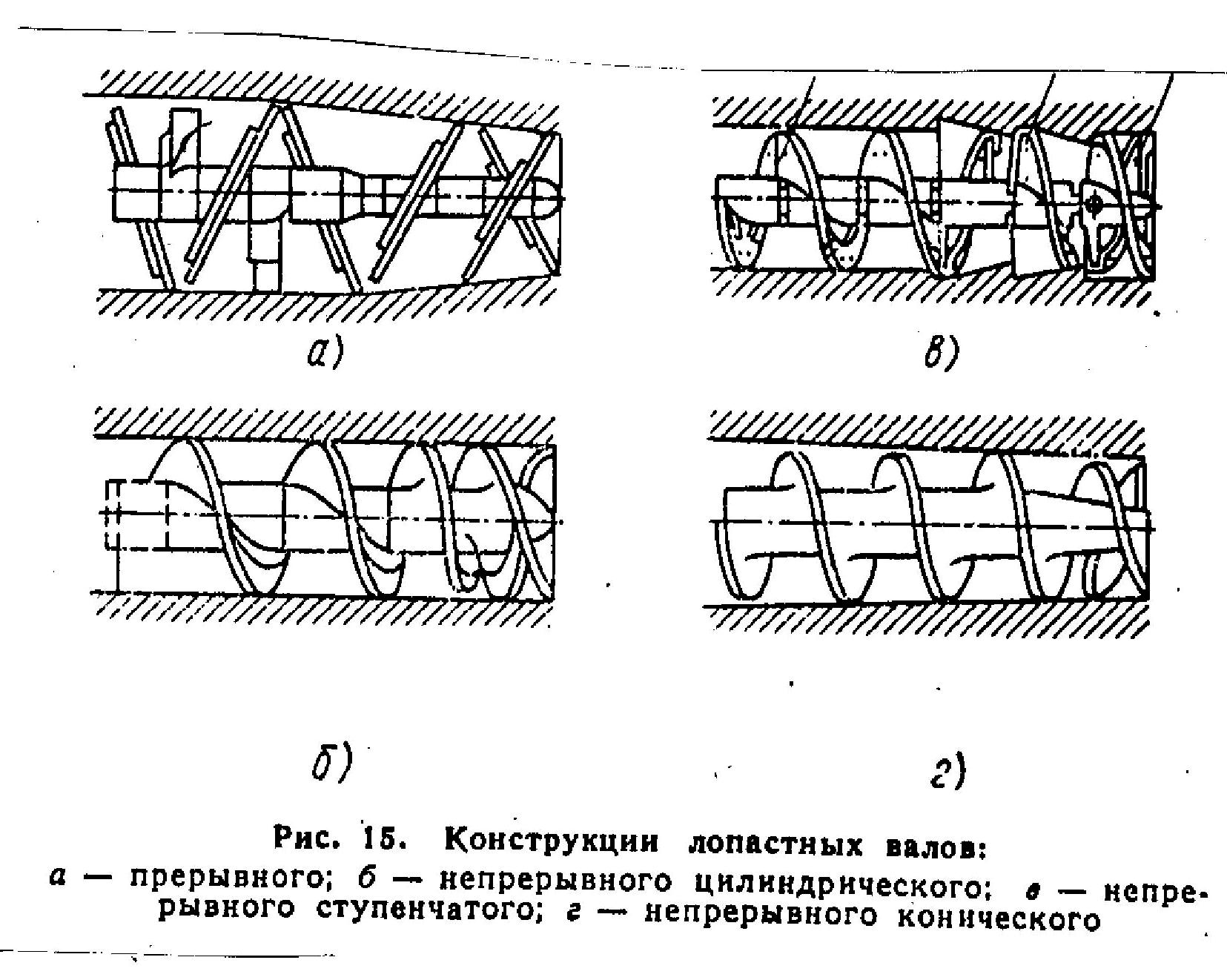
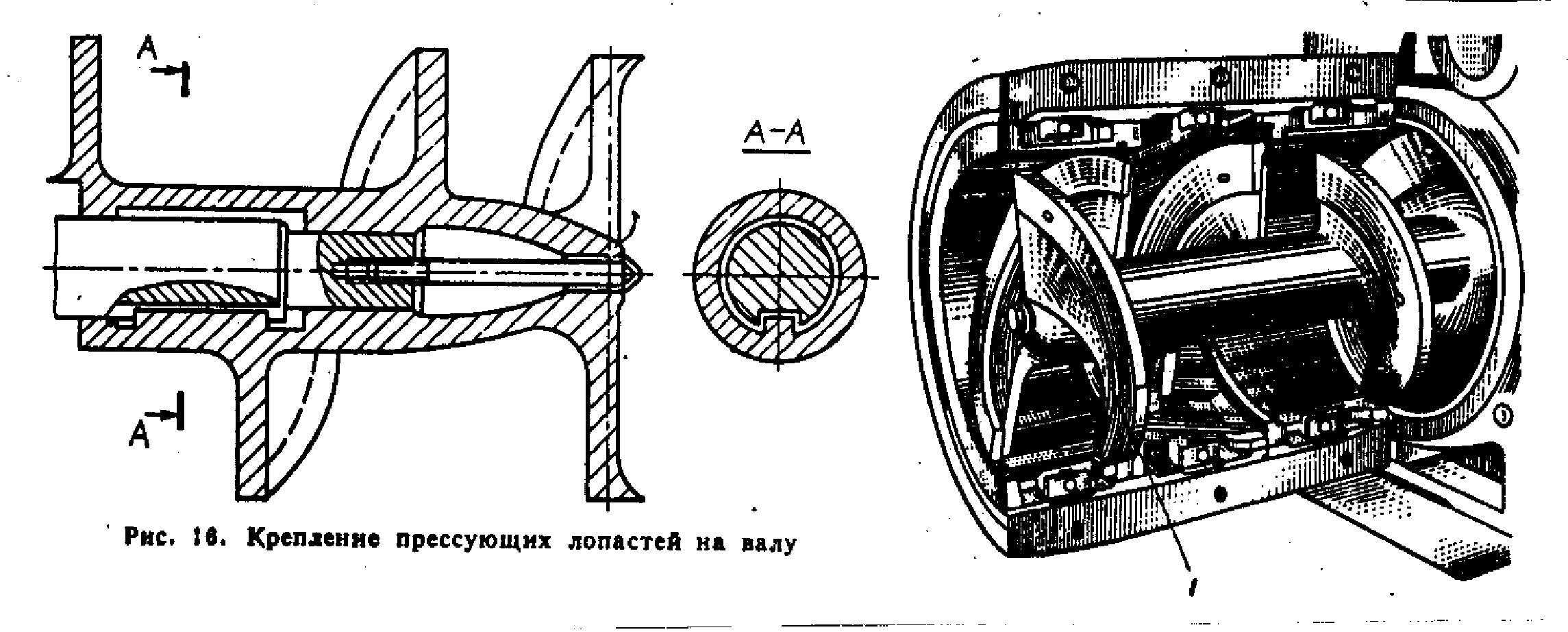
Рис.15 і 18.
1 - Транспортуюча. 2 - Ущільнююча. 3 - Випорна.
Найбільш раціональні одно- і двозаходні випорні лопаті.
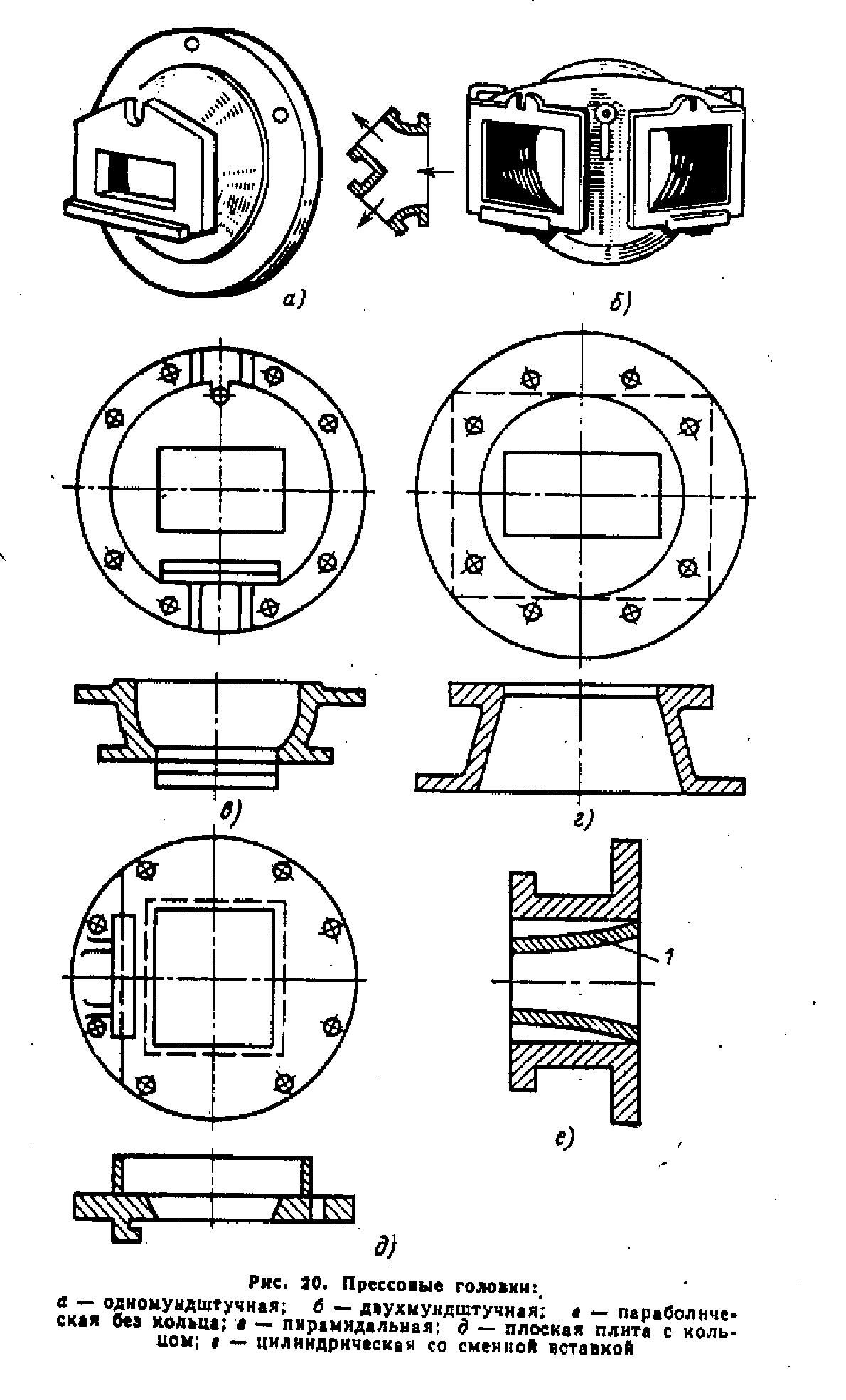
Рис.16.
В окремих випадках кромку роблять широкою і вигнутою вперед. Лопатевий вал закінчується конусною вставкою 1 (Рис.18.), яка запобігає утворенню порожнин в глині по осі вала. Яка може викликати S–подібне утворення щілин або навіть наскрізний отвір.
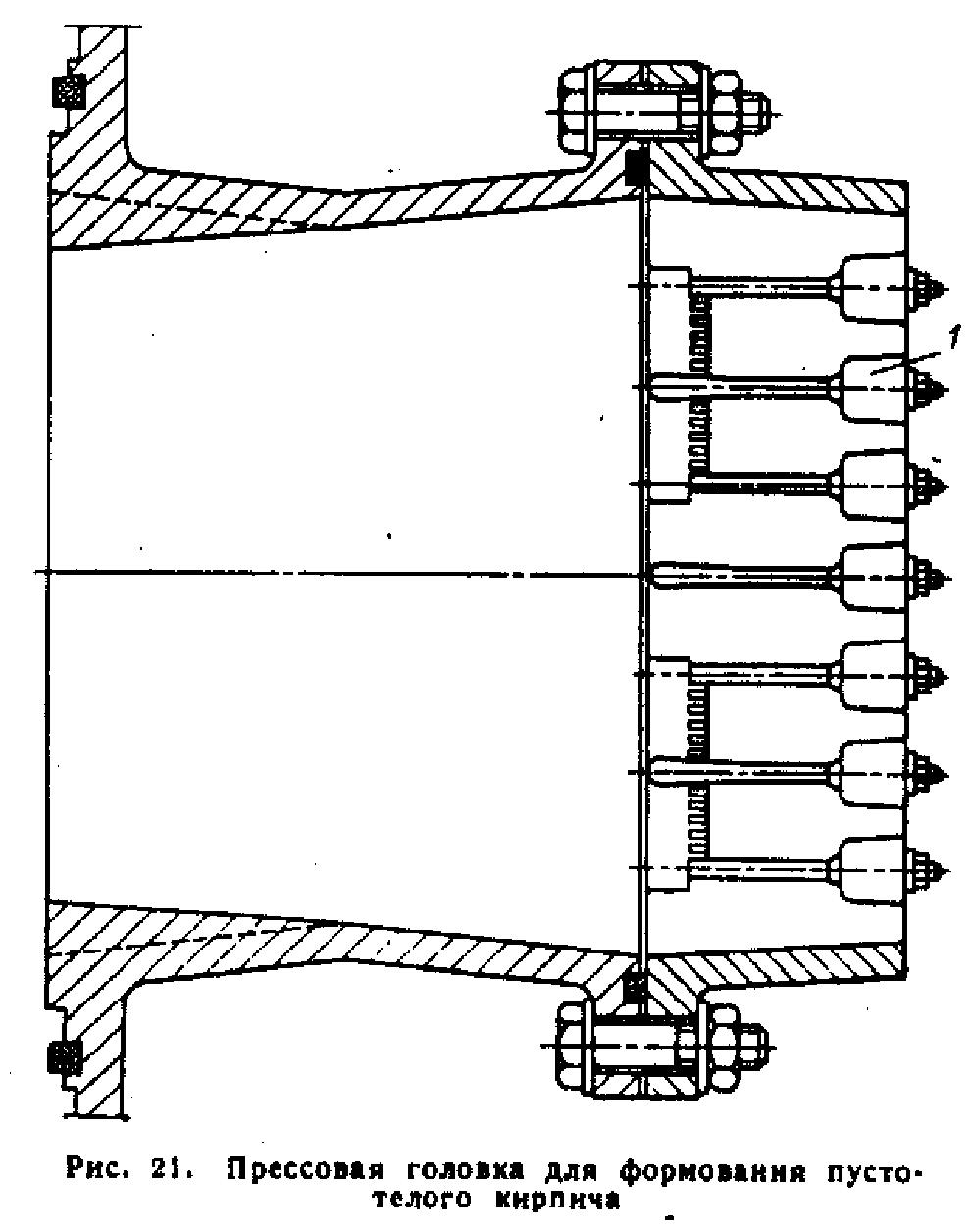
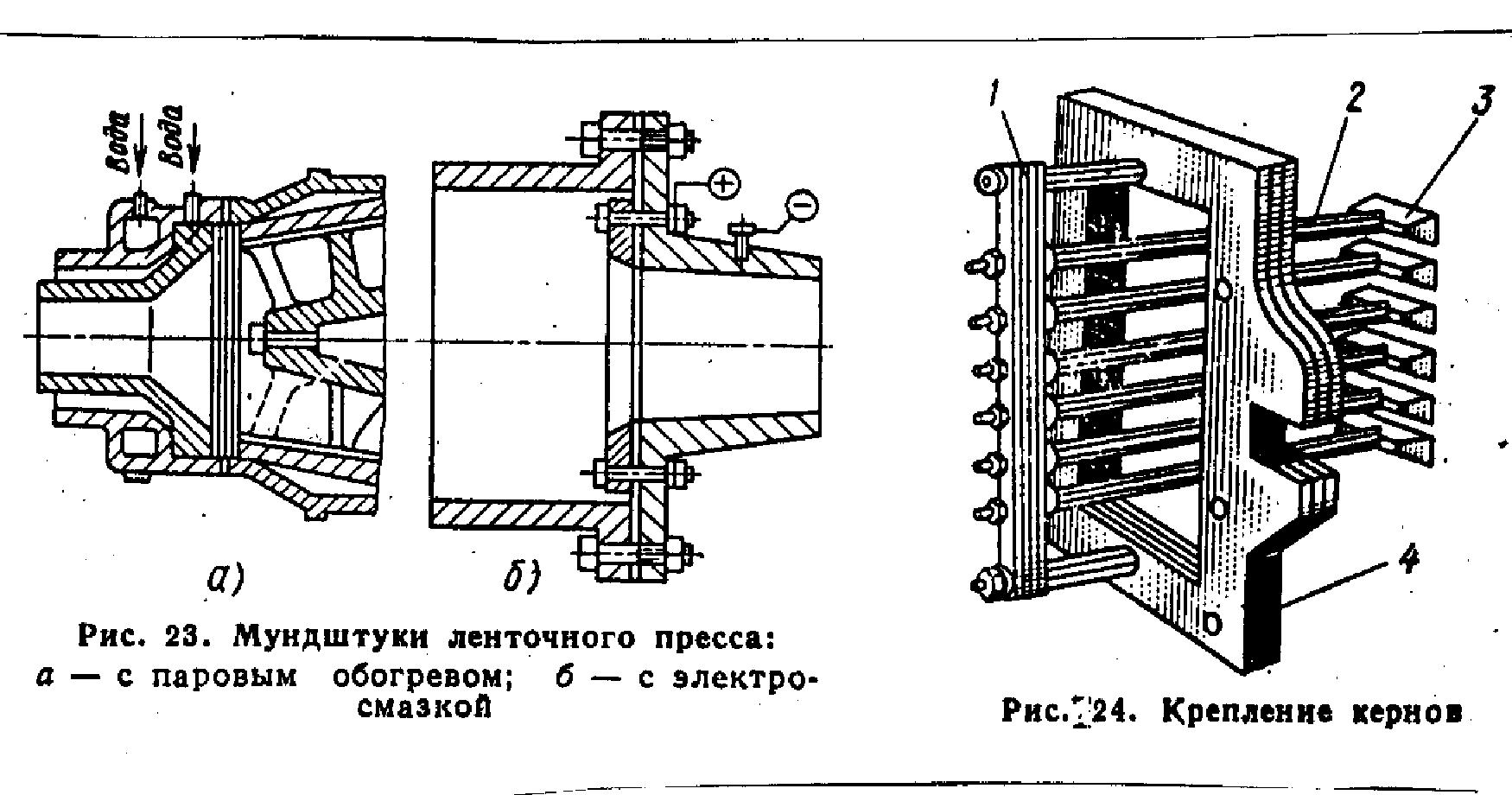
Рис.20-24.
1 - Планка. 2 - Стержень. 3 - Керн. 4 - Мундштук.
Головка преса – це зв’язуючи ланка між корпусом і мундштуком і служить для ущільнення і гомогенізації (надання однорідності масі). В головці вирівнюється швидкість і тиски, а також забезпечується плавний перехід струму маси від круглого перетину до форми виробу. Площа вихідного отвору головки в 2…2,5 рази менша ніж на вході. Для вирівнювання швидкості в перетині струму до головки кріплять металеві пластини – гальма. Частина внутрішньої поверхні може бути рифлена. Пресові головки можуть бути одно- або двомундштучні. Для зменшення тертя об стінки головки впроваджують паровий підігрів або подачу води в головку. Для виготовлення пустотілих виробів вилучають змінну вставку і встановлюють керн.