

Краткое описание устройства шлангового полуавтомата
Шланговый полуавтомат для механизированной сварки под слоем флюса (рис. 5) имеет следующие основные узлы:
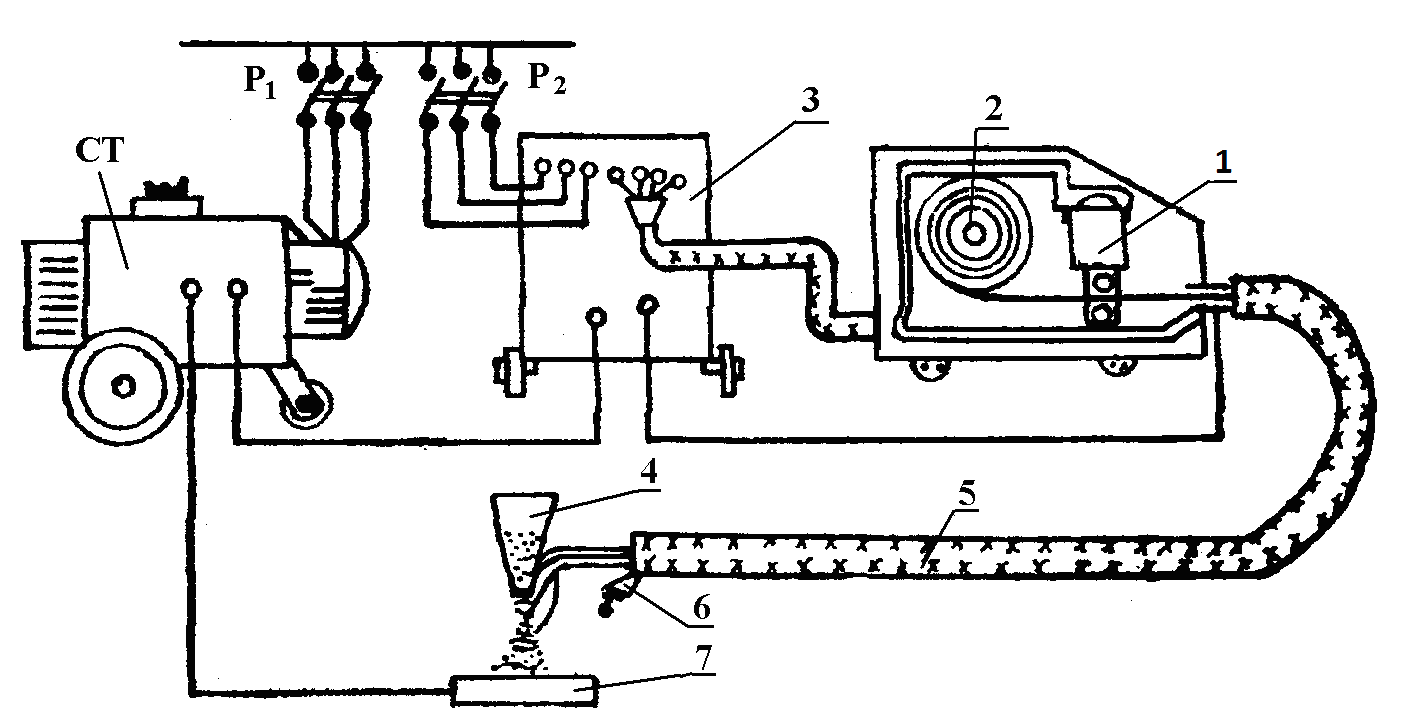
Рис. 5. Шланговый полуавтомат
подающий механизм с электродвигателем 1;кассету со сварочной проволокой 2, помещенные в защитный кожух или на каркас;
шкаф управления полуавтоматом 3;
воронку для флюса 4, установленную на сварочную горелку;
защитный гибкий шланг сварочной проволоки 5;
кнопку включения 6.
Свариваемое изделие 7 и мундштук горелки подключены к полюсам сварочного генератора (СГ) или другого источника тока.
Сварочный источник питания и шкаф управления полуавтоматом подключаются к сети трехфазного тока пакетными выключателями Р1 и Р2.
Определение влияния различных технологических параметров на форму и геометрические размеры шва
Форма и геометрические размеры шва характеризуются следующими основными параметрами (рис. 6):
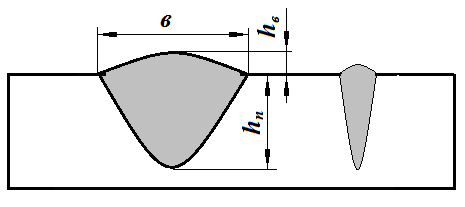
Рис. 6. Основные параметры шва
глубиной проплавления hп;шириной шва b;
высотой усиления hв.
Отношение b / hп = , (19)
называется коэффициентом формы шва, который может изменяться от 0,4 до 4. Коэффициент формы шва характеризует трещиностойкость сварного соединения.
Сейчас широко используются режимы, сварки при которых обеспечивается форма проплавления, приближающаяся к полуокружности, с коэффициентом формы провара ψ = 1,3-3,0.
Такие швы обладают повышенной стойкостью против кристаллизационных трещин и характеризуются достаточно плавным переходом от металла шва к основному металлу. Кроме того они имеют более низкую критическую температуру перехода металла шва в хрупкое состояние, чем узкие швы.
Глубина проплавления при сварке под флюсом
hп
= 0,0156
![]() ,
(20)
,
(20)
где q - количество тепла, которое вносится дугой в шов, т. е. мощность сварочного источника тепла, кал/с; Vсв - скорость сварки, см/с.
Мощность источника тепла:
q = 0,24 Iсв Uд , (21)
где Iсв - сила сварочного тока, А; Uд - напряжение на дуге, В; - КПД сварочной дуги. Для автоматической сварки под флюсом = 0,7-0,8.
Влияние различных технологических параметров на форму и размеры шва обобщено в табл. 1, из которой видно, что наибольшее влияние на форму и размеры шва оказывают Iсв, Uд и Vсв.
Таблица 1
Параметр шва |
Изменение характеристики шва при увеличении технологических параметров |
|||||||||
Iсв,
А |
dэл ,
мм |
Uд, В |
Vсв, м/час |
Угол наклона электрода (при сварке «углом вперёд») |
Угол наклона изделия |
Грануляция флюса |
||||
22-34 |
34-60 |
10-40 |
40-100 |
Сварка «на спуск» |
Сварка «на подъём» |
|||||
hп |
+ + |
- |
+ |
- |
- |
- |
- - |
- |
+ |
- |
b |
+ |
+ |
+ |
+ + |
- |
- |
+ |
- |
- |
+ |
hв |
+ + |
- |
- |
- |
+ |
+ |
- |
- |
+ |
- |
|
- - |
+ |
+ |
+ + |
- |
- |
+ + |
+ |
- |
+ |