

2. Оборудование и материалы
Источники сварочного тока.
Плакаты: схема трансформатора ТД-500; схема генератора ГС и ГСО.
Экспериментальная установка.
Измерительные приборы: амперметр, вольтметр.
Стальная пластина.
Электроды.
3. Порядок выполнения работы
Ознакомиться с требованиями к источникам тока для ручной дуговой сварки.
Изучить устройство и работу однопостовых сварочных генераторов и трансформаторов и составить их описание.
Для данного типа сварочного аппарата выполнить следующие работы:
а) ознакомиться со схемой экспериментальной установки;
б) зачистить стальную пластину и закрепить ее на сварочном столе;
в) для двух-четырех различных положений механизма плавного регулирования тока определить значения I и U при холостом ходе, нагрузке и коротком замыкании. Опыты выполнить для диапазона больших и малых токов;
г) результаты наблюдений занести в таблицу и построить внешние вольт-амперные характеристики.
4. Содержание отчета по работе
Общие требования к источникам тока для ручной дуговой сварки.
Описание устройства трансформатора ТД-500 и сварочного генератора типа ГСО (пп. 1-2 выполняются студентами дома, в порядке подготовки к работе).
Таблицу результатов измерения при снятии внешних характеристик трансформатора ТД-500.
Графические изображения внешних характеристик трансформатора ТД‑500, полученных при крайних положениях регуляторов тока.
Выводы по работе.
Работа № 3 определение влияния технологических параметров автоматической сварки под флюсом на форму и размеры шва
Цель - ознакомиться с устройством и работой сварочного автомата и полуавтомата и определить влияние некоторых технологических параметров на форму и геометрические размеры шва.
1. Теоретическая часть Описание устройства автомата адс-1000-2
Автомат типа АДС-1000-2 предназначен для автоматической дуговой сварки под слоем флюса стыковых и угловых швов переменным током от 400 до 1200 А электродной проволокой диаметром от 3 до 6 мм. Работает по принципу автоматического регулирования скорости подачи электродной проволоки в зависимости от напряжения на дуге.
При изменении длины дуги и соответствующем изменении напряжения на дуге Uд через систему управления автоматом подается сигнал на двигатель подачи электродной проволоки.
Если произошло удлинение дуги, то происходит увеличение числа оборотов двигателя подачи проволоки, и соответствующее увеличение скорости подачи проволоки. Если дуга укорачивается, то число оборотов двигателя снижается, а затем восстанавливается до уровня, соответствующего нормальной длине дуги.
Сварочный пост для автоматической сварки под слоем флюса оборудован сварочным трактором, шкафом управления, сварочного трансформатора ТСД-1000-4.
Сварочный трактор (рис. 4) содержит самоходную тележку III с установленными на ней сварочной головкой II с бункером для флюса 13, барабаном для электродной проволоки 17 и пультом управления I.
Рис. 4. Конструктивные
элементы автомата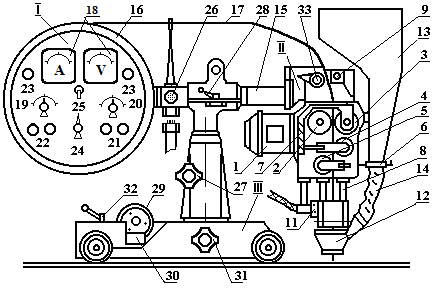
Правильные ролики должны обеспечивать выпрямление электродной проволоки с допустимым прогибом не более 25 мм на длине 1 м и её направление по оси сварочной головки.
Токоподвод 11 сварочной головки укреплен на цилиндрических направляющих 8 и перемещается с помощью механизма 9 в вертикальном направлении на 80 мм. Он состоит из двух токоподводящих колодок: подвижной и неподвижной. Подвижная колодка прижимает электродную проволоку при помощи пружин, сила нажатия которых регулируется винтами. Сварочный кабель подключается к неподвижной колодке болтами. Для увеличения срока службы токоподводящих колодок к ним крепятся сменные вкладыши.
Токоподвод заканчивается прикрепленной к нему воронкой 12, обеспечивающей концентрическую (относительно конца электрода) подачу флюса, поступающего из бункера.
Бункер для флюса 13 укреплен к боковой стороне головки и соединяется с воронкой гофрированной трубкой 14 и имеет шиберную заслонку 6.
Сварочная головка вместе с бункером подвешена на одном из концов горизонтального рукава 15 и может быть повернута относительно оси крепления нa угол до 45° в ту или другую сторону от вертикали. Угол поворота фиксируется винтом 28.
Сварочная головка может быть установлена для сварки «углом вперед» или «углом назад». Это положение фиксируется зубчатыми полумуфтами и винтом 33. На другом конце горизонтального рукава установлены пульт управления I и барабан 16 для электродной проволоки 17.
На пульте управления смонтированы измерительные приборы:
амперметр и вольтметр 18, потенциометр 19 для регулирования напряжения на дуге;
потенциометр 20 для регулирования скорости сварки;
кнопки 21 для дистанционного регулирования сварочного тока;
кнопки 22 для перемещения электрода вверх и вниз перед началом сварки;
кнопки 23 «пуск» и «стоп» для пуска и прекращения работы автомата;
переключатель 24 для управления ходом каретки «вправо» и «влево»;
выключатель холостого хода 25.
На горизонтальном рукаве укреплена розетка 26 штепсельного разъема для соединения гибким шлангом сварочного трактора и шкафа управления.
Горизонтальный рукав вместе с пультом управления, барабаном и сварочной головной крепится на вертикальной стойке и может быть развернут относительно ее на угол 90° в ту или другую сторону. Этот поворот фиксируется винтом 27, находящимся на этой стойке.
Вертикальная стойка крепится на самоходной тележке, винтом 31 и может перемещаться вместе с надстройкой в пределах ±30 мм относительно продольной оси шва.
Тележка имеет свой двигатель 29, который через редуктор 30 и муфту 32 приводит в движение тележку. Скорость сварки регулируется в пределах 15‑70 м/ч.