

Устройство и работа однопостовых, сварочных генераторов
Для получения падающей характеристики у генератора постоянного тока необходимо, чтобы с изменением нагрузки менялась его электродвижущая сила
Е = К п Ф, (15)
где К - постоянная, характеризующая данный генератор и определяемая его конструкцией и размерами; п - число оборотов якоря генератора; Ф - магнитный поток, пронизывающий якорь.
Выпускаемые в настоящее время сварочные генераторы работают практически при постоянном числе оборотов. Поэтому изменение электродвижущей силы Е может быть достигнуто только за счет соответствующего изменения магнитного потока Ф. Это достигается тем, что на каждом полюсе сварочного генератора имеется две обмотки - намагничивающая и размагничивающая (рис. 2).
Рис. 2.
Принципиальная
электрическая схема
генератора
ГСО-500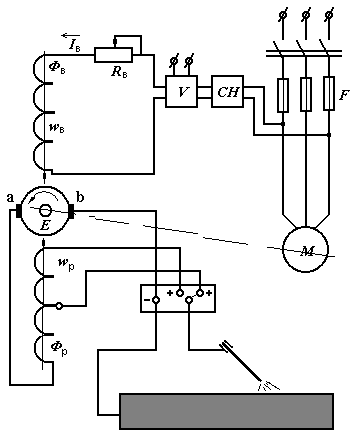
Размагничивающая обмотка возбуждения включена последовательно с обмоткой якоря и сварочной дугой и называется последовательной или сериесной обмоткой возбуждения. Ее магнитный поток ФР зависит от нагрузки (сварочного тока) и направлен противоположно магнитному потоку ФВ. Поэтому и результирующий магнитный поток ФРЕЗ будет зависеть от сварочного тока.
При холостом ходе ток в последовательной обмотке равен 0, поэтому в системе будет максимальная ЭДС - Е, соответствующая магнитному потоку.
ФРЕЗ = ФВ. (16)
При нагрузке через последовательную обмотку возбуждения проходит ток, величина которого зависит от режима сварки. Ее магнитный поток Фр, а результирующий поток
ФРЕЗ = ФВ – ФР . (17)
С увеличением сварочного тока результирующий магнитный поток уменьшается.
При замыкании сварочной цели прикосновением электрода к изделию ФР возрастает настолько, что в генераторе остается лишь очень незначительный магнитный поток, необходимый для поддержания тока короткого замыкания в системе. Приближенно можно считать, что – при коротком замыкании
ФР ФВ и ФР 0. (18)
Питание намагничивающей обмотки возбуждения осуществляется двумя способами:
от специального селенового выпрямителя (например, у генераторов ГСО-500, ГСО-800), который включается в сеть переменного тока через трансформатор и стабилизатор напряжения;
у генератора с самовозбуждением (например, ГСО-300) намагничивающая обмотка питается от половины обмотки якоря самого сварочного генератора (рис. 3).
Рис. 3.
Принципиальная
электрическая схема
генератора
с самовозбуждением
ГСО-300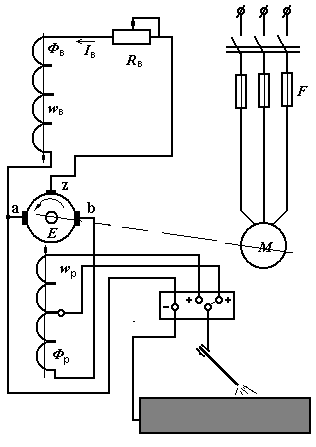
Сварочные однопостовые генераторы выпускаются на номинальные токи 120-1000 А.
Регулирование тока осуществляется следующим образом: плавное - с помощью реостата в цепи намагничивающей обмотки возбуждения, ступенчатое - секционированием витков размагничивающей обмотки на клеммной доске.
При уменьшении числа витков размагничивающей обмотки сварочный ток возрастает.
Для привода сварочного генератора необходим электродвигатель достаточной мощности или двигатель внутреннего сгорания (для работы в полевых условиях при отсутствии источника переменного тока).
Смонтированный в одном корпусе и на одном валу сварочный генератор и электродвигатель называют сварочным преобразователем (ПСО-300, ПСО-500, ПСО-800).
Сварочный генератор и двигатель внутреннего сгорания обычно монтируют на одной раме и называют сварочным агрегатом (АС-300, АС-1000).