

Устройство и работа газорезательного автомата асш-1
В промышленности применяются различные конструкции полуавтоматов и автоматов для кислородной резки. Все они комплектуются соответствующими машинными резаками типа РМ. По принципу устройства машинные резаки мало чем отличаются от ручных.
Рис.
17. Устройство автомата АСШ-1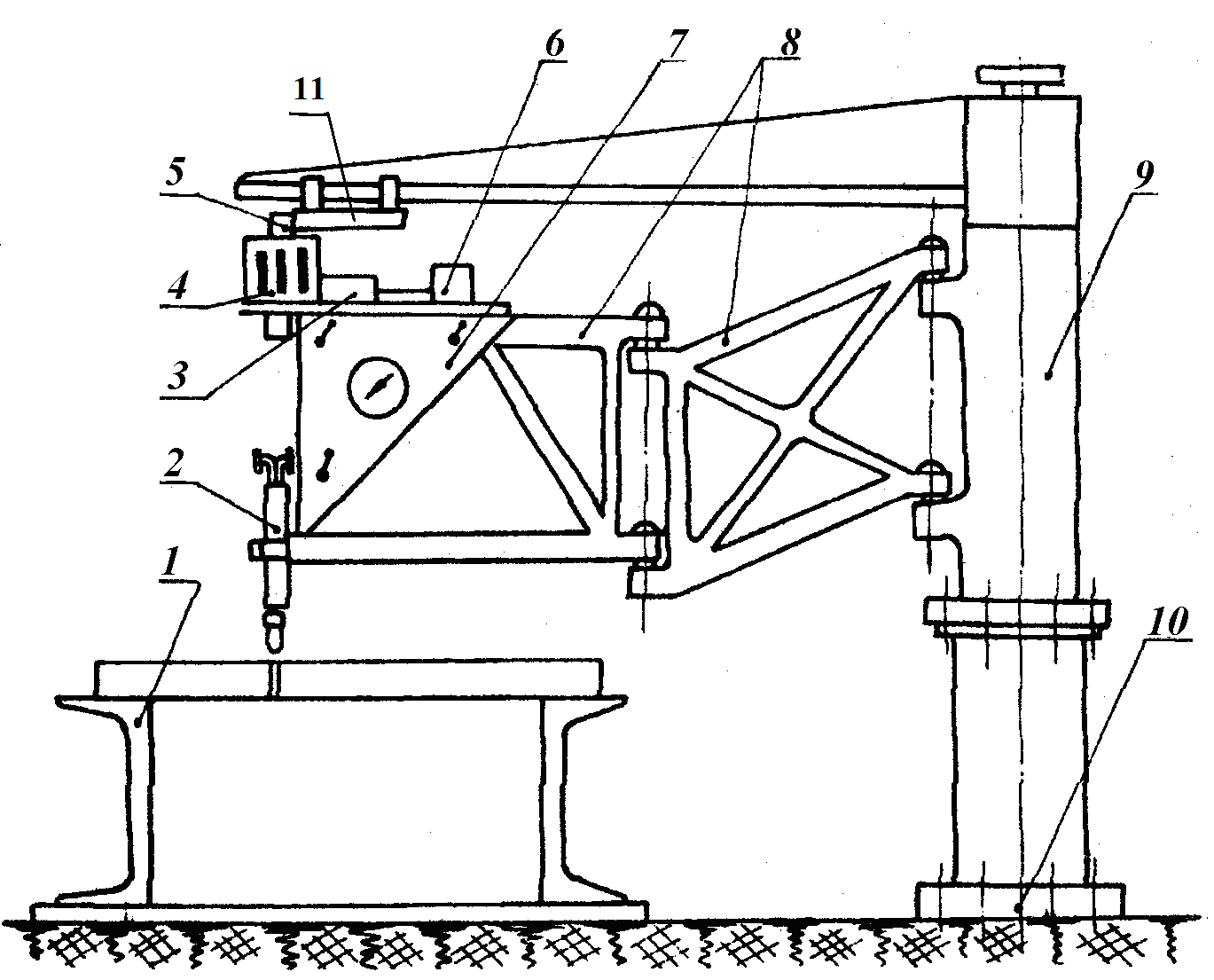
На внешней шарнирной раме укреплен резак 2. На той же раме установлен ведущий механизм автомата. Он состоит из электродвигателя 6, редуктора 3, электромагнита 4 и ведущего пальца 5, имеющего рифленую поверхность.
Электромагнит 4 притягивает палец 5 к стальному шаблону. Получая вращение от привода, палец 5 описывает контур шаблона 11. Ту же траекторию совершает резак. Здесь же имеется пульт управления 7, на котором установлены тумблеры для прямого и обратного хода резака, для включения электромагнита, для включения мотора и регулятора скорости резания.
Скорость резки устанавливается в зависимости от толщины разрезаемого металла (табл. 4). Точность копирования составляет ± 0,5 мм.
Таблица 4
Технические данные автомата АСШ-1
Показатель
|
Толщина разрезаемого металла |
|||||||
5 |
10 |
20 |
30 |
40 |
60 |
80 |
100 |
|
Давление кислорода, кгс/см2 |
3 |
4 |
4,5 |
5,0 |
5,5 |
6 |
7 |
8 |
Скорость резки, мм/мин |
550 |
475 |
380 |
320 |
270 |
220 |
190 |
160 |
Расход кислорода, л/пм |
70 |
95 |
175 |
250 |
400 |
670 |
870 |
1200 |
Расход ацетилена, л/пм |
12 |
16 |
20 |
26 |
34 |
45 |
57 |
75 |
Для получения качественного реза необходимо выполнить ряд условий:
температура горения металла в струе чистого кислорода должна быть ниже температуры его плавления (Тгор < Тпл), т. е. металл должен гореть в твердом состоянии;
температура плавления окислов должна быть ниже температуры плавления самого металла (Tпл.окисл < Т пл.мет); в этом случае окислы легко выдуваются из полости реза кислородной струей;
теплопроводность металла должна быть не слишком большой;
теплота сгорания металла должна быть большой, чтобы обеспечить поддержание процесса резки.
Признаками того, хорошо ли данный металл поддается кислородной резке, являются: чистая (гладкая) поверхность реза, равномерная небольшая ширина реза по всей толщине металла, отсутствие на поверхности реза местных выплавлений (выхватов), малая степень оплавления верхней кромки и легкое отделение шлака (грата) от нижней кромки.
Практически вышеуказанным условиям удовлетворяют лишь низкоуглеродистые стали. Большинство других металлов, применяемых в технике, не поддается кислородной резке.
Чугун не режется вследствие низкой температуры плавления и высокой температуры воспламенения. Медь не режется вследствие высокой теплопроводности и малой теплоты сгорания. Кислородной резкой алюминий не режется так как он плавится при 660 °C, сгорает при 900 °C, а образующиеся окислы плавятся при температуре 2050 °C, и кроме того он имеет высокую теплопроводность.
Высокоуглеродистые стали дают неровный рез с натеками затвердевшего металла, так как температура их плавления ниже температуры горения.
При резке хромистых, хромоникелевых сталей образуются тугоплавкие окислы, препятствующие дальнейшему окислению металла. Для резки подобных металлов и сплавов применяются другие виды термической резки: кислородно-флюсовая, воздушнодуговая, плазменно-дуговая, лазерная и др.
2. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
Ацетиленовый генератор.
Кислородный баллон с редуктором.
Автомат для кислородной резки.
Стальные, чугунные, алюминиевые пластины.
Плакат: схема ацетилено-кислородного резака.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Ознакомиться с сущностью кислородной резки и устройством резака.
Зажечь и отрегулировать подогревательное пламя резака.
Разрезать на газорезательном автомате пластины из низкоуглеродистой и высокоуглеродистой стали, из чугуна и цветных металлов.
4. СОДЕРЖАНИЕ ОТЧЕТА
Описание ацстилено-кислородного резака и автомата АСШ-1 (выполняется дома в порядке подготовки к лабораторной работе).
Эскизы поверхностей реза низкоуглеродистой стали, чугуна и металла с высокой теплопроводностью (медь, алюминий) с описанием качества реза и указанием причины хорошего или плохого качества реза.
РАБОТА № 7
ИССЛЕДОВАНИЕ СТРУКТУРЫ ДОБРОКАЧЕСТВЕННЫХ И ДЕФЕКТНЫХ СВАРНЫХ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ
Цель - исследование у сварных соединений микроструктуры околошовной зоны и металла шва; определение и сравнение твердости металла шва, околошовной зоны и основного металла (стали) различного химического состава; изучение основных дефектов сварных швов.
1. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Микроструктура металла шва
Металл шва образуется в результате кристаллизации расплавленных основного и присадочного материалов. При сварке низкоуглеродистых сталей металл шва имеет дендритную столбчатую феррито-перлитную структуру, типичную для литого металла и может обладать всеми её недостатками (крупное зерно, пониженные механические свойства, ликвация, газовые поры, шлаковые включения и т.д.). Для столбчатой структуры характерна вытянутость зерен в одном направлении. Развитие столбчатой структуры связано с направленным интенсивным отводом тепла в основной металл.
Дендриты располагаются в столбчатых зернах, являясь их основой. Неметаллические включения в сварных широких швах вытесняются наверх, а в узких швах остаются в середине шва. Наплавленный металл имеет пониженные механические свойства.
Для получения необходимой прочности металла сварного шва за счет сварочных материалов проводят его модифицирование, легирование, снижают содержание углерода, серы, фосфора и других элементов, склонных к ликвации и к образованию газовых пор и шлаковых включений, обеспечивают надежную защиту от окружающей среды.
При сварке сталей с повышенным содержанием углерода ограничивают глубину проплавления, уменьшая долю основного металла в шве.
Микроструктура металла околошовной зоны
К металлу шва примыкает околошовная зона или зона термического влияния. Для точек зоны термического влияния, различно удаленных от оси шва распределение температур будет неодинаковым. Чем ближе находится данная точка к линии сплавления основного металла шва, тем быстрее происходит ее нагрев и тем выше максимальная температура нагрева.
При данном химическом составе основного металла структура и механические свойства зоны термического влияния определяются характером термических циклов.
Так как термические циклы участков, различно удаленных от шва, будут неодинаковы, то их структура и механические свойства будут различными.
При сварке низкоуглеродистой стали плавлением структура зоны термического влияния состоит из следующих участков (рис. 19):
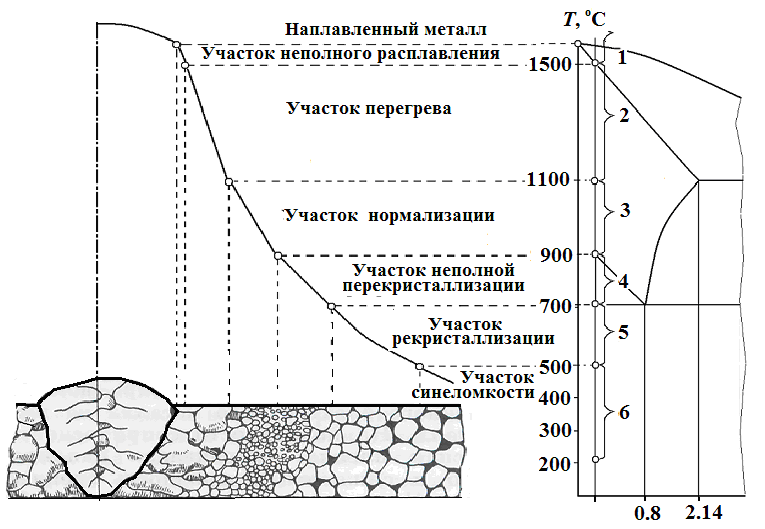
Рис. 19. Зона термического влияния
неполного расплавления (линия сплавления) – с довольно крупнозернистой структурой и повышенной хрупкостью;перегрева – с видманштеттовой крупнозернистой структурой с пониженной ударной вязкостью и пластичностью;
нормализации – с мелкозернистой структурой, повышение пластичности и вязкости;
неполной перекристаллизации – колониями мелких зерен феррита и перлита, расположенных по границам более крупных зерен феррита с пониженными механическими свойствами;
рекристаллизации – изменения структуры наблюдаются только у наклепанного металла;
участок старения (синеломкости) – обычно не отличается по структуре от основного металла.
При многослойной сварке описанные структурные участки имеют последний по порядку наложения шов и основной металл в его зоне термического влияния.
Нижележащие швы и их зоны влияния утрачивают первоначальную структуру в результате однократной или многократной термической обработки.
По механическим свойствам зона термического влияния неоднородна. Участок нормализации имеет повышенные механические свойства, а участок перегрева - пониженные.
При сварке сталей с повышенным содержанием углерода во 2-5 участках зоны влияния появляются в различных соотношениях закалочные структуры: мартенсит, троостит и сорбит.
Появление закалочных структур в зоне термического влияния можно предупредить путем нагрева деталей перед сваркой. Температура предварительного нагрева зависит от химического состава стали и находится в пределах от 150 до 450 °С. При подогреве снижается скорость охлаждения сварного шва и становится возможным распад аустенита на феррито-цементитную смесь.
Следует особо отмстить влияние околошовной зоны на прочность сварных соединений, изготовленных из термически упрочненных сталей.
При сварке их может произойти разупрочнение на участке 5 вследствие неполной закалки, на участке 6 из-за высокого отпуска.
По этой причине изготовление изделий из термически упрочненных сталей с помощью сварки иногда становится затруднительным с технологической точки зрения.
Определение твердости металла шва, околошовной зоны и основного металла
О механических свойствах сварного соединения можно косвенно судить по значениям твердости. Качество сварного соединения тем выше, чем меньше градиент изменения твердости от основного металла к наплавленному.
Характер изменения твердости при переходе от основного металла к наплавленному зависит, главным образом, от способа и режима сварки. Определение твердости производится па приборе Виккерса.
Изучение дефектов сварных швов
При несоблюдении технологического процесса сварки возможно образование тех или иных дефектов в сварных швах, ухудшающих механические, физико-механические и другие свойства металла в зоне сварки.
Основными дефектами сварных швов являются наплывы, подрезы, кратеры, непровары, пористость, шлаковые включения и трещины.
Эти дефекты чаще всего встречаются при сварке плавлением. Характеристики их приведены в табл. 5.
Таблица 5