

Лекция 7 Глава 2. Сжатие (осадка) образца
Общие положения
Сжатие цилиндрического образца исходной высотой h0 и диаметром d0 (площадью поперечного сечения F0) между параллельными плитами (рис. 20) следует рассмотреть подробно по многим причинам. Во-первых, сжатие используется как самостоятельная операция при испытании металлов. Во-вторых, такие технологические процессы как ковка, прокатка и др. в основе своей представляют разновидности процесса сжатия.
При испытании металлов сжатие цилиндрических образцов используется главным образом для определения пластичности металла. Испытание на растяжение образца дает представление о пластичности в условиях одноосного растяжения, а осадка – при сжимающих нагрузках. Так же, как и на растяжной машине, диаграмма сжатия образца на испытательном прессе записывается в координатах Р - h, где h = h0 – h - изменение высоты образца от исходного значения h0 до текущего h.(рис 20 б). Машинную диаграмму перестраивают в условную диаграмму, представляющую зависимость условного
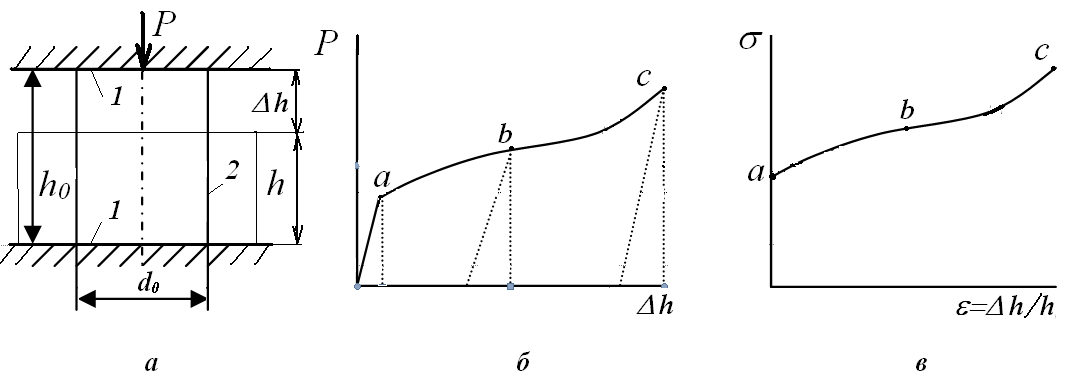
Рис. 20. Осадка цилиндрического образца 1 бойками 2 (а) и диаграммы осадки (б и в).
напряжения р =
![]() от
обжатия
от
обжатия
![]() .
Причем, как и при растяжении, из общей
деформации исключают упругую
составляющую (рис.20 в). Но напряжение
правильнее определять путем деления
усилия на фактическую текущую площадь
F, а обжатие следует
относить к текущей высоте образца h,
несмотря на то, что они в процессе осадки
изменяются и потому трудно определимы.
В результате получается истинная
диаграмма сжатия в координатах
.
Причем, как и при растяжении, из общей
деформации исключают упругую
составляющую (рис.20 в). Но напряжение
правильнее определять путем деления
усилия на фактическую текущую площадь
F, а обжатие следует
относить к текущей высоте образца h,
несмотря на то, что они в процессе осадки
изменяются и потому трудно определимы.
В результате получается истинная
диаграмма сжатия в координатах
![]() и
и
![]() (рис 20в).
(рис 20в).
Как видно, типовая диаграмма сжатия имеет три участка: До точки а протекает упругая деформация, далее при пластической деформации вначале сравнительно медленно, а в конце – круто кривая идет вверх, показывая изменение наклепа металла в условиях сжатия. Перегиб объясняется особенностями распределения сил трения на контакте, о которых речь пойдет ниже. В точке с происходит разрушение металла, и по величине пластической деформации до разрушения судят о запасе пластичности металла. Если металл пластичен, то точка с может быть не достигнута.
Следует заметить, что истинную диаграмму необходимо строить при равномерных по высоте напряжениях сжатия. При равномерной осадке боковая поверхность образца увеличивается во всех точках по высоте одинаково, и образец остается цилиндрическим вплоть до разрушения. Такие условия обеспечиваются только при отсутствии трения на поверхности контакта металла с инструментом (бойком). При наличии трения поверхностные и центральные слои деформируются неодинаково, диаметр образца по высоте различен, деформация и напряжения распределяются по высоте неравномерно, поэтому оценивать пластичность в таких условиях, строго говоря, неправомерно, хотя приходится это делать.
Можно придумать несколько способов приблизить условия осадки образца к равномерным. Например, на верхней и нижней поверхностях образца делают буртики и до краев заливают масло (рис. 21а). Условия трения при осадке будут приближены к режиму гидродинамического трения, коэффициент трения будет резко снижен. Примерно та же идея лежит в основе применения цилиндрических образцов, имеющих на торцевых поверхностях много неглубоких торцевых выточек в виде концентрических окружностей, заполняемых при осадке смазкой (рис. 21б, вид сверху). В.П.Северденко осаживал образцы в условиях ультразвуковых колебаний, резко снижающих коэффициент трения. Во всех приведенных случаях поверхность бойка должна быть полированной. Есть приемы, позволяющие компенсировать силы трения на контакте некоторыми дополнительными внешними силами, например, при осадке в клиновидных бойках (рис. 21в). Надо подобрать угол наклона бойка так, чтобы тангенс этого угла был точно равен коэффициенту трения. Естественно, торцевые поверхности исходного образца должны быть расточены под тем же углом.
При наличии трения на контакте условно различают высокие, средние и низкие образцы. Высокие образцы (h/d>2) характеризуются тем, что пластическая деформация сосредоточивается вблизи бойков (рис. 22), не проникая в центральные слои. Непосредственно на поверхности контакта металл «прилипает» к бойку и испытывает незначительные упруго - пластические деформации.
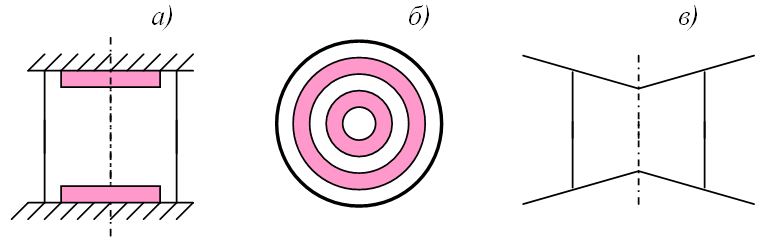
Рис. 21. Методы повышения равномерности деформации при осадке образцов:
с буртиками (а), с кольцевыми выточками (б), образец и бойки конусной формы (в)
Непосредственно под этим тонким слоем располагаются приповерхностные слои, в которых металл интенсивно растекается по периферии, увеличивая диаметр образца. Далее вглубь образца деформация быстро затухает и, на какой-то глубине непосредственное воздействие со стороны боков прекращается . Центральные слои металла находятся либо в упругом состоянии, либо пластически деформируются, но не бойками, а за счет взаимодействия с активно деформируемыми поверхностными объемами. Боковая поверхность образца приобретает вид двойной бочки, как показано на рис. 22 . Такой характер деформации имеет место на образцах, высота которых более чем в два
Рис. 22. Вид высокого образца сбоку после осадки |
Рис. 23. Ковка крупных слитков
|
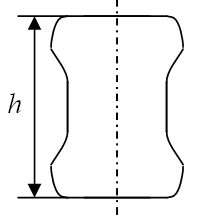
раза превышает диаметр. Следует подчеркнуть, что деформация высокого образца полностью характеризуется неравномерностью распределения ее по высоте. Силы трения оказывают влияние на характер деформации только вблизи поверхности контакта, а деформация основной массы металла не будет зависеть от численного значения этих сил.
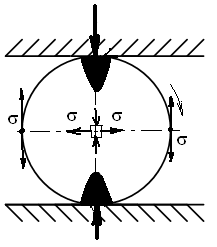
В реальном технологическом процессе высокий очаг деформации встречается, например, при ковке крупных заготовок, валов турбин, прокатных валков и т.п. На рис. 23 приведена схема поперечной ковки вала (протяжка). Поскольку деформация мала, то зона пластических деформаций сосредоточивается вблизи контактных поверхностей. Назовем ее зоной активной деформации, поскольку она осуществляется непосредственно бойками. Глубже активных расположены пассивные зоны, которые под действием нагрузки должны находиться в упругом состоянии, но за счет взаимодействия с активными зонами деформируются пластически. Активные зоны, деформируясь в продольном и поперечном направлении, принудительно тянут за собой металл пассивных зон. В пассивных зонах возникают дополнительные напряжения со схемой трехстороннего растяжения (по мнению некоторых авторов, - двухстороннего растяжения, поскольку вертикальное напряжение остается сжимающим). Если по оси вала выделить элементарный кубик, то он будет находиться под действием суммарных (основных и дополнительных) растягивающих напряжений по трем (возможно, по двум) осям (рис. 24). Пластичность металла при растягивающих напряжениях резко падает, и в центре вала образуется трещина или полость. Ковка валов с малыми обжатиями, не проникающими на всю глубину сечения, очень опасна, так как внутри вала могут появиться трещины. Чтобы увеличить глубину проникновения деформаций, необходимы большие обжатия.
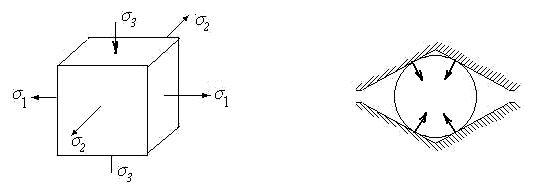
Рис. 24. Схема напряжений в центре вала при ковке с малыми обжатиями с поворотами
Рис. 25. Ковка вала в фасонных бойках
Полезно использовать фасонные бойки (рис. 25), которые применяют также при так называемой ковке с подстуживанием. После нагрева слиток выдерживают длительное время на воздухе и начинают ковать тогда, когда поверхность его значительно остынет. При ковке такого «холодного» слитка поверхностные слои имеют более высокое сопротивление деформации и пластическая деформация перемещается в горячие внутренние слои. Следует заметить, что дополнительные напряжения в металле (от взаимодействия слоёв) всегда присутствуют при неравномерной деформации металла. Интенсивно деформируемые объемы воздействуют на менее деформируемые, создавая в последних растягивающие напряжения, что вызывает понижение пластичности и образование трещин. Дополнительные напряжения нежелательны, поэтому в процессах ОМД всегда стремятся создавать условия, приближающие деформацию к равномерной.
Вернемся к осадке нашего цилиндрического образца в торцевом направлении.
При дальнейшей осадке высокого образца высота его уменьшается, и он переходит в разряд средних, которые характеризуются тем, что активная деформация проникает на всю толщину образца. Образцы, диаметр которых больше их толщины, оказываются в условиях полного проникновения деформации на всю глубину. На средних образцах неравномерность деформации по высоте полностью определяется силами трения на контакте. На поверхности контакта деформация сдерживается силами трения, а в центральных слоях влияние сил трения ослабевает, и деформация более развита. После осадки образец примет вид одинарной бочки (рис. 26). На низких образцах, у которых толщина меньше ¼ диаметра, поверхностные силы трения воздействуют практически одинаково на всю глубину образца, деформация на поверхности и в центральных слоях выравнивается, бочкообразование не наблюдается.
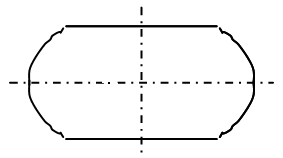
Рис.26. Форма среднего образца после осадки (одинарная бочка).
Экспериментальные исследования процесса осадки
Если средний цилиндрический образец составить из двух полуцилиндров, на одном из которых на внутренней поверхности нанести координатную сетку (рис. 27а), то после деформации последняя примет вид, показанный на рис. 27б. В приконтактных слоях, а также в слоях, прилегающих к боковой поверхности, деформация минимальна. Наибольшей деформации подвергаются участки металла, расположенные в виде креста по диагоналям сечения. На рис. 27б заштрихована зона наибольшей интенсивности пластических деформаций. Особенно велика интенсивность деформации в центральных слоях. «Ковочный крест» ожнонаблюдать при ковке крупных поковок с большими деформациями.
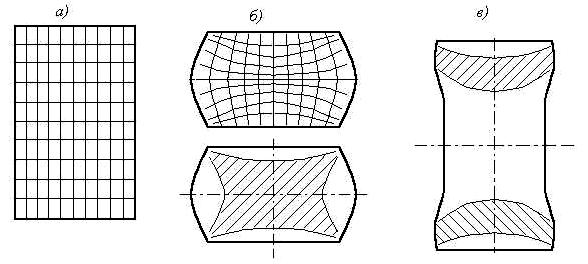
Рис. 27. Характер деформации средних (б)
и высоких (в) образцов:
а) координатная сетка до деформации,
б) изменение координатной сетки и зоны развитой деформации (заштрихованы) после осадки средних образцов,
в) зоны развитой деформации после осадки высоких образцов
На высоком образце искажение координатной сетки показывает, что пластическая деформация незначительна на самой контактной поверхности и в центральных слоях. Интенсивная деформация сосредоточивается в узкой зоне, расположенной на некотором удалении от приконтактных участков, как показано на рис. 27 в.
Неравномерность деформации при осадке и явление бочкообразования нежелательно со многих позиций. Она ведет к неравномерной структуре металла, и следовательно к неравномерному распределению свойств металла по объему. В зонах затрудненной деформации могут сохраниться участки с непроработанной литой структурой, имеющей пониженные механические свойства. Бочкообразность также вынуждает назначать более высокие припуски на заготовку.
Бочкообразование, а точнее, неравномерность деформации при осадке, приводит к разной пластичности металла по объему. Непосредственно под бойком находятся участки, находящиеся в условиях трехстороннего сжатия, поэтому появление трещин здесь маловероятно. Боковая поверхность среднего цилиндрического образца находится в состоянии растяжения в тангенциальном направлении. Здесь пластичность металла понижена, и возможны трещины. Именно в этих местах появляются первые трещины при осадке металла (рис. 28). Таким образом, испытание металла на осадку не является испытанием в условиях сжимающих нагрузок, как было задумано. Таковым оно становится только в условиях равномерного деформирования.
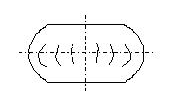
Рис. 28. Трещины на поверхности осаживаемых образцов из малопластичных сплавов.
Оценка пластичности металла по той степени деформации, при которой появляется первая трещина на боковой поверхности осаживаемого среднего образца, широко используется как технологическая проба. Она дает некоторую количественную оценку пластичности металла во многих реальных технологических процессах. Но при сравнительно большой пластичности металла трещины не появляется даже при больших обжатиях. В этих случаях увеличивают долю растягивающих напряжений, применяя для осадки крешеры, то есть цилиндрические образцы, имеющие на боковой поверхности продольные надрезы (рис. 29, вид сбоку и сверху).
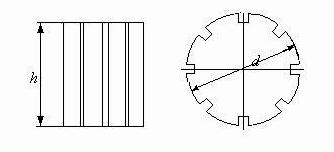
Рис. 29. Крешеры (цилиндрические
образцы с боковыми надрезами)
для оценки пластичности металла.
Крешеры разрушаются по надрезам как концентраторам напряжений при меньших обжатиях, чем гладкие образцы.
В реальных технологических процессах осадки заготовок трещины появляются раньше всего на боковой поверхности. Чтобы повысить пластичность металла в этой области предлагается много различных приемов. Прежде всего, описанные выше способы снижения неравномерности деформации – буртики, выточки, заполненные смазкой, соответствующая форма бойков. Для труднодеформируемых сплавов широко распространено осаживание в обойме. Обойма – наружное кольцо вокруг образца – создает дополнительные сжимающие напряжения по боковой поверхности образца. При горячей деформации обойма полезна также потому, что предотвращает основной металл от окисления при нагреве и деформации, способствует сохранению постоянной температуры металла.
При ковке крупных цилиндрических заготовок по схеме, представленной на рис. 24, наряду с центральными трещинами, очень опасны трещины, возникающие на боковой поверхности. Фасонные бойки, описанные выше (рис 26), создают дополнительные сжимающие напряжения и снижают растягивающие напряженияне не только в центральных слоях, но и на боковой поверхности, повышая пластичность металла.