

2.3. Обработка спинки
Спинка верха и спинка подклада состоят из двух частей со швом посередине. Части спинки верха (из подкладочной ткани пиджака) и подклада складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают швом шириной 1 см. Швы разутюживают.
Для стачивания вытачек спинку перегибают и складывают лицевой стороной внутрь по средней линии, а стачивают по боковой. Швы вытачек заутюживают на спинке верха в сторону боковых срезов, а на спинке подклада – в сторону среднего шва спинки. Для большей устойчивости верхней части спинки с изнанки приметывают подклад, располагая ее на расстоянии 1 см от среза горловины спинки. Спинку верха складывают со спинкой подклада лицевыми сторонами внутрь, совмещая средние швы, срезы горло-
|
|
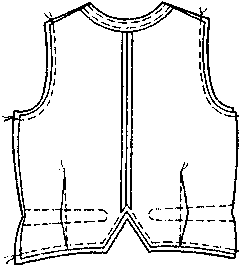
вины и плечевые срезы. С изнанки проймы подрезают. Проймы, низ и шлицы обтачивают швом шириной 0,7 см. При обтачивании верх спинки смешают внутрь детали по проймам и низу на 0,2–0,3 см для образования канта (рисунок 2.51). На месте наибольшего углуб ления шов проймы рассекают в нескольких местах, не доходя до строчки до 0,2 см. |
Рисунок 2.5 – Соединение спинки с подкладом |
|
Уголок шлицы надсекают, не доходя до строчки на 0,1 см. Через нестачанные боковые срезы внутрь спинки вкладывают обработан-
|
|
ные полочки (рисунок 2.6) так, чтобы лицевая сторона полочки верха совпадала с лицевой стороной спинки верха, уравнивают боковые и плечевые срезы и сметывают прямыми стежками длиной 1 см на расстоянии 0,8–0,9 см от срезов. При сметывании плечевых срезов делают посадку спинки верха и подкладки и следят за тем, |
Рисунок 2.6 – Соединение спинки с деталями переда |
|
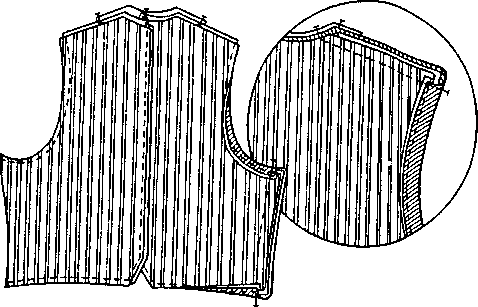
чтобы плечевой срез спинки выходил относительно обработанного края горловины полочки на 1–1,2 см. Стачивание боковых и плечевых срезов выполняют по спинке. Ширина шва 1 см. Нитки сметывания из швов удаляют. Жилет вывертывают на лицевую сторону через необработанную горловину спинки, расправляют боковые, плечевые швы, низ и проймы спинки.
Обработка горловины спинки. Срез горловины спинки верха перегибают наизнанку по продолжению обработанных краев выреза горловины деталей переда и заметывают прямыми стежками. Затем подгибают срез горловины спинки подклада так, чтобы этот подогнутый край отстоял от края спинки верха на 0,1–0,2 см, заметывают и подшивают вручную потайными подшивочными стежками или застрачивают на стачивающей машине двумя строчками: первая – на расстоянии 0,2–0,3 см от края, вторая на расстоянии 2–2,5 см от первой. При этом концы второй строчки не должны доходить до плечевых швов на 2–3 см.
2.4. Окончательная отделка и влажно-тепловая обработка
К спинке прикрепляют хлястики строчкой в виде прямоугольника или треугольника на расстоянии 10–12 см от боковых швов. Затем намечают петли по вспомогательному лекалу или с помощью линейки. Первую (верхнюю) петлю намечают на расстоянии 1 см ниже верхнего угла выреза борта и горловины, а нижнюю на 1 см выше угла нижнего скоса борта. Остальные петли намечают на равном расстоянии друг от друга. Расстояние петель от края борта 1 см. Длина петли 15–17 мм. Обметывают петли на спецмашине или вручную. Число петель зависит от модели. В готовом жилете удаляют следы мела, нитки вметывания и заметывания краев, подрезают концы ниток с лицевой стороны и с изнанки. Жилет проутюживают с лицевой стороны и с изнанки. Сначала проутюживают плечевые участки спинки со стороны подклада, затем правую и левую части спинки, низ и боковые швы жилета. После этого проутюживают детали переда со стороны подклада, борта со стороны подбортов и низ со стороны обтачек низа через увлажненный проутюжильник. Затем отпаривают детали переда жилета и пришивают пуговицы со стойкой.
Совершенствование обработки узлов возможно за счет более широкого применения машинных способов, клеевого крепления, новых материалов, обеспечивающих совмещение операций, упрощение способов обработки и улучшение качества.