

1.7. Технологический процесс обработки и сборки рукавов
В изделиях с подкладом обработка рукавов состоит из дублирования участков рукава, стачивания вытачек, подрезов, формования деталей рукава, соединения частей рукавов, обработки нижнего среза и среза оката. Последовательность выполнения операций и их содержание зависят от покроя и модели рукава, а также от свойств используемых материалов.
1.7.1. Обработка втачных рукавов
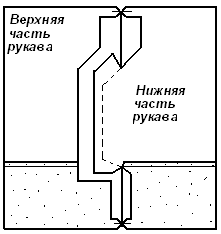
Обработку втачных рукавов начинают с дублирования участков рукавов. Припуск на подгибку низа рукавов обрабатывают с прокладкой из материала с клеевым покрытием, располагая нижний срез прокладки выше линии подгиба низа рукава на 10 мм. Затем обрабатывают вытачки, подрезы, складки, отделочные строчки так же, как на других основных деталях. Части двухшовного рукава формуют. После формования соединяют верхнюю и нижнюю части двухшовного рукава. При индивидуальном пошиве части рукава предварительно сметывают. В зависимости от особенностей технологии обработки, вида материала и имеющегося оборудования соединяют передние или локтевые срезы частей рукава стачным швом взаутюжку (рисунок 1.53а) вразутюжку (рисунок 1.53б). Локтевые срезы могут быть соединены настрочным швом (рисунок 1.53в), если это требуется по модели. Стачивающую строчку прокладывают, начиная от срезов оката. Передние срезы стачивают со стороны верхней части рукава, локтевые – со стороны его нижней части. При необходимости между срезами вкладывают хлястики, паты.
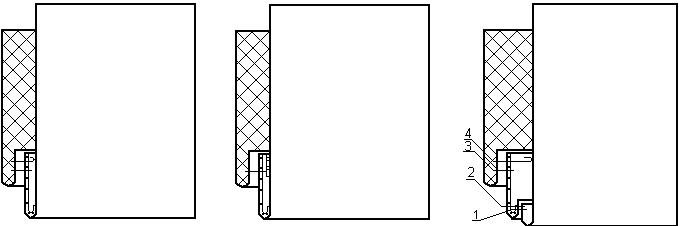
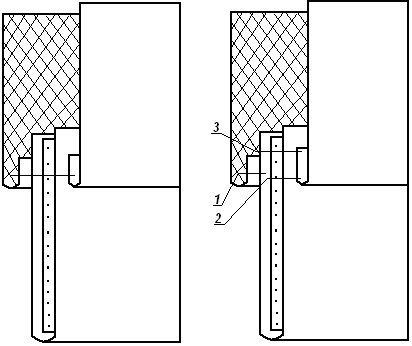
Обработку нижнего среза рукава в зависимости от модели проводят на замкнутом или незамкнутом рукаве. Низ рукава обрабатывают краевыми швами (рисунок 1.54а, б) или манжетой (рисунок 1.55). Подклад рукава притачивают к рукаву до или после соединения рукава с изделием в зависимости от покроя рукава и модели.
При обработке низа втачного рукава швом вподгибку (рисунок 1.54а, б) чаще всего соединяют с подкладом до втачивания в пройму. В этом случае перед обработкой низа рукава необходимо заготовить подклад рукава. У подклада рукава стачивают передние или локтевые срезы – те же, что и на рукаве. Строчку прокладывают, начиная от нижних срезов. При соединении передних срезов подклада рукавов в таких изделиях, как пиджак, мужское пальто, оставляют нестачанный участок на уровне локтя длиной 200–250 мм. Через эти отверстия в последующем подклад рукава соединяют с подкладом изделия по пройме. Припуски швов стачивания частей подклада рукава заутюживают в сторону верхней части.

а б в
Рисунок 1.53 – Соединение частей рукава: а – стачным швом взаутюжку;
б – стачным швом вразутюжку; в – настрочным швом
а б в
Рисунок 1.54 – Обработка гладкого низа рукава: а – с закреплением припуска шва притачивания подкладки потайной строчкой; б – с закреплением припуска шва притачивания подкладки с помощью клеевой паутинки; в – с обтачкой
Нижний срез рукава обрабатывают подкладом, притачивая ее к припуску подгиба низа рукава швом шириной 10 мм. При этом под строчку притачивания со стороны рукава можно подложить клеевую паутинку (рисунок 1.54б) или клеевую сетку. Эти клеевые материалы заменяют подшивочную строчку, закрепляя припуск подгиба низа на рукаве при последующей ВТО. Сгиб низа рукава заутюживают. Низ рукава может быть обработан обтачкой (рисунок 1.54в). Обтачку дублируют клеевым материалом, припуски шва обтачивания настрачивают.
Затем за один прием стачивают локтевые или передние срезы рукава и подклада рукава, начиная от срезов оката рукава. Припуски шва стачивания на рукавах разутюживают, на подкладе – заутюживают. Если по припуску подгиба низа рукава не была проложена клеевая сетка или паутинка, то припуск подгиба низа закрепляют машинной или ручной строчкой на припусках передних и локтевых швов. Затем припуски локтевых швов подклада притачивают к припускам локтевых швов рукавов на участке длиной 60–100 мм на расстоянии 50–100 мм от низа рукава. Машинную строчку можно заменить ручной. Рукава вывертывают на лицевую сторону, низ рукава приутюживают.
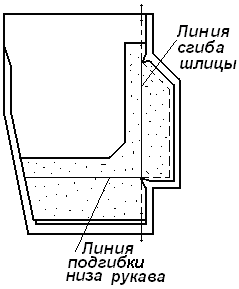
По низу рукава часто делают шлицу, размещаемую в локтевом шве. В зависимости от конструкции шлицы бывают вытачными, отлетными и открытыми.
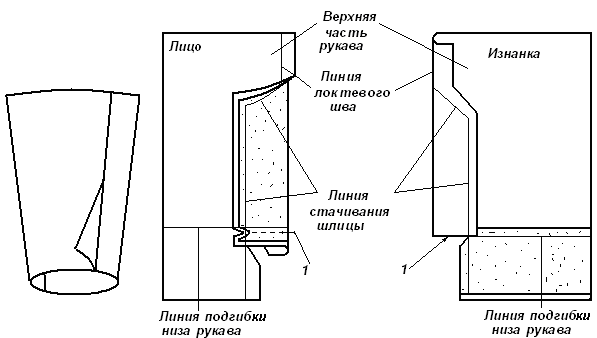
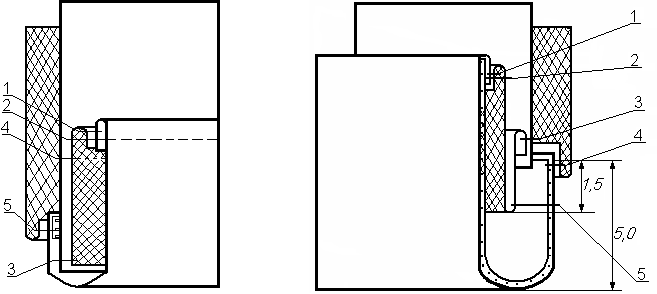
Срезы вытачной шлицы обрабатывают одновременно со стачиванием локтевых срезов (рисунок 1.55а). Сначала строчку прокладывают вдоль локтевых срезов, затем стачивают срезы шлицы и, наконец, соединяют срезы припуска подгибки низа (рисунок 1.55б).
а б в
Рисунок 1.55 – Обработка вытачной шлицы
На участке нижнего края шлицы строчку прокладывают выше линии подгиба низа рукава на величину, которая зависит от толщины материала. Припуски шва стачивания надсекают в углах шлицы верхней части рукава. Припуски локтевого шва и шва стачивания припуска подгиба низа разутюживают, шлицу заутюживают в сторону верхней части рукава (рисунок 1.55в). Припуск на подгибку низа рукава перегибают на изнаночную сторону и заутюживают, предварительно срезав излишки припусков на участке нижнего края шлицы. Затем к низу рукава притачивают подклад и стачивают передние срезы рукава и подклада рукава.
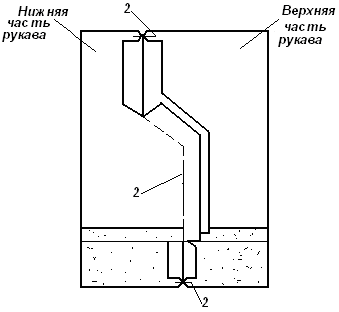
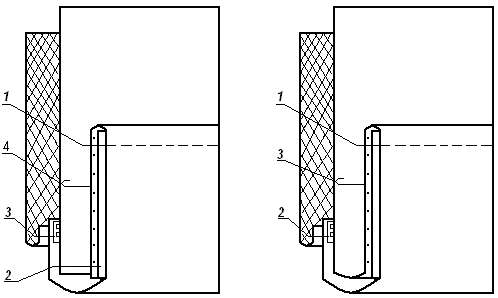
Обработка отлетной шлицы. Сначала обтачивают угол отлетной шлицы (рисунок 1.56б, строчка 1). Строчку прокладывают вдоль линии подгиба низа рукава. Надсекают припуск шва обтачивания в конце выполненной строчки. Угол шлицы вывертывают на лицевую сторону, выправляют и приутюживают (рисунок 1.56в).
а б в
г
Рисунок 1.56 –Обработка отлетной шлицы
Затем, начав от срезов оката, стачивают локтевой шов рукава. Одновременно соединяют срезы шлицы по уступу и в продольном направлении. Завершают строчку, стачивая срезы припуска подгиба низа (рисунок 1.56г, строчка 2). Надсекают припуск нижней части рукава в углу шлицы и на участке подгиба низа рукава. Локтевой шов выше шлицы и на участке подгиба низа рукава разутюживают, шлицу заутюживают в сторону верхней части рукава.
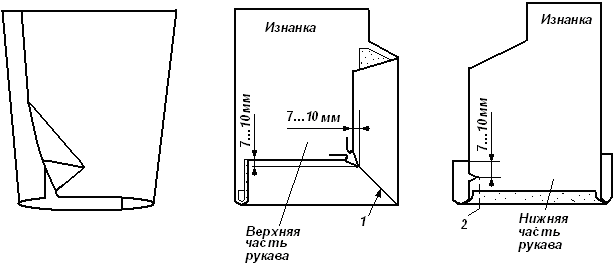
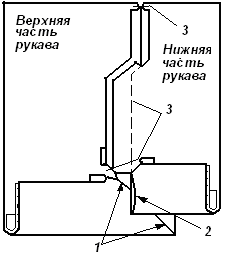
Обработка открытой шлицы. Сначала обрабатывают угол верхней стороны, расположенной на верхней части рукава (рисунок 1.57).
а б в
г
Рисунок 1.57 – Обработка открытой шлицы
Строчку прокладывают под углом к срезам шлицы и линии низа (рисунок 1.57б, строчка 1). Затем обтачивают угол нижней стороны шлицы, располагая строчку обтачивания параллельно срезам шлицы (рисунок 1.57в, строчка 2). Строчки обтачивания углов шлицы не должны доходить до среза припуска подгиба низа на 7–10 мм. Припуск шлицы надсекают к концу строчки 2. Углы вывертывают на лицевую сторону, выправляют и приутюживают. Одновременно заутюживают припуск подгиба низа рукава. Стачивают локтевые срезы рукава, начиная от срезов оката, и не прерывая строчки, соединяют срезы шлицы (рисунок 1.57г, строчка 3). Надсекают припуск нижней части рукава в углу уступа шлицы и разутюживают локтевой шов. Шлицу заутюживают в сторону верхней части рукава. Затем обрабатывают низ рукава подкладом и соединяют передние срезы рукава и подклада.
Обработку низа рукава с притачными манжетами начинают с дублирования манжет (рисунок 1.58). Затем манжету, цельновыкроеную с подкладом, обтачивают по боковым сторонам. Если манжета имеет отрезной подклад, то обтачивание производят с трех сторон с небольшой посадкой в углах деталей. Излишки припусков шва обтачивания в углах срезают, оставляя 2–3 мм, манжету вывертывают на лицевую сторону, выправляют с помощью шаблона и прессуют.
а б
Рисунок 1.58 – Обработка низа рукава с притачной манжетой:
а – для легких и средних материалов; б – для тяжелых материалов
После этого прокладывают отделочную строчку по краю манжеты, выметывают петли и приутюживают. Притачную манжету присоединяют к рукаву вместе с подкладом манжеты и подкладом рукава швом шириной 10 мм (рисунок 1.58а). При использовании достаточно толстых материалов манжету притачивают к рукаву (рисунок 1.58б, строчка 1), а подклад манжеты – к подкладу рукава (строчка 2). После этого соединяют припуски швов притачивания манжеты и подклада манжеты (строчка 3).
Отложные манжеты при необходимости дублируют. Срезы манжеты обтачивают подкладом (рисунок 1.59 а строчка 1). Манжету вывертывают на лицевую сторону, выправляют и выметывают. По краю манжеты прокладывают отделочную строчку 2, если это требуется по модели. Манжету приутюживают. На манжете намечают линию подгиба нижнего края и подрезают его неровности. Подклад манжеты подрезают так, чтобы срез подклада располагался на уровне линии подгиба, намеченной на манжете.
а б
Рисунок 1.59 – Обработка низа рукава с отложной манжетой
В процессе соединения манжеты с рукавом сначала притачивают подклад манжеты к низу рукава швом шириной 7–10 мм (строчка 3). Затем подклад манжеты закрепляют на рукаве в двух-трех местах продольными строчками длиной 40–50 мм на расстоянии 30–40 мм от края манжеты (строчка 4), чтобы манжета не отгибалась при носке. Стачанные срезы рукава и подклада манжеты огибают нижним краем манжеты и заметывают его. Низ рукава приутюживают. К срезу припуска подгиба нижнего края манжеты притачивают подклад рукава (строчка 5). Шов притачивания манжеты закрепляют на припусках локтевых и передних швов рукава стачивающей машинной или ручной строчкой.
Для уменьшения толщины по линии подгиба низа манжету обтачивают подкладом короче основной детали на 3–3,5 см (рисунок 1.59б). В изделиях из тонких материалов отложная манжета может быть цельновыкроенной с подкладом (рисунок 1.60а) и с припуском на подгибку низа рукава (рисунок 1.60б).
а б
Рисунок 1.60 – Обработка низа рукава
с отложной цельновыкроенной манжетой
Меховые манжеты обтачивают подкладом из основного мате-
|
|
риала или из подкладочной ткани швом шириной 5–7 мм (рисунок 1.61а, строчка 1). При необходимости подклад манжеты дублируют. Припуски шва обтачивания настрачивают строчкой 2 на подклад манжеты на расстоянии 2 мм от строчки обтачивания. Боковые стороны манжеты и подклада манжеты стачивают швом шириной 5 мм со стороны манжеты и 7–10 мм со стороны подклада манжеты. После вывертывания на лице- |
Рисунок 1.61 – Обработка низа рукава с отложной меховой манжетой
|
|
вую сторону манжету выправляют и прикрепляют к ней подклад манжеты на машине потайного стежка строчкой 3.Готовую манжету притачивают к припуску подгиба низа рукава (строчка 4) вдоль линии сгиба швом шириной 5 мм. Притачанную манжету отгибают на лицевую сторону рукава и закрепляют верхний край манжеты на рукаве в трех-четырех местах ручными стежками, располагая их на расстоянии 10–15 мм от верхнего края манжеты. К припуску подгиба низа рукава притачивают подклад рукавав (строчка 5).
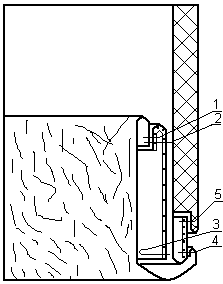
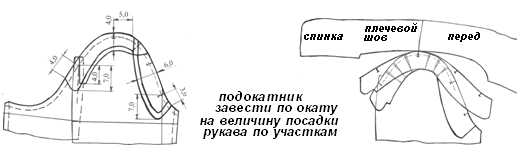
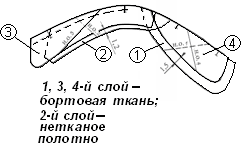
После обработки нижнего среза рукава выполняют посадку оката рукава с одновременным притачиванием усилителя передней части рукава и подокатника из неклеевого нетканого прокладочного материала (рисунок 1.62). Усилитель передней части оката размещают на изнаночной стороне рукава. Он может быть закреплен на рукаве до притачивания подокатника. Подокатник накладывают на изнанку рукава поверх клеевой и неклеевой прокладок. Строчку притачивания усилителя и подокатника прокладывают на расстоянии 5 мм от среза оката на специальной машине с регулированием степени посадки по участкам одного из стачиваемых слоев материала.
Посадку оката рукава и ее сутюживание можно выполнять перед втачиванием рукава в пройму изделия. В этом случае усилитель передней части оката притачивают к изнанке рукава, а подокатник прикрепляют впоследствии к припускам шва втачивания рукава. Этим способом обрабатывают рукав пиджака. В других видах изделий при обработке оката усилитель передней части оката рукава и подокатник могут не использоваться.
Соединение втачных рукавов с изделием. При втачивании рукава в пройму следует совмещать контрольные надсечки проймы изделия и оката рукава. Места расположения надсечек устанавливают при конструировании изделия. При индивидуальном пошиве положение надсечек уточняют на примерках. Обязательное совмещение контрольных надсечек позволяет правильно распределить посадку по окату рукава.
При индивидуальном пошиве рукава сначала вметывают в пройму. Посадку вметанного рукава сутюживают на специальной колодке на ширине 20–30 мм от среза оката. Затем рукав втачивают в пройму, прокладывая строчку со стороны рукава. Для предохранения шва втачивания рукава от пролегания под строчку втачивания на верхнем участке проймы прокладывают полоску неклеевой прокладочной ткани со стороны изнанки переда и спинки. Подокатник притачивают со стороны рукава к припускам шва втачивания. Строчку прокладывают по подокатнику на расстоянии 1–2 мм от строчки втачивания рукава на разметочной машине или ручными петлеобразными стежками.
При промышленном производстве для втачивания рукавов используют специальные машины, позволяющие на каждом участке оката осуществлять заданную посадку одного из слоев соединяемых материалов. Строчку втачивания прокладывают со стороны рукава, совмещая срезы оката и проймы и надсечки на них. Под строчку втачивания со стороны переда и спинки на верхнем участке проймы подкладывают полоску подкладочной ткани.
а
б в
Рисунок 1.62 – Изготовление подокатника втачного рукава
Посадку втачанного рукава сутюживают на прессе со специальными подушками. Затем к припускам шва втачивания рукава притачивают подокатник, если он не был заранее притачан. Подокатник размещают со стороны строчки на расстоянии 1–2 мм от строчки втачивания.
К припускам шва втачивания рукава притачивают верхнюю плечевую накладку, совмещая ее середину с линией плечевого шва. Положение внешнего края накладки относительно срезов шва втачивания рукава определяется моделью. Строчку притачивания прокладывают со стороны изделия на разметочной машине или вручную на расстоянии 1–2 мм от строчки втачивания рукава. Внутренний край накладки прикрепляют к припускам плечевых швов.