

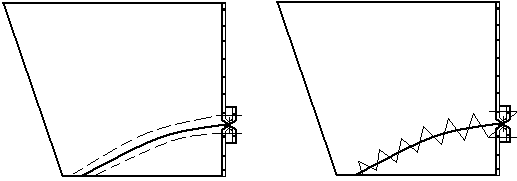
1.5.3. Обработка бортов с внутренней застежкой
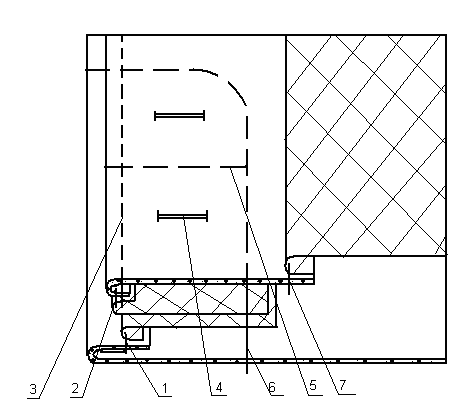
В мужских изделиях внутреннюю застежку выполняют на правом подборте, а в женских – на левом. Внутреннюю застежку на изделии с отрезными подбортами обрабатывают в шве обтачивания борта подбортом. В месте расположения застежки по бортовому срезу подборта прокладывают с небольшим натяжением клеевую кромку (рисунок 1.40а). Срез борта переда на участке застежки обрабатывают обтачкой, выкроенной из подкладочной ткани в долевом направлении (строчка 1, рисунок 1.40а). Ширина шва по модели. Аналогично обрабатывают срез подборта. Ширина шва обтачивания 5 мм (строчка 2, рисунок 1.40а).
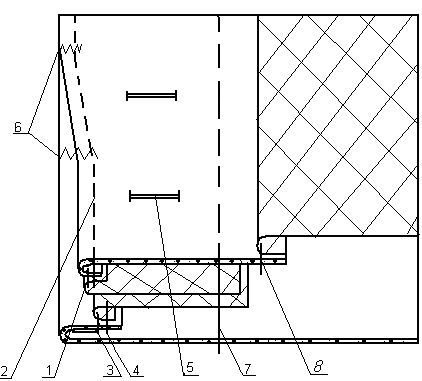
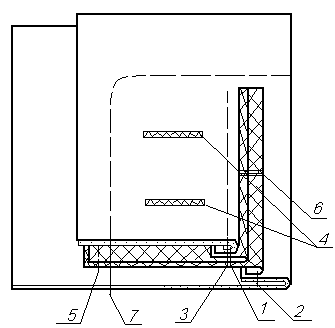
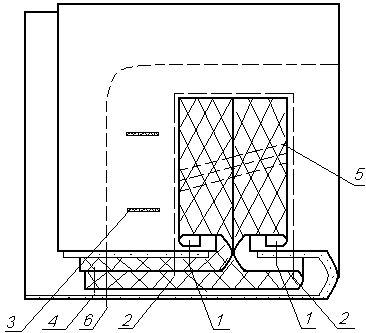
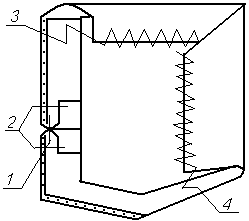
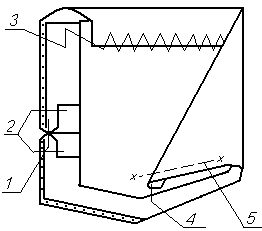
Изготовление внутренней застежки на цельнокроеных подбортах предусматривает обработку дополнительного прореза, расположенного параллельно линии борта на расстоянии 17–20 мм от нее. Для обработки прореза используют обтачку, выкроенную из подкладочного материала в долевом направлении и имеющую длину, превышающую длину прореза на 50–60 мм, и ширину, равную удвоенной ширине внутренней застежки плюс 40–50 мм (рисунок 1.41а). Стороны прореза могут быть обработаны окантовочным швом (рисунок 1.41б).
а б
Рисунок 1.40 – Обработка бортов с внутренней застежкой в шве обтачивания борта подбортом: а, б – параллельно краю борта
а б
Рисунок 1.41 – Обработка бортов с внутренней застежкой с обработкой дополнительного прореза: а – обтачкой; б – окантовочным швом
Таким образом, сборку бортов выполняют различными способами в зависимости от вида, конструкции изделия и применяемых материалов.
Совершенствование обработки бортов возможно за счет более широкого применения машинных способов, клеевого крепления, новых материалов, обеспечивающих совмещение операций, упрощение способов обработки и улучшения качества.
1.6. Технологический процесс обработки и сборки воротников в изделиях пальтово-костюмного ассортимента
Воротник в одежде пальтово-костюмного ассортимента является деталью, влияющей на эстетическое восприятие всего изделия.
Воротники изготавливают из основного материала или отделочной ткани, трикотажного полотна, натурального или искусственного меха. Процесс обработки воротников включает три этапа: обработка нижнего воротника, соединение его с верхним воротником и соединение воротника с изделием. Методы и последовательность обработки воротников зависят от вида и конструкции изделия, применяемых материалов и способов крепления деталей.
1.6.1. Обработка нижнего воротника и соединение его с верхним воротником
Нижний воротник в изделиях пальтово-костюмного ассортимента может состоять из 2–4 частей, выкроенных под углом 300, 450, 600 относительно направления нитей основы. При обработке нижнего воротника стачивают его дублированные составные детали – отрезную стойку нижнего воротника и нижний воротник. Шов стачивания растрачивают на одноигольной или двухигольной машине. Расстояние между строчками растрачивания 4–8 мм (рисунок 1.42а). Вместо двух параллельных строчек иногда прокладывают одну зигзагообразную строчку посередине разутюженного шва стачивания (рисунок 1.42б). Если нижний воротник состоит из частей, то для уменьшения толщины сначала целесообразно стачать части нижнего воротника, разутюжить шов стачивания, а затем продублировать нижний воротник клеевым прокладочным материалом.
При необходимости нижний воротник подвергают формованию на прессе с объемными подушками или утюгом. При использовании утюга сначала оттягивают срез стойки от середины к краям, а затем срез отлета от середины к краям. Линия перегиба стойки может быть приутюжена. После формования уточняют контур и размеры нижнего воротника, подрезают излишки материала.
Нижний воротник в мужских пиджаках чаще всего обрабатывают из нетканого иглопробивного полотна – фильца, хорошо формующегося и сохраняющего приданную форму. Нижний воротник из фильца выкраивают без шва посередине.
а б
Рисунок 1.42 – Соединение нижнего воротника со стойкой стачным швом в разутюжку: а – расстроченного на стачивающей машине; б – расстроченного на машине зигзагообразной строчки
Верхний воротник соединяют из составных частей стачным швом вразутюжку. Припуски шва притачивания отрезной стойки верхнего воротника растрачивают или застрачивают, направив их в сторону стойки. Воротник при необходимости формуют, оттягивая по стойке и отлету.
Соединение верхнего воротника с нижним обтачным швом применяют в женских и детских изделиях (рисунок 1.43а, б), а также в мужских изделиях спортивного стиля, для торжественных случаев (например, фрак), из тонких материалов. При обтачивании материал верхнего воротника припосаживают в углах. Подрезают припуски швов обтачивания в углах, вывертывают на лицевую сторону и выправляют углы. Готовый воротник приутюживают, образуя кант по отлету и уступам из ткани верхнего воротника. Шов обтачивания воротника без отделочной строчки закрепляют клеевым способом (с помощью клеевой паутинки или нити) (рисунок 1.43а), путём настрачивания припусков шва обтачивания на нижний воротник (рисунок 1.43б) или вспушивания (в воротниках из буклированных материалов, натурального и искусственного меха) (рисунок 1.43в).
В мужских пиджаках верхний воротник накладывают по отлету изнаночной стороной на лицевую сторону нижнего воротника так, чтобы расстояние между срезами отлетов воротников было 10 мм. Совместив надсечки, настрачивают верхний воротник по срезу отлета зигзагообразной строчкой шириной 2–4 мм. Верхним воротником огибают срез отлета нижнего воротника. Концы верхнего воротника перегибают на сторону нижнего воротника, огибая срезы его концов, и закрепляют на нижнем воротнике зигзагообразной строчкой (рисунок 1.44а, строчка 4). Готовый воротник приутюживают. Концы верхнего воротника могут быть притачаны к нижнему воротнику (рисунок 1.44б, строчка 4), а затем настрочены на нижний воротник вдоль нижнего среза стойки (строчка 5). Верхний воротник может быть обтачан нижним по отлету и концам.

а б в
Рисунок 1.43 – Соединение верхнего воротника с нижним обтачным швом: а – с закреплением шва с помощью клеевой паутинки; б – с настрачиванием припуска шва на нижний воротник, в – с закреплением шва ручным способом
а б
Рисунок 1.44 – Соединение верхнего воротника с нижним в мужских пиджаках с закреплением концов воротника: а – на машине зигзагообразной строчки; б – на стачивающей машине
Обработанный воротник должен иметь ровные края, форму и размеры, предусмотренные конструкцией, симметричные концы, а на тканях с рисунком должна быть выдержана симметричность рисунка.
При обработке воротников, цельнокроеных с бортами, сначала соединяют нижний воротник с горловиной изделия, а затем за один прием обтачивают борта и нижний воротник подбортами, цельнокроеными с верхним воротником.