

1.5.2. Сборка бортов
В сборку бортов входят такие операции, как соединение деталей переда с бортовой прокладкой (если используется дополнительный слой неклеевой прокладки), прокладывание кромки по краю борта и по линии перегиба лацкана, соединение переда с подбортом. После обработки деталей переда и отрезных подбортов их соединяют, обтачивая борт подбортом. Для изделий на подкладе это одна из наиболее ответственных операций, от которой во многом зависит внешний вид изделия. После обтачивания бортов подбортами детали переда должны быть симметричными, без нарушения рисунка. Сложность операции заключается в необходимости прокладывания ровных строчек по криволинейным участкам уступа лацкана, самого лацкана, борта и его нижнего угла. Кроме того, необходимо обеспечить одинаковую посадку подборта в уступе лацкана на правой и левой полочках, средней части подборта и нижнем углу борта.
Перед обтачиванием подборт наметывают на перед, сложив детали лицом внутрь. Сначала наметывают подборт на верхнем участке, прокладывая строчку от внутреннего среза подборта к углу лацкана. Затем выполняют строчку наметывания от угла лацкана на 3–4 мм, на участке между петлями на 2 мм. В углу борта припосаживают перед на 2–3 мм. Величина посадки зависит от свойств используемых материалов и конструкции изделия. Посадку подборта и борта сутюживают на участке 20–30 мм от срезов. Чтобы обеспечить точность обтачивания, на деталях переда с использованием лекала наносят линии обтачивания участков угла края лацкана, нижнего угла борта. Борт обтачивают подбортом со стороны переда в направлении от угла лацкана к углу борта. Углы лацкана и борта обтачивают строго по намеченным линиям. Ширина обтачивания 5–7 мм. В изделиях из гладкокрашенных материалов можно обтачивать борта без предварительного наметывания на специальной машине 297 кл., которая способна создавать необходимую посадку на одной из стачиваемых деталей. После обтачивании бортов на деталях переда проверяют длину шва обтачивания на участках уступа лацкана, края лацкана и борта и низа борта. Припуски шва обтачивания разутюживают на прессе со специальными узкими подушками или утюгом на специальной узкой колодке с зауженными концами. Эта операция облегчает последующее выправление края борта и образование канта.
После разутюживания припуски шва обтачивания надсекают в начале строчки обтачивания, в углу лацкана, по линии перегиба лацкана и в нижнем углу бортов. При необходимости высекают излишки припусков на криволинейных участках шва обтачивания. Затем подрезают швы обтачивания, ширина которых зависит от способа обработки бортов. По уступу лацкана оставляют 2–4 мм. На остальных участках выполняют ступенчатую подрезку, после которой припуски на швы в борте и подборте будут иметь разную ширину. По борту и внизу борта подрезают припуск со стороны подборта, оставляя 2–5 мм. При этом по низу борта припуск подрезают, не доходя 15–20 мм до внутреннего среза подборта. Если требуется по модели, припуски на швы обтачивания можно не подрезать.
Если изделие имеет отделочную строчку по краю борта, то перед прокладыванием строчки выметывают борта вручную или на специальной машине 2222 кл. Выметывание позволяет зафиксировать кант, образованный из подборта на участке лацкана и из переда на участке борта. Нижний край борта в изделиях с притачным по низу подкладом обтачивают одновременно с обтачиванием борта или отдельно так же, как обтачивают углы шлицы. Нижний угол борта в изделии с отлетным по низу подкладом должен быть обработан так же, как углы шлицы в изделиях с отлетной подкладкой. После обработки низа борта заметывают припуск низа. Борта и низ изделия приутюживают на прессе с универсальными подушками или утюгом. При этом окончательно фиксируется форма борта и закрепляется выправленный кант. Затем по
|
|
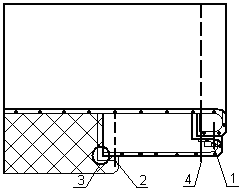
краю борта прокладывают отделочную строчку с лицевой стороны на расстоянии от края борта (рисунок 1.36), предусмотренном моделью. Отделочная строчка закрепляет кант по краю борта и обеспечивает устойчивость борта во время эксплуатации одежды. В большинстве случаев отделочную строчку выполняют после соединения воротника с изделием, прокладывая ее, не прерывая строчки вдоль края воротника и борта. |
Рисунок 1.36 – Обработка борта отрезным подбортом с отделочной строчкой по краю борта |
|
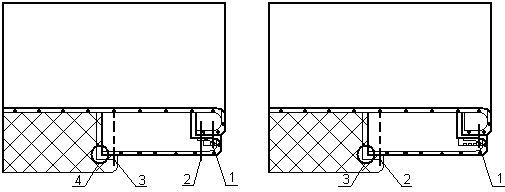
При обработке борта без отделочной строчки (рисунок 1.37) припуски шва обтачивания борта настрачивают на перед на участке лацкана и на подборт – на участке борта в изделиях с отворотами (рисунок 1.37а). Перед настрачиванием припусков шов обтачивания не разутюживают. В изделиях с застежкой доверху припуск шва обтачивания настрачивают на подборт по всей длине. Работу выполняют на стачивающей машине. Строчку прокладывают на расстоянии 1–2 мм от строчки обтачивания. После этого борт выметывают и приутюживают.
а б
Рисунок 1.37 – Обработка борта отрезным подбортом без отделочной строчкой по краю борта; а – с настрачиванием припуска обтачивания на подборт; б – с закреплением припуска обтачивания с помощью клеевой паутинки
В длинном изделии, не имеющем по краю борта отделочной строчки, подборт прикрепляют дополнительно к переду на участке от нижней петли до низа. Строчку прокладывают посередине подборта параллельно линии борта. Для этого используют специальную машину потайного стежка.
Клеевую паутинку шириной 10–15 мм крепят к припускам шва обтачивания борта с изнаночной стороны переда в процессе обтачивания или после него (рисунок 1.37б). В первом случае клеевой материал подкладывают непосредственно под выполняемую строчку обтачивания. После обтачивания борта паутинку крепят к припускам выполненного шва на стачивающей машине или утюгом с использованием фторопластовой пленки в качестве проутюжильника. При выметывании бортов клеевую паутинку располагают на расстоянии 6–10 мм от строчки обтачивания.
Клеевую нить прокладывают на стачивающей машине, заправив ее в шпульку челнока. Нить прокладывают по шву обтачивания борта, располагая ее со стороны переда. После прокладывания клеевых материалов борта выметывают. Окончательное закрепление подборта клеевыми материалами происходит в процессе прессования бортов.
При использовании буклированных материалов с ворсом для закрепления канта шва обтачивания борта подбортом может применяться вспушка.
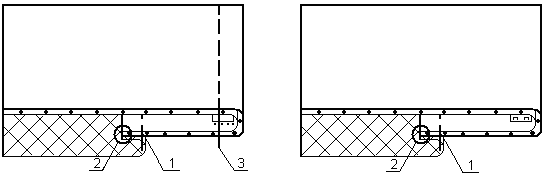
Цельновыкроенные подборта используют в основном в изделиях с прямолинейными лацканами и бортами с застежкой доверху (рисунок 1.38). Применение неотрезного подборта позволяет исключить операции: наметывание подбортов, сутюживание посадки подбортов, обтачивание края борта, разутюживание шва обтачивания борта, удаление ниток наметывания подборта. Сборочными операциями являются: прокладывание кромки около линии перегиба борта, обтачивание углов в уступах лацкана и внизу бортов.
а б
Рисунок 1.38 – Обработка борта цельновыкроенного с подбортом:
а – с отделочной строчкой по краю борта; б – без отделочной строчки
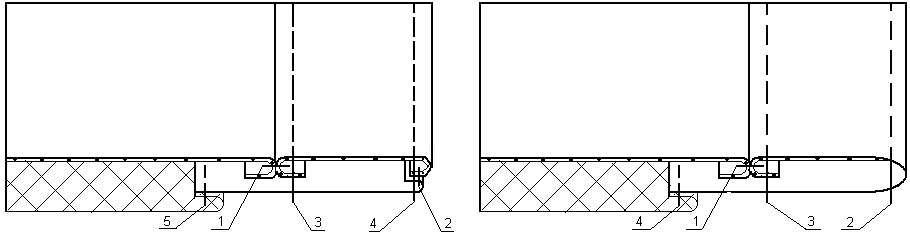
При обработке застежки притачными планками в зависимости от конструкции планку выкраивают отрезной (рисунок 1.39а) или цельнокроенной с подбортом (рисунок 1.39б). Планки из текстильных материалов предварительно дублируют клеевой прокладкой. Петли располагают вдоль планок, обметывают глазком вверх до притачивания планок к переду. Если петли располагают поперек планок, их обметывают после соединения планок с передом.
а б
Рисунок 1.39 – Обработка бортов планками:
а – отрезная; б – цельнокроенная с подбортом
Применение конструкции переда с цельновыкроенными подбортами повышает производительность труда и улучшает качество, так как устраняются недостатки, возникающие при выполнении обтачного шва.